工艺卡片.docx
《工艺卡片.docx》由会员分享,可在线阅读,更多相关《工艺卡片.docx(15页珍藏版)》请在冰豆网上搜索。
工艺卡片
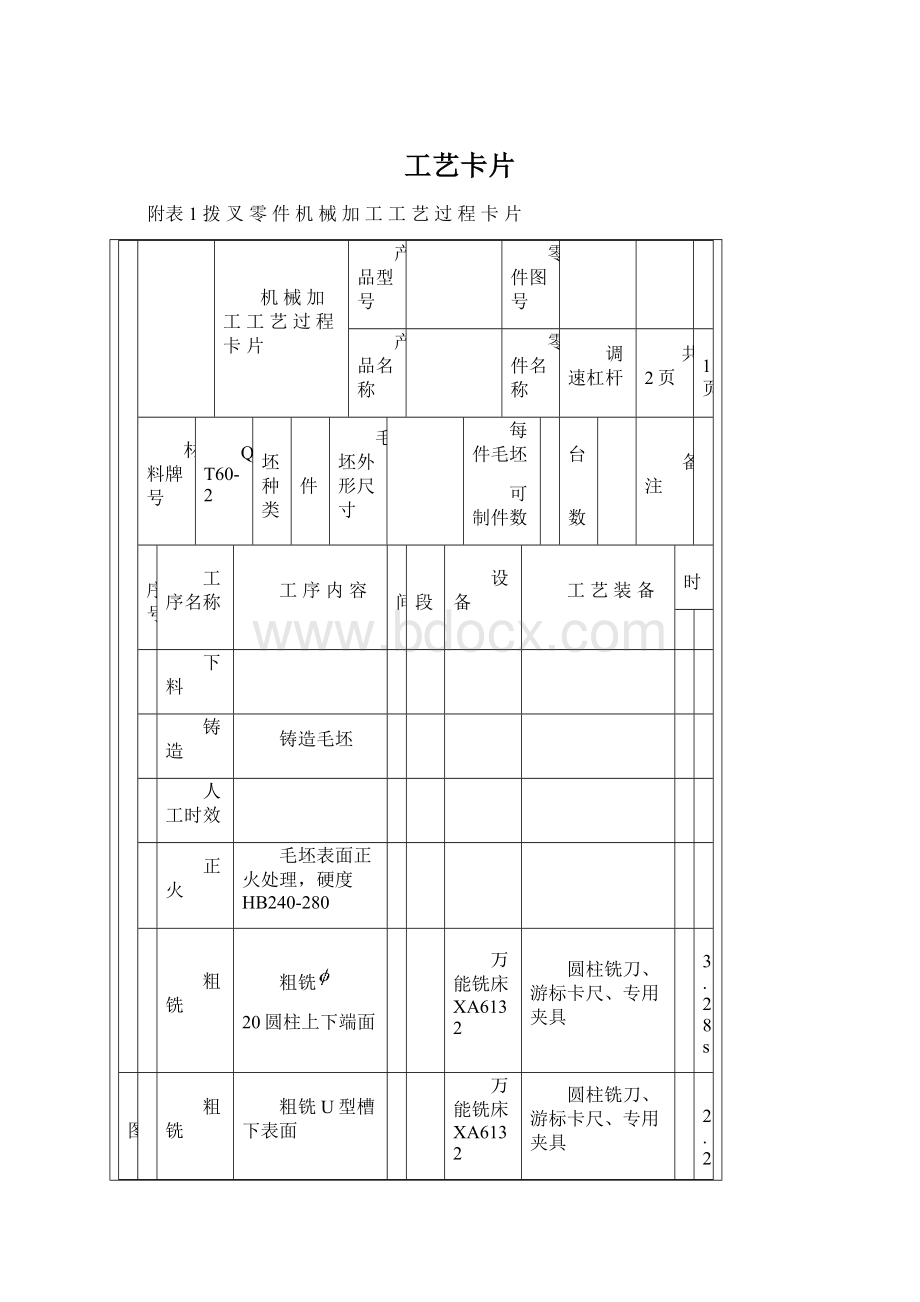
附表1拨叉零件机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
调速杠杆
共2页
第1页
材料牌号
QT60-2
毛坯种类
铸件
毛坯外形尺寸
每件毛坯
可制件数
1
每台
件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准
单
1
下料
2
铸造
铸造毛坯
3
人工时效
4
正火
毛坯表面正火处理,硬度HB240-280
5
粗铣
粗铣
20圆柱上下端面
万能铣床XA6132
圆柱铣刀、游标卡尺、专用夹具
33.28s
描图
6
粗铣
粗铣U型槽下表面
万能铣床XA6132
圆柱铣刀、游标卡尺、专用夹具
22.24s
7
钻、扩、粗铰
钻
12孔、扩
12孔、粗铰
12
摇臂钻床Z3025B×10
麻花钻、扩孔钻、铰刀、卡尺、塞规、专用夹具
77.75s
描校
8
粗铣
粗铣A面、U型槽
万能铣床XA6132
圆柱铣刀、游标卡尺、专用夹具
25.75s
9
钻、攻丝
钻、攻丝M8的螺纹孔
摇臂钻床Z3025B×10
麻花钻、丝锥、卡尺、塞规、螺纹尺、专用夹具
16.83s
底图号
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
装订号
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
拨叉零件机械加工工艺过程卡片(续)
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
调速杠杆
共2页
第2页
材料牌号
QT60-2
毛坯种类
铸件
毛坯外形尺寸
每件毛坯
可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准
单
10
去毛刺
钳工台
平锉
11
中检
塞规、百分表、卡尺等
12
淬火
对A面进行淬火处理,硬度为HRC0-50
淬火机
13
半精铣
半精铣
20圆柱上下端面
万能铣床XA6132
圆柱铣刀、游标卡尺、专用夹具
46.13s
14
精铰
精铰
12
圆柱铰刀、游标卡尺、专用夹具
79.04s
描图
15
半精铣、精铣
半精铣、精铣A面、U型槽
万能铣床XA6132
圆柱铣刀、游标卡尺、专用夹具
174.72s
16终检
清洗
清洗机
描校
17
终检入库
塞规、百分表、卡尺等
底图号
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
装订号
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
调速杠杆
共5页
第1页
车间
工序号
工序名
材料牌号
7
钻扩铰
12孔
QT60-2
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3025B×10
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
77.75s
工步号
工步内容
工艺装备
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
背吃
刀量
mm
进给
次数
工步工时(s)
机动
辅助
1
钻
12孔
11的直柄麻花钻、卡尺、塞规
500
17.28
0.2
11
1
34.5
5.18
2
扩
12孔
11.8锥柄扩孔钻、卡尺、塞规
1600
59.31
0.5
0.8
1
4.08
0.61
3
粗铰
12
11.94硬质合金直柄机用铰刀、卡尺、塞规
320
9.38
0.4
0.14
1
25.2
3.78
附表2工序7机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
调速杠杆
共5页
第1页
车间
工序号
工序名
材料牌号
8
粗铣A、A对立、U型槽
QT60-2
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
万能铣床
XA6132
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
25.75s
工步号
工步内容
工艺装备
主轴
转速
r/min
切削
速度
m/min
进给量
mm/min
背吃
刀量
mm
进给
次数
工步工时(s)
机动
辅助
1
粗铣A面
12的整体硬质合金直柄铣刀、游标卡尺
1180
44.48
235
1.6
1
7.2
1.58
2
粗铣U型槽
3的整体硬质合金直柄铣刀、游标卡尺
750
7.07
75
3
1
13.92
2.09
附表3工序8机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
调速杠杆
共5页
第1页
车间
工序号
工序名
材料牌号
9
钻攻丝M8的螺纹孔
QT60-2
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3025B×10
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
16.83s
工步号
工步内容
工艺装备
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
背吃
刀量
mm
进给
次数
工步工时(s)
机动
辅助
1
钻孔
7的直柄麻花钻卡尺、塞规
500
17.28
0.2
7
1
9.3
1.40
2
攻丝
丝锥
200
5.03
1
1
1
4.5
0.68
附表4工序9机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
调速杠杆
共5页
第1页
车间
工序号
工序名
材料牌号
14
精铰
12孔
QT60-2
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3025B×10
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
79.04s
工步号
工步内容
工艺装备
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
背吃
刀量
mm
进给
次数
工步工时(s)
机动
辅助
1
精铰
12孔
12的硬质合金直柄机用铰刀、游标卡尺
200
7.54
0.2
0.06
1
64.84
9.73
附表5工序14机械加工工序卡片
附表6工序15机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
调速杠杆
共5页
第1页
车间
工序号
工序名
材料牌号
9
半精铣、精铣A面、U型槽
QT60-2
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3025B×10
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
174.72s
工步号
工步内容
工艺装备
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
背吃
刀量
mm
进给
次数
工步工时(s)
机动
辅助
1
半精铣A面
12的整体硬质合金直柄铣刀
1500
56.55
150
1
1
10.32
2.26
2
半精铣U型槽
5的整体硬质合金直柄铣刀
475
7.46
28.5
2
1
46.02
6.90
3
精铣A面
12的整体硬质合金直柄铣刀
1500
56.55
95
0.7
1
27
5.91
4
精铣U型槽
6的整体硬质合金直柄铣刀
600
11.3
23.5
1
1
60
9.00
附图1
附图2
三维装配图
附图3
三维装配爆炸图
附图4
三维爆炸工程图
 升级会员
升级会员 