6工艺检查记录.docx
《6工艺检查记录.docx》由会员分享,可在线阅读,更多相关《6工艺检查记录.docx(88页珍藏版)》请在冰豆网上搜索。
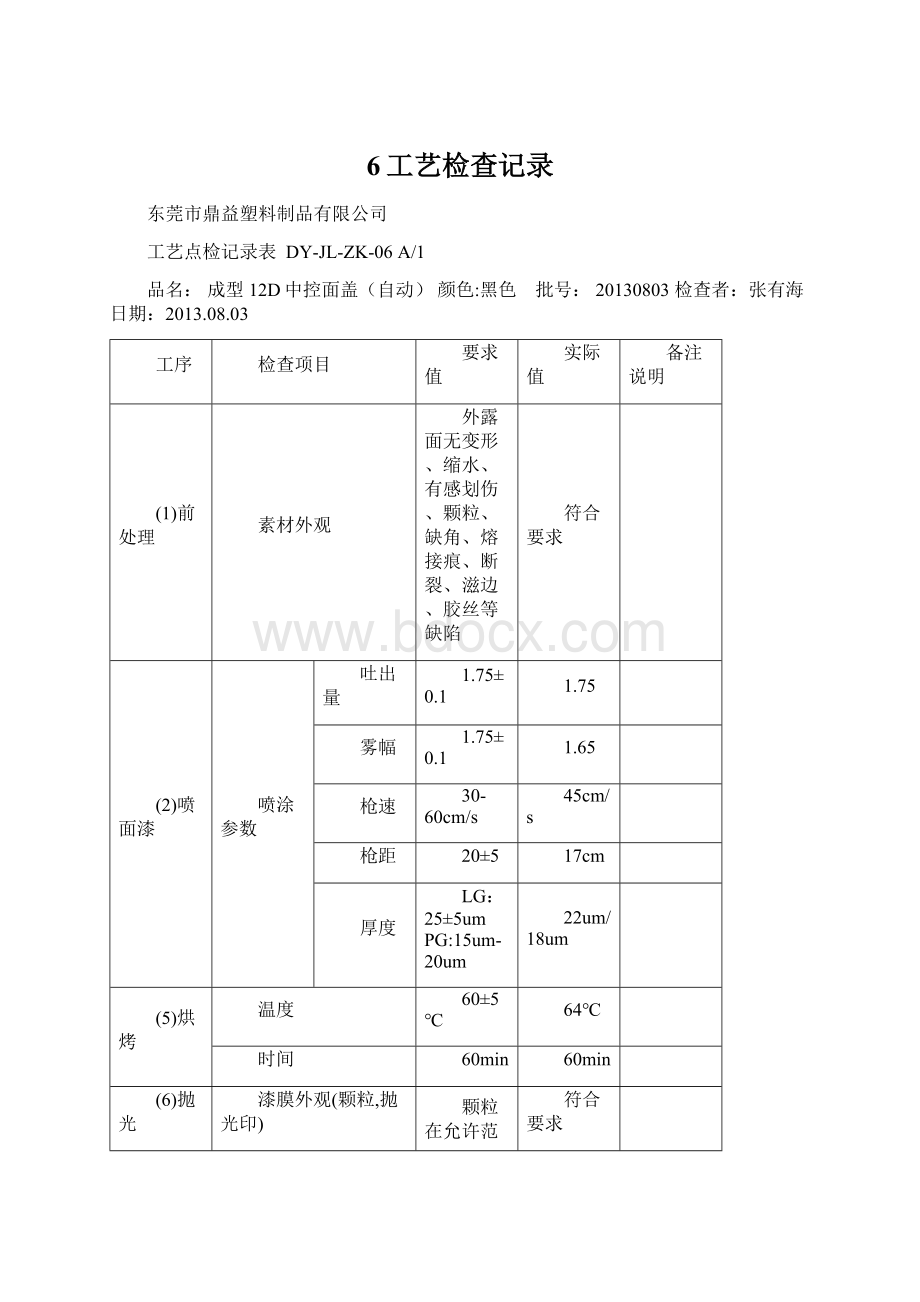
6工艺检查记录
东莞市鼎益塑料制品有限公司
工艺点检记录表DY-JL-ZK-06A/1
品名:
成型12D中控面盖(自动)颜色:
黑色批号:
20130803检查者:
张有海日期:
2013.08.03
工序
检查项目
要求值
实际值
备注说明
(1)前处理
素材外观
外露面无变形、缩水、有感划伤、颗粒、缺角、熔接痕、断裂、滋边、胶丝等缺陷
符合要求
(2)喷面漆
喷涂参数
吐出量
1.75±0.1
1.75
雾幅
1.75±0.1
1.65
枪速
30-60cm/s
45cm/s
枪距
20±5
17cm
厚度
LG:
25±5umPG:
15um-20um
22um/18um
(5)烘烤
温度
60±5℃
64℃
时间
60min
60min
(6)抛光
漆膜外观(颗粒,抛光印)
颗粒在允许范围内,无抛光印
符合要求
(7)检验
漆膜外观
无划伤、流挂、桔皮、颗粒、露底、发花、缩孔、打磨印等外观不良
符合要求
色差
目测与标准板对比目测无明显色差
符合要求
附着力
5%≥
符合要求
(8)组装
卡扣和密封条安装质量
卡扣和密封条无漏装、错装、松动现象
符合要求
(9)装箱
标识
名称、颜色、数量、批号及发货日期等标识清晰
符合要求
点检时机
每天至少抽查1次工艺执行情况。
一般情况下,上午对前处理及喷涂工艺进行点检,下午对其他工序进行点检。
厚度
30-40um
32um
注:
该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1
品名:
成型12D中控面盖(自动)颜色:
黑色批号:
20130806检查者:
张有海日期:
2013.08.06
工序
检查项目
要求值
实际值
备注说明
(1)前处理
素材外观
外露面无变形、缩水、有感划伤、颗粒、缺角、熔接痕、断裂、滋边、胶丝等缺陷
符合要求
(2)喷面漆
喷涂参数
吐出量
1.5-2.0圈
2.3
雾幅
1.5-2.0圈
2.3
枪速
30-60cm/s
45cm/s
枪距
20±5cm
17cm
厚度
红色20-25um,白色25-30um,其他15-20um)
13um
(3)喷清漆
喷涂参数
吐出量
1.5-2.0圈
2.2
雾幅
1.5-2.0圈
2.3
枪速
30-60cm/s
45cm/s
枪距
20±5cm
17cm
厚度
25-35um
31um
(4)烘烤
温度
60-65℃
2.3
时间
45-60min
2.3
(5)抛光
漆膜外观(颗粒,抛光印)
颗粒在允许范围内,无抛光印
45cm/s
(6)检验
漆膜外观
无划伤、流挂、桔皮、颗粒、露底、发花、缩孔、打磨印等外观不良
45cm
色差
目测与标准板对比目测无明显色差
33um
附着力
0级
83℃
(7)组装
卡扣和密封条安装质量
卡扣和密封条无漏装、错装、松动现象
60min
(8)装箱
标识
名称、颜色、数量、批号及发货日期等标识清晰
符合要求
点检时机
每天至少抽查1次工艺执行情况。
一般情况下,上午对前处理及喷涂工艺进行点检,下午对其他工序进行点检。
注:
该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1
品名:
成型12D中控面盖(自动)颜色:
黑色批号:
20130813检查者:
张有海日期:
2013.08.13
工序
检查项目
要求值
实际值
备注说明
(1)前处理
素材外观
外露面无变形、缩水、有感划伤、颗粒、缺角、熔接痕、断裂、滋边、胶丝等缺陷
符合要求
(2)喷底漆(PP)
喷涂参数
吐出量
1.5-2.0圈
2.3
雾幅
1.5-2.0圈
2.3
枪速
30-60cm/s
45cm/s
枪距
10-15cm
17cm
厚度
PP底漆5-10um(PP水2-5um)
12um
(3)喷面漆
喷涂参数
吐出量
1.5-2.0圈
2.2
雾幅
1.5-2.0圈
2.3
枪速
30-60cm/s
45cm/s
枪距
10-15cm
17cm
厚度
15-20um
16um
(4)喷清漆
喷涂参数
吐出量
1.5-2.0圈
2.3
雾幅
1.5-2.0圈
2.3
枪速
15-30cm/s
45cm/s
枪距
10-15cm
45cm
厚度
25-35um
33um
(5)烘烤
温度
PP:
75±5℃×45~60min;
ABS:
65±5℃×45~60min
83℃
时间
45-60min
60min
(6)抛光
漆膜外观(颗粒,抛光印)
颗粒在允许范围内,无抛光印
符合要求
(7)检验
漆膜外观
无划伤、流挂、桔皮、颗粒、露底、发花、缩孔、打磨印等外观不良
符合要求
色差
目测,与色板对比目测无明显色差
2.3
附着力
0级
2.3
(8)组装
卡扣和螺钉安装质量
卡扣和螺钉条无漏装、错装、松动现象
45cm/s
(9)装箱
标识
名称、颜色、数量、批号及发货日期等标识清晰
17cm
点检时机
每天至少抽查1次工艺执行情况。
一般情况下,上午对前处理及喷涂工艺进行点检,下午对其他工序进行点检。
注:
该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1
品名:
成型12D中控面盖(自动)颜色:
黑色批号:
20130820检查者:
张有海日期:
2013.08.20
工序
检查项目
要求值
实际值
备注说明
(1)前处理
素材外观
外露面无变形、缩水、有感划伤、颗粒、缺角、熔接痕、断裂、滋边、胶丝等缺陷
符合要求
(2)喷底漆(PP)
喷涂参数
吐出量
1.5-2.0圈
2.3
雾幅
1.5-2.0圈
2.3
枪速
30-60cm/s
45cm/s
枪距
10-15cm
17cm
厚度
PP底漆5-10um(PP水2-5um)
12um
(3)喷面漆
喷涂参数
吐出量
1.5-2.0圈
2.2
雾幅
1.5-2.0圈
2.3
枪速
30-60cm/s
45cm/s
枪距
10-15cm
17cm
厚度
15-20um
16um
(4)喷清漆
喷涂参数
吐出量
1.5-2.0圈
2.3
雾幅
1.5-2.0圈
2.3
枪速
15-30cm/s
45cm/s
枪距
10-15cm
45cm
厚度
25-35um
33um
(5)烘烤
温度
PP:
75±5℃×45~60min;
ABS:
65±5℃×45~60min
83℃
时间
45-60min
60min
(6)抛光
漆膜外观(颗粒,抛光印)
颗粒在允许范围内,无抛光印
符合要求
(7)检验
漆膜外观
无划伤、流挂、桔皮、颗粒、露底、发花、缩孔、打磨印等外观不良
符合要求
色差
目测,与色板对比目测无明显色差
2.3
附着力
0级
2.3
(8)组装
卡扣和螺钉安装质量
卡扣和螺钉条无漏装、错装、松动现象
45cm/s
(9)装箱
标识
名称、颜色、数量、批号及发货日期等标识清晰
17cm
点检时机
每天至少抽查1次工艺执行情况。
一般情况下,上午对前处理及喷涂工艺进行点检,下午对其他工序进行点检。
注:
该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1
品名:
成型12D中控面盖(自动)颜色:
黑色批号:
20130829检查者:
张有海日期:
2013.08.29
工序
检查项目
要求值
实际值
备注说明
(1)前处理
素材外观
外露面无变形、缩水、有感划伤、颗粒、缺角、熔接痕、断裂、滋边、胶丝等缺陷
符合要求
(2)喷底漆(PP)
喷涂参数
吐出量
1.5-2.0圈
2.3
雾幅
1.5-2.0圈
2.3
枪速
30-60cm/s
45cm/s
枪距
10-15cm
17cm
厚度
PP底漆5-10um(PP水2-5um)
12um
(3)喷面漆
喷涂参数
吐出量
1.5-2.0圈
2.2
雾幅
1.5-2.0圈
2.3
枪速
30-60cm/s
45cm/s
枪距
10-15cm
17cm
厚度
15-20um
17um
(4)喷清漆
喷涂参数
吐出量
1.5-2.0圈
2.3
雾幅
1.5-2.0圈
2.3
枪速
15-30cm/s
45cm/s
枪距
10-15cm
45cm
厚度
25-35um
32um
(5)烘烤
温度
PP:
75±5℃×45~60min;
ABS:
65±5℃×45~60min
83℃
时间
45-60min
60min
(6)抛光
漆膜外观(颗粒,抛光印)
颗粒在允许范围内,无抛光印
符合要求
(7)检验
漆膜外观
无划伤、流挂、桔皮、颗粒、露底、发花、缩孔、打磨印等外观不良
符合要求
色差
目测,与色板对比目测无明显色差
2.3
附着力
0级
2.3
(8)组装
卡扣和螺钉安装质量
卡扣和螺钉条无漏装、错装、松动现象
45cm/s
(9)装箱
标识
名称、颜色、数量、批号及发货日期等标识清晰
17cm
点检时机
每天至少抽查1次工艺执行情况。
一般情况下,上午对前处理及喷涂工艺进行点检,下午对其他工序进行点检。
注:
该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1
品名:
成型12D中控面盖(自动)颜色:
黑色批号:
20130904检查者:
张有海日期:
2013.09.04
工序
检查项目
要求值
实际值
备注说明
(1)前处理
素材外观
外露面无变形、缩水、有感划伤、颗粒、缺角、熔接痕、断裂、滋边、胶丝等缺陷
符合要求
(2)喷底漆(PP)
喷涂参数
吐出量
1.5-2.0圈
2.3
雾幅
1.5-2.0圈
2.3
枪速
30-60cm/s
45cm/s
枪距
10-15cm
17cm
 升级会员
升级会员 