卡车车身装焊工艺解读Word文件下载.docx
《卡车车身装焊工艺解读Word文件下载.docx》由会员分享,可在线阅读,更多相关《卡车车身装焊工艺解读Word文件下载.docx(47页珍藏版)》请在冰豆网上搜索。
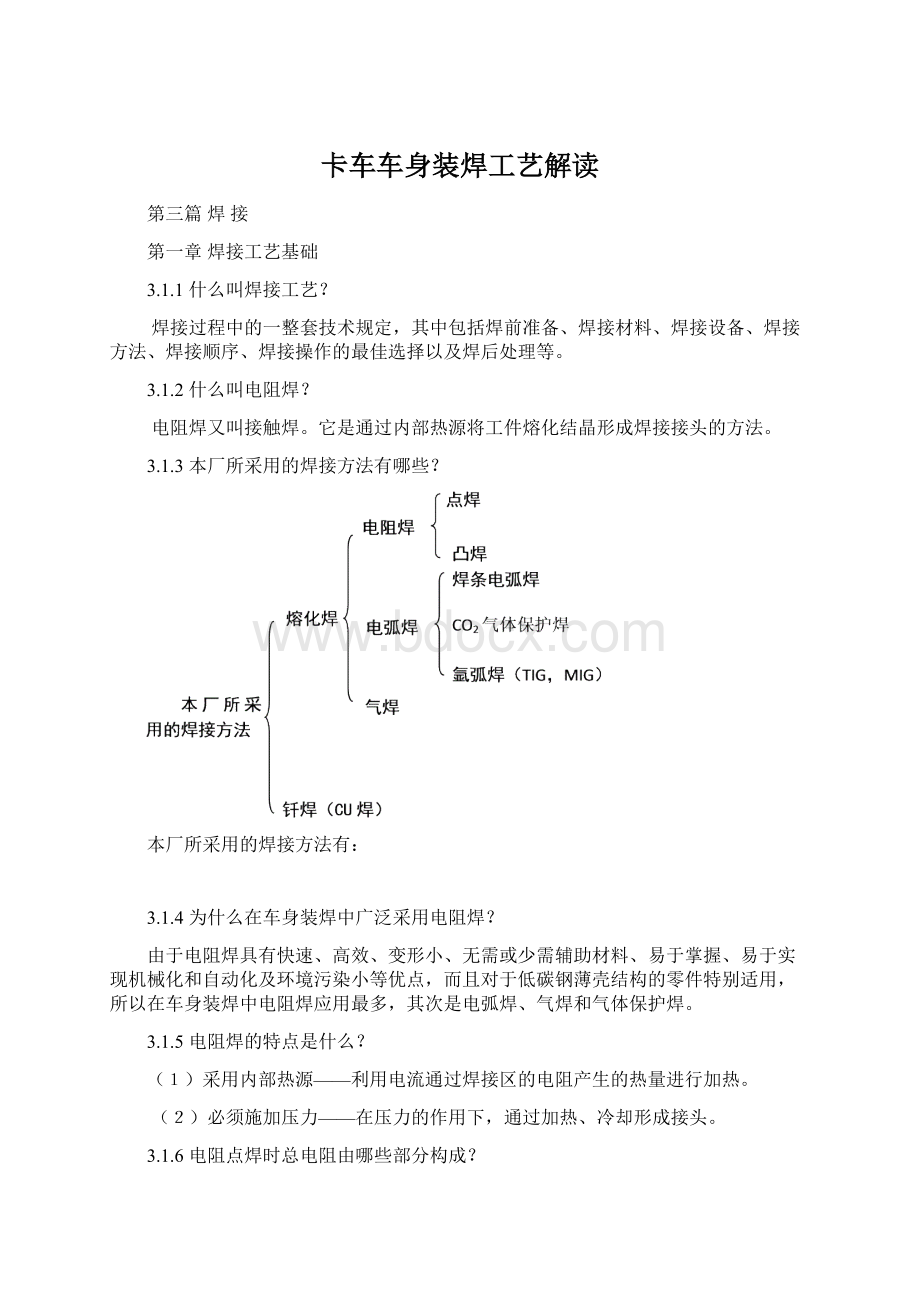
3.1.6电阻点焊时总电阻由哪些部分构成?
R=2×
Rbj+2×
Rb+Rc
其中R—总电阻;
Rbj—电极板件间电阻;
Rc—接触电阻。
如图3-1所示。
3.1.7什么是分流?
点焊时不经过焊接区,未参加形成焊点的那一部分电流叫做分流电流,简称分流。
3.1.8焊接循环的四个过程是什么?
预压、焊接、顶锻、休止。
3.1.9焊接参数包括哪些内容?
焊接参数包括焊接电流IW,焊接压力FW,通电时间TW,电极端面几何尺寸、形状等。
3.1.10什么叫单面点焊?
电极位于焊件的一面,电流沿工件平面流动形成焊点的方法,如图3-2所示:
3.1.11单面点焊的形式有哪些?
单面点焊的形式有:
单面单点、单面双点、单面多点。
3.1.12什么叫多点焊?
用两对或两对以上的电极,同时或按自控程序焊接两个或两个以上焊点的点焊。
3.1.13什么叫螺柱焊?
将螺柱一端与板件(或管件)表面接触,通过引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法。
3.1.14什么叫等离子弧焊?
借助水冷喷嘴对电弧的拘束作用,获得高能量密度的等离子弧进行焊接的方法。
3.1.15什么叫钎焊?
采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,低于母材熔点温度,利用液态钎料润湿母材填充接头间隙,使钎料与母材相互扩散实现连接的方法。
3.1.16交流弧焊机有哪些类型?
有动铁式和动圈式两种类型。
3.1.17什么是硬规范,软规范?
它们优缺点是什么?
不同的IW与TW可配成以加热速度快慢为主要特点的两种不同规范:
硬规范是电流大,焊接时间短。
相反,软规范是电流小焊接时间长。
因为硬规范加热速度快,焊接区温度场分布陡,加热区窄,表面质量好,接头过热组织少,接头综合性能好,生产效率高,只要规范控制较精确,而且焊机功率足够(包括电与机械方面),便可采用。
但因加热速度快,如果控制不当,易出现飞溅等缺陷,所以必须提高电极压力FW,以避免出现缺陷,以获得较稳定的接头质量。
软规范温度分布平缓,塑性区宽,其加热速度慢,对规范波动敏感性低,对机械加压系统要求不高。
加热区宽使软化区增宽,热影响区晶粒长大严重。
一些材料则可能因某些成分的析出而使接头性能变坏。
3.1.18什么叫负载持续率?
通常将真正的通电焊接时间与焊接循环总时间之比称为焊机的负载持续率∏%=tw/t×
100%。
(式中t为一个焊接循环全部时间)。
3.1.19什么叫“正接,反接”?
正接是工件接电源正极。
电极接电源负极。
正接也称正极性
反接是工件接电源负极。
电极接电源正极。
反接也称反极性。
3.1.20什么是焊接回路?
焊接电源输出的焊接电流流经焊件的导电回路。
3.1.21点焊飞溅有哪些形式?
它们是如何产生的?
点焊飞溅包括前期飞溅和后期飞溅。
如果电流过大加热过急,而周围塑性环还未形成时,被急剧加热的接触点由于温度上升极快,使内部金属气化,当内压力过大时便以飞溅形式向板间缝隙喷射这称为前期飞溅(指熔化核心尚未形成以前的飞溅)。
当形成最小尺寸熔核后,继续加热,热场不断扩展,熔化金属与塑性区温度的等温线不断向外扩展,当熔化核心沿径向R的扩展速度大于塑性区变形速度时,产生后期飞溅。
如果熔化核心轴向增长过高,在电极压力作用下也可能冲破塑性环向表面喷射,形成外部飞溅。
3.1.22点焊飞溅有哪些危害?
怎样消除点焊飞溅?
点焊飞溅的危害:
①影响空间气氛,有碍环境保护与安全,对有高速旋转的产品,细小的金属飞溅有时能造成极严重的破坏事故。
②飞溅使核心液态金属减少,表面形成深度压坑,影响美观更降低了机械性能。
消除点焊飞溅的方法:
当产生飞溅时(常指前期飞溅)应适当提高电极压力,降低加热速度(采用电流密度小的软规范)控制好温度场的分布与材料塑性变形速度。
3.1.23对电极材料的要求有哪些?
电极工作条件复杂,其寿命与焊接质量首先由材料决定。
电极材料应满足下列要求:
①在高温与常温下都有合适的导电,导热性。
②有足够的高温硬度与强度,再结晶温度高。
③常温与高温下具有高的抗氧化能力,并且与焊接材料形成合金倾向小。
3.1.24常用的点焊电极端头形式有哪些?
电极形式繁多,但可按端面前沿及本体两部分的变化分类。
常用点焊电极端头形式如下图3-3所示,有锥形、球面、平面等端头形式。
第二章焊接工艺的工程应用
3.2.1为了得到可靠的焊点质量,是不是焊接电流越大越好?
当焊接电流太大时,电流密度提高很快,加热更加急剧,在很短时间内核心温度已超过熔化温度,若核心向外膨胀的速度大大超过塑性环的速度,就会出现飞溅,当飞溅产生后,就会出现压坑缩孔等缺陷,从而导致焊点的表面质量和内在质量(焊点的剪切强度)的降低,因此,并非焊接电流越大越好。
焊接电流的确定一方面参照RWMA标准,另一方面还要根据具体的工况来确定。
3.2.2焊接时间过短有何害处?
在实际生产中,操作者为了提高生产效率,将焊接时间调整至很短时间。
但是,为了获得可靠焊点质量,当焊接时间较短,必然要提高焊接电流,这就是所谓的硬规范。
由于目前国产的焊机的机械控制不很精确,焊接工况复杂,网压波动严重,焊接电流不很稳定,容易导致焊点质量异常;
而且由于焊接时间过短,导致散热减慢,容易出现微观缺陷,降低了焊点的机械性能;
另外由于零件贴合性差,将产生飞溅,也会影响焊点的表面和内在质量,因此焊接时间过短对焊点的可靠性带来严重影响。
3.2.3在焊接控制器正常的情形下,当焊接不能形成焊点时,如何简单直观地判断故障所在?
在焊接系统中当控制器正常时,那么焊机本体可能有故障,为了进一步确认故障,可以采用一根焊条或钢丝将焊接变压器的次级短接,当通电时,该焊条或钢丝没有任何变化,说明变压器已坏损,若钢丝变红且焊接时不能形成焊点,说明故障存在于电缆线和焊钳(对于悬挂点焊机而言)上,必须更换电缆线和检查焊钳的绝缘状况。
3.2.4接触电阻是怎样形成的。
为什么焊接工件前必须保证工件清洁(无锈蚀、无油污、无水等污垢)?
任何零件表面都不是绝对光滑的,即使经过抛光,研磨的零件表面在显微镜(25~100倍)下观察也是凸凹不平的,在压力的作用下两零件总是部分接触,当电流从这些点通过时,由于导电面积突然减小,造成电流线的弯曲与收缩,这样形成了接触电阻。
当我们进行焊接时,若工件上存在着锈蚀、油污等污垢,这将会增大接触电阻,由于接触电阻是形成内部热源的主要因素之一,它将形成前期飞溅和后期飞溅,导致焊点质量下降,严重时导致工件烧穿,因此焊接前必须保证工件清洁。
3.2.5凸焊与普通的点焊相比在规范参数的选择上有什么突出的特点?
凸焊是点焊的一种,它的形核过程与点焊相似,但是由于凸焊是用凸点或凸环接触,必然有凸点先压溃后形核阶段,凸焊时的电流密度和电极压力比点焊大。
3.2.6在焊机与控制器正常的情况下,凸焊螺母的扭矩达不到技术要求时可以采取哪些措施排除?
①增大焊接电流;
②调整电极压力;
③调整焊接时间;
④检查夹持器在铅垂线上是否同轴,可以通过在调整状态下检查凸点处的压坑的大小和深度是否一致来确定夹持器是否同轴,若发生偏移,可根据零件上的压坑的大小和深度调整夹持器,使各凸点承受同样的压力,从而保证凸点的焊接质量。
3.2.7在没有特殊要求的情况下,为什么焊点不能重复焊接?
因为焊核的形成包括金属的熔化、塑性变形、晶粒长大、最后形成均匀的细晶粒,当重复焊接已形成的焊点,似乎让焊点进一步熔化充分,形成可靠的焊点,其实它使得已形成的焊核的晶粒进一步长大,使组织变得粗大,降低了焊点的剪切强度和增加焊点的脆性,使焊点的可靠性恶化,因此不能重复焊接已形成的焊点。
3.2.8如何判断焊钳的绝缘已破坏?
不管是X型还是C型焊钳,两个小机臂必须保证绝缘,才能构成正常的焊接回路。
否则将会产生分流,影响通过焊接区的电流,导致焊钳的机臂发烫,并且不能形成合格焊点。
当机臂的连接处在焊接时出现火花,可能由于焊钳绝缘被破坏引起;
若没有此现象,但是不能形成焊点时,在焊接系统的其它部分正常时,可以用摇表测量两机臂的电阻,当其电阻不为无穷大时,说明焊钳的绝缘已破坏。
必须立即修理或更换。
3.2.9为什么调整好的焊接参数,过了一段时间会出现开焊问题?
因为在焊接车间中进行焊接,工况较为复杂:
①电网电压,波动严重。
②各台焊机在焊接时会相互影响,主要是因为漏磁,对焊接回路中感抗有较大影响。
③零件的状态不稳定。
④压缩空气的压力不恒定。
因此导致流过焊接区的电流密度变化异常,和焊接压力不稳定,从而导致焊点开焊。
必须立即调整焊接参数。
3.2.10为什么要定期锉削电极?
电极工作端面直径可按下式:
ddj=2×
δ+k来计算。
式中k随δ而变化:
δ≤1.5mm时k=4;
δ=1.5~7.5mm时k=3;
δ≥7.5mm时k=2。
对于本厂所焊接的薄板件δ≤1.5mm时;
ddj≈6mm。
δ=1.5~7.5mm时可根据公式计算。
若电极端面直径过大,会导致经过焊点核心区的电流密度减小,形核不充分,焊点的强度降低,因此为了保证焊点可靠性,必须保证电极端面直径在工艺规定的范围内。
所以,要定期锉削电极。
3.2.11为什么固定点焊机的夹持器和焊钳的电极接头不能漏水?
因为焊点形核过程包括金属熔化和塑性变形,晶粒长大,特别是核心金属的搅拌作用对于形成均匀的核心是至关重要的,若固定点焊机的夹持器和焊钳的电极接头漏水,当冷却水流至焊点处,一方面对焊点核心的温度场产生严重影响,致使不能形成均匀的焊核,另一方面冷却水(流至焊核处)对于焊核产生淬火作用,这将严重影响焊核的内部组织和焊点的剪切强度,增加了焊点的脆性,从而降低了焊接结构的强度和寿命,因此,固点焊机的夹持器和焊钳的电极接头的漏水流至焊点处,会影响焊点的机械性能,应立即修复。
3.2.12焊钳发烫的原因有哪些?
如何排除?
焊钳发烫的原因有:
①焊钳绝缘破坏,必须立即更换焊钳。
②冷却效果差,可能由于上水量较小而且每台变压器配带多把焊钳形成多个冷却水路分支;
循环过慢;
或是因为冷却水中的杂质将冷却水路堵塞,造成冷却不充分;
等等。
为了排除焊钳发烫这一故障,可采用以下方法:
①必须保证上水水流量和水质达到技术要求;
②冷却水路不能过长;
③可将冷却水的下水直接流入地漏,加速冷却水循环;
④当发现冷却水出口流量较小时,可采用压缩空气将电缆线中冷却水路中的杂质吹出。
3.2.13采用固定点焊机焊接时,上下机臂的刚性不足它对焊点质量有何影响?
如何消除?
众所周知,保证焊点质量的焊接参数主要包括焊接电流,焊接压力,焊接时间,电极尺寸和端面形状。
上下机臂是焊接压力的传递者,即气缸带动上机臂上下往复运动,当机臂的刚性不足时,造成焊接压力(电极压力)波动,而当焊
 升级会员
升级会员 