FMEA 中英文范本汇总.docx
《FMEA 中英文范本汇总.docx》由会员分享,可在线阅读,更多相关《FMEA 中英文范本汇总.docx(34页珍藏版)》请在冰豆网上搜索。
FMEA中英文范本汇总
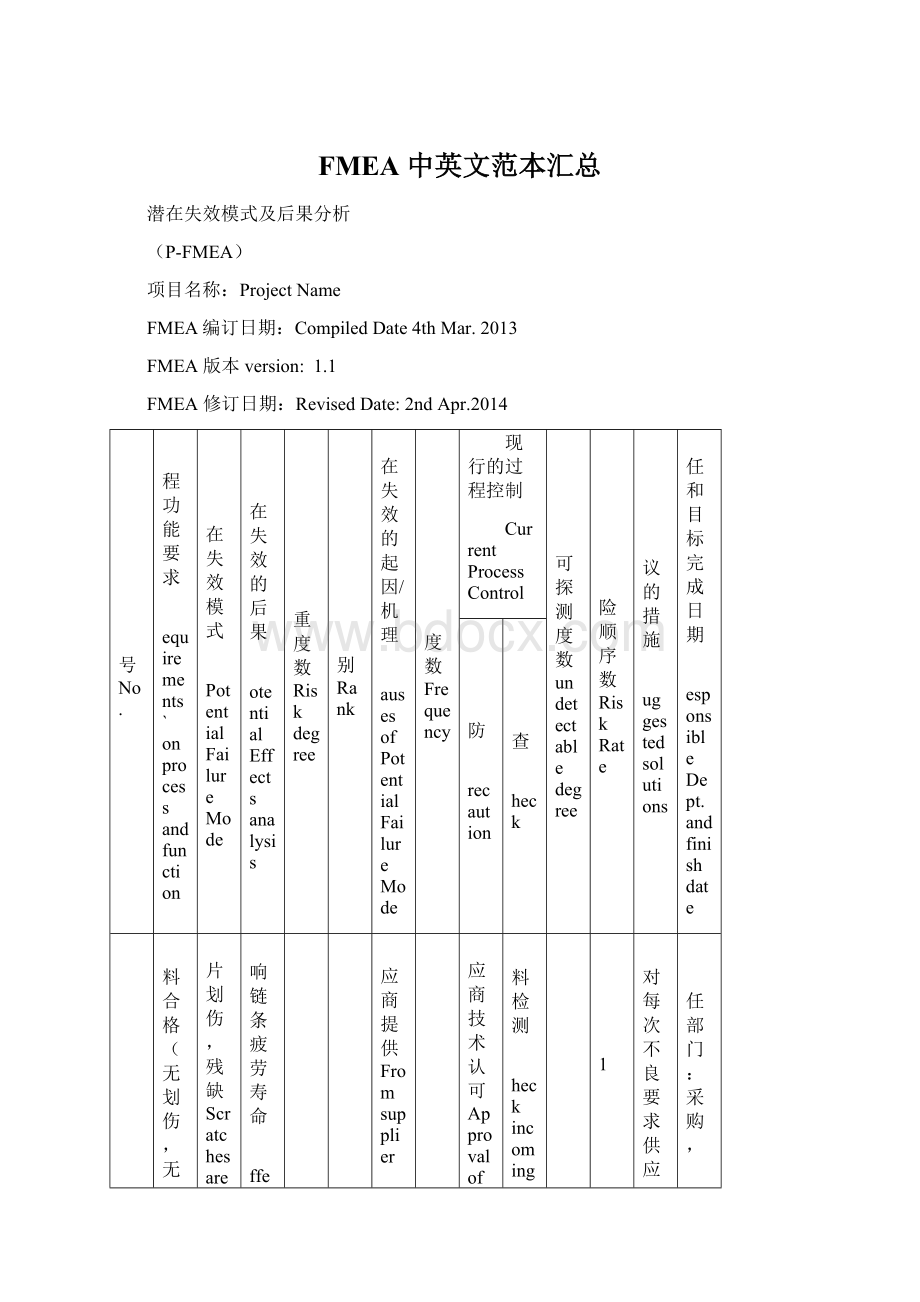
潜在失效模式及后果分析
(P-FMEA)
项目名称:
ProjectName
FMEA编订日期:
CompiledDate4thMar.2013
FMEA版本version:
1.1
FMEA修订日期:
RevisedDate:
2ndApr.2014
序号No.
过程功能要求
Requirements`onprocessandfunction
潜在失效模式
PotentialFailureMode
潜在失效的后果
PotentialEffectsanalysis
严重度数Riskdegree
级别Rank
潜在失效的起因/机理
CausesofPotentialFailureMode
频度数Frequency
现行的过程控制
CurrentProcessControl
不可探测度数undetectabledegree
风险顺序数RiskRate
建议的措施
Suggestedsolutions
责任和目标完成日期
ResponsibleDept.andfinishdate
预防
Precaution
检查
Check
1
物料合格(无划伤,无残缺,无歪孔大小头,Materialsarequalified(Noscratches,nocrippleparts,andnounqualifiedshapeandsize)
链片划伤,残缺Scratchesareonthelinkplates,orlinkplatesarecripple
影响链条疲劳寿命
Affectchainfatiguelife
7
供应商提供Fromsupplier
3
供应商技术认可Approvalofsupplier’stechnology
来料检测
Checkincomingmaterials
1
21
针对每次不良要求供应商提列不良原因,改善对策,DW对其效果验证Foreachdefectedissues,suppliershouldfindoutthecause,andcomeupwiththesolutions.DWwillexamtheeffects
责任部门:
采购,质量
日期:
即日起ResponsibleDept.:
purchasingDept.andQC
FinishDate:
Fromnowon.
链片歪孔,大小头LP’sholeisunqualified,orsizeofLP’sheadisunqualified
影响链条装配Affectassemblingprocess
6
2
1
12
小轴切面不良Breakingareaofpinisdefected.
倒角面不合格Defectedchamfer
5
1
3
15
小轴R角锋利Pin’sR-angleistoosharp
链片产生毛坯BurswillhappenonLP
6
3
1
18
序号No.
过程功能要求
Requirements`onprocessandfunction
潜在失效模式
PotentialFailureMode
潜在失效的后果
PotentialEffectsanalysis
严重度数Riskdegree
级别Rank
潜在失效的起因/机理
CausesofPotentialFailureMode
频度数Frequency
现行的过程控制
CurrentProcessControl
不可探测度数undetectabledegree
风险顺序数RiskRate
建议的措施
Suggestedsolutions
责任和目标完成日期
ResponsibleDept.andfinishdate
预防
Precaution
检查
Check
包装辅料合格Qualifiedpackagematerials
尺寸不合格
Unqualifiedsize
产品不能正常包装Productscannotbepackagedbythestandardsway
5
-设计错误
-供应商提供错误
Wrongdesignversion
Wrongdeliveryfromsupplier
4
包材尺寸规格书变更后及时通知辅料检验员Ifthepackagesizeischanged,inspectorofpackagematerialsshouldbeinformedintime
检验员依据包材尺寸规格书检测
InspectorwillchecktheincomingmaterialsbasedonthePackageSizeProcedure.
3
60
版面印刷错误,印刷不清晰Wrongprintversion,orfaintversion
客户投诉
Customercomplaints
7
-供应商提供Fromsupplier
4
所有彩盒版面进行标准化Regularallofthecolorfulboxversion
检验员依据标准版面检测Inspectorwilldotheinspectionbasedonthestandards
3
84
序号No.
过程功能要求
Requirementsonprocessandfunction
潜在失效模式
PotentialFailureMode
潜在失效的后果
PotentialEffectsanalysis
严重度数Riskdegree
级别Rank
潜在失效的起因/机理
CausesofPotentialFailureMode
频度数Frequency
现行的过程控制
CurrentProcessControl
不可探测度数UnknownRate
风险顺序数RiskRate
建议的措施Suggestedsolutions
责任和目标完成日期ResponsibleDept.andfinishdate
预防Precaution
检查Check
2
物料储存Materialsstorage
零件生锈Componentsarerusted
影响生产效率,增加生产成本Affectproductionefficiency
6
储存时间太长
Storematerialsforlongtime
2
按照Fi-Fo原则发放物料DeliverymaterialsbasedonFi-Foprinciples
来料检测
Inspectionontheincomingmaterials
首件检测
Inspectiononthefirstproducts
1
12
彩盒褪色Colorinbox,willfade
顾客不满意Customerdissatisfaction
7
储存过程中没遮光
Lightisnotshelteredfromduringthestorageprocess.
2
使用遮光布覆盖彩盒
Colorfulboxesshouldbepreventedfromlightbythecovercloth
包装前检测
Doinspectionbeforepackage
1
14
3
物料发放Materialsdelivery
发错物料Wrongmaterialdelivery
链条拆解,浪费零件和工时
Needtodisassemblechain.Componentsandlaborwillbewasted.
8
1.作业员为新员工
Freshoperator
2.零件标签丢失
Lackofcomponentslabel
3.零件标签与料架标签不一致
Componentslabelisinconsistentwithmaterialshelflabel
1
-发料前确认实际物料是否跟标签一致
Beforedelivery,Confirmmateriallabelisright
-首件检测
Do100%inspectiononthefirstproduct
-仓库盘点
Physicalinventory
1
8
序号No.
过程功能要求
Requirementsonprocessandfunction
潜在失效模式
PotentialFailureMode
潜在失效的后果
PotentialEffectsanalysis
严重度数Riskdegree
级别Rank
潜在失效的起因/机理
CausesofPotentialFailureMode
频度数Frequency
现行的过程控制
CurrentProcessControl
不可探测度数UnknownRate
风险顺序数RiskRate
建议的措施Suggestedsolutions
责任和目标完成日期ResponsibleDept.andfinishdate
预防Precaution
检查
Check
4
打组距
AssembleRL
内节偏低
Bearingareaislowerthanstandards
影响客户安装,跳齿,啮合不畅Haveabadaffectiononcustomer’sassemblingprocess
8
布斯压平撞子,引导撞子安装偏低Bushingbringspressuretopunchtooling.Ortheinstallationlocationofleadingpunchtoolingislowerthanstandards
1
-首件检测
-量具定期校验
Doinspectiononfirstproduct
Doroutinecalibrationonmeasurementtooling.
自主检测:
4pcs/次/2H
Frequencyforworkerstodotheinspection4pcs/time/2H
QC巡检:
4pcs/次/4H
FrequencyforQCtodotheinspection
4pcs/time/4H
1
8
布斯嵌合力偏低Pushoutforceislowerthanstandards
链条拉脱Chainelongation
10
▲
布斯孔径偏小,RLP孔径偏小
DiameterofbushingandRLP’sholeissmaller
1
-首件检测
-嵌合力机定期校验
Doinspectiononfirstproduct
Doroutineinspectiononthepushoutforcemachine
QC巡检:
2pcs/次/4H
FrequencyforQCtodotheinspection
2pcs/time/4H
2
20
序号No.
过程功能要求
Requirementsonprocessandfunction
潜在失效模式
PotentialFailureMode
潜在失效的后果
PotentialEffectsanalysis
严重度数Riskdegree
级别Rank
潜在失效的起因/机理
CausesofPotentialFailureMode
频度数Frequency
现行的过程控制
CurrentProcessControl
不可探测度数UnknownRate
风险顺序数RiskRate
建议的措施Suggestedsolutions
责任和目标完成日期ResponsibleDept.andfinishdate
预防Precaution
检查
Check
5
装配连接Assemblingandconnecting
外节偏高
Heightofouterlinkishigherthanstandards
链条安装后跳齿,啮合不畅Afterassembling,chaincannotfixwithgearwell.
8
压规格模安装偏高Theinstallationlocationofassemblingtoolingishigherthanstandards
1
-首件检测
-外节高度检测
-量具定期校验Doinspectiononfirstproduct
Doroutinecalibrationonmeasurementtooling.
自主检测:
4pcs/次/2H
QC巡检:
4pcs/次/4H
自动化全检
1
8
外节偏低
Heightofouterlinkislowerthanstandards
紧目Tightjoints
8
压规格模具偏低Theinstallationlocationofassemblingtoolingislowerthanstandards
1
-首件检测
-紧目检测
-量具定期校验Doinspectiononfirstproduct
Doinspectiononheightofouterlink
Doroutinecalibrationonmeasurementtooling.
1
8
小轴凸出不均Headextensionofpinsarenotstable.
安装不畅Affectassemblingprocess
7
小轴长度不合格unqualifiedpinlength
1
-首件检测
-量具定期校验Doinspectiononfirstproduct
Doroutinecalibrationonmeasurementtooling.
自主检测:
10pcs/次/4H
QC巡检:
8pcs/次/4H
自动化全检Frequencyforworkerstodotheinspection10pcs/time/4H
FrequencyforQCtodotheinspection
8pcs/time/4H
Automatic100%inspection
1
7
小轴嵌合力偏低
Lowerpushoutforceofpin
链条拉脱
Chainelongation
10
▲
P外径偏小,PLP孔径偏大Pin’sdiameterissmallerthanstandards,PLP’sholeisbiggerthanstandards.
1
-首件检测
-嵌合力机定期校验Doinspe343ctiononfirstproduct
Doroutinecalibrationonpushoutforcemachine
QC巡检:
2pcs/次/4H
FrequencyforQCtodotheinspection
2pcs/time/4H
2
20
序号No.
过程功能要求
Requirementsonprocessandfunction
潜在失效模式
PotentialFailureMode
潜在失效的后果
PotentialEffectsanalysis
严重度数Riskdegree
级别Rank
潜在失效的起因/机理
CausesofPotentialFailureMode
频度数Frequency
现行的过程控制
CurrentProcessControl
不可探测度数UnknownRate
风险顺序数RiskRate
建议的措施Suggestedsolutions
责任和目标完成日期ResponsibleDept.andfinishdate
预防Precaution
检查Check
5
装配连接Assemblingandconnecting
缺零件(布斯,罗拉)Lackofcomponents(Bushingandroller)
链条使用过程中拉断chainwillbebrokenduringtheusageprocess
10
有异物卡到布斯,罗拉下料筒里面Thereissomethingleftinbushingandroller’sinnerside
1
确保每次倒料时包装袋口没有碎丝,及料里面没有异物Confirmthereisnoimpuritywhenaddingmaterials
作业前操作员查看物料里面是否有异物
Operatorshouldcheckwhetherthereisimpuritymixedintomaterials
1
10
外片重叠在一侧DoublePLPononeside
客户不能正常装配Chaincannotbeassembled
8
-组装时链条上侧多压一个外片OnemorePLPisassembledduringtheassemblingprocess
-链条重新修整时多压一个外片OnemorePLPisassembledduringtherepairingprocess
1
-
-链条休整后的零件及时清理Clearpartsfromrepairingprocessintime
-外节自动化全检
-重整后的链条重新过检包线100%inspectionshouldbedoneonouterlinkautomatically.
Aftertherepairingprocess,chainshouldbeinspectedagain.
1
10
6
过油
Lubrication
油品到期未更换Donotchangethelubricationoilwhenitisoutexpirationdate
影响链条寿命Affectthechainservicelife
8
油品使用时间未记录Donothaveagoodtimerecord
1
生产前QC抽检Beforelubrication,QCwillinspecttheoilquality
生产记录油品使用时间后,QC签字确认QCwillinspectandsignthetimerecord
2
16
7
整直Preload
整直受力不够Thepreloadforceisnotenough
初期伸长量大Theelongationamountwillbemoreatthefirststage
7
链条未张紧Tensileforceisnotenoughtomakechainbeelongated
2
增加限位感应器来控制行程
Addoffsettinginductortocontroltheoffsetting
通过1次/天检测感应器是否正常运作Checktheinductor1timeeverydaytoseeifitworkswell
1
14
8
切断Cutting
长度不合格
Cuttinglengthisunqualified
无法安装或跳齿,啮合不畅Cannotassembleorchaincannotfitwithgearwell.
8
▲
链片节距不合格,小轴外径不合格Unqualifiedpitchandpindiameter
1
-首件检测
Inspectthefirstproduct
-长度台定期校验
Doroutinecalibrationonlength
-长度检测使用首件比对Dolengthmeasurementbyusingthefirstproducts
QC巡检:
2pcs/次/4H
FrequencyfortheQCinspectortodotheinspection2pcs/time/4H
2
16
切断机外片数目设定错误Wrongsettingnumberofbreakingmachine
1
2
16
9
铆钉Riveting
小轴倒角面偏小Pinchamfersideissmallerthanstandards
链条拉脱Chainwillbeelongated
10
油压及油压行程偏小Theoffsettingofoilhydraulicsystemislowerthanstandards
1
-首件检测
Inspectthefirstproduct
-量具定期校验
Calibratethemeasurementmachineinroutinetime
-外观自主检测
Appearanceinspection
自主检测:
FrequencyofInspectiondonebyworks
8pcs/次/2H
8pcs/time/2H
QC巡检:
FrequencyofinspectiondonebyQCinspector8pcs/次/4H
8pcs/
 升级会员
升级会员 