项目七四节等径90弯头的展开解析.docx
《项目七四节等径90弯头的展开解析.docx》由会员分享,可在线阅读,更多相关《项目七四节等径90弯头的展开解析.docx(16页珍藏版)》请在冰豆网上搜索。
项目七四节等径90弯头的展开解析
项目七四节等径90°弯头的展开
一、任务布置
在放样纸作出如图所示四节等径90°弯头中的一个端节的展开图:
并用1mm铁皮作出此样品。
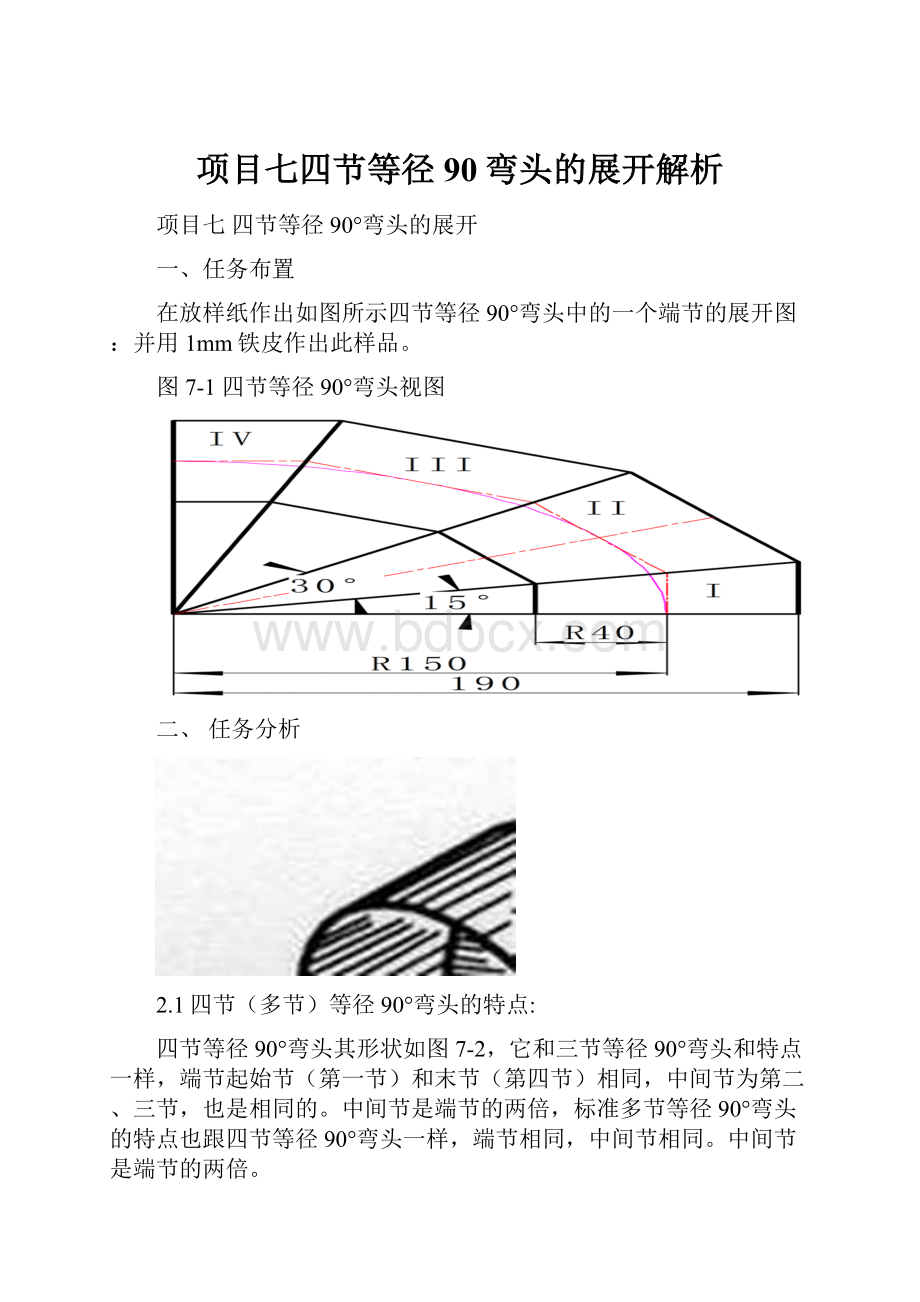
图7-1四节等径90°弯头视图
二、任务分析
2.1四节(多节)等径90°弯头的特点:
四节等径90°弯头其形状如图7-2,它和三节等径90°弯头和特点一样,端节起始节(第一节)和末节(第四节)相同,中间节为第二、三节,也是相同的。
中间节是端节的两倍,标准多节等径90°弯头的特点也跟四节等径90°弯头一样,端节相同,中间节相同。
中间节是端节的两倍。
我们来计算出其端节角度α和中间节角度β,根据前面公式6-1、6-2,代入有
图7-2四节等径90°弯头
中间节角度β:
β=
,N为4,即是β=
=
=300
端节角度α:
α=
=
=150
2.2四节等径90°弯头视图的画法
1)按图中所要求的尺寸,1:
1画出主视图的水平线,垂直线和三个角度线,弯曲半径R=150。
两个端节,交150角平分线于A、B。
过弯曲半径终点作垂线,交150角平分线于O点。
如图7-3。
图7-3图7-4
2)过O点作弯曲半径的切线,如图7-4。
3)过A、B点作切线的平行线,与300角度线相交,再把各交点连接起来就可以了,如图7-5。
这样,就完成了主视图。
4)第一个端节也就是一个150角的上口斜截圆柱管的展开,第二节也是两个第一节的展开。
第三节与第二节一样,第四节与第一节一样。
这样,就可以全部展开了。
5)整过全部的展开如图7-6,;为了省料与画图方便,我们把它展在一张图上。
2.3铁皮上放样及制作
1)在放样纸上作好放样图后,用铁皮下料,注意节约下料。
2)在铁皮上用画规再画一次展开图,各曲线间留5mm间隙,曲线交点打洋冲眼,便于后面切开和曲线锉修。
图7-5
3)在曲线间隙间用錾子把铁皮切开,并用锉刀等工具沿曲线修好。
图7-6纸上展开图
图7-7铁皮上放样
4)在相应的圆柱胚具上弯曲成相应的圆柱管,并按样板修圆。
5)按要求装配好并点焊起来。
成为一个作品。
三、任务实施
要求每个同学都作此物件。
先在放样纸上画好展开图,再在铁皮上同样画出放样图,切开铁皮,修好曲线,加工成圆形,再组对,焊好,完成作品。
四、任务考核:
表7-1成绩评分表:
班级:
姓名:
总成绩:
名称
评分标准
配分
扣分
各部尺寸
(85)
端节圆直径
误差2mm扣2分,取两端节圆的最大值。
类此标准
10
端节圆最长素线
误差2mm扣2分,类此标准
5
端节圆最短素线
误差2mm扣2分,类此标准
5
中间节圆直径
误差2mm扣2分,类此标准
10
中间节圆最长素线
误差2mm扣2分,类此标准
5
中间节圆最短素线
误差2mm扣2分,类此标准
5
相贯线的缝隙
误差2mm扣5分,取两条相贯线的最大值。
类此标准
10
四节弯的总长度
误差2mm扣5分,类此标准
15
四节弯的总高度
误差2mm扣5分,类此标准
20
外形(15)
整体效果
端节是否水平,两端节是否垂直,各面是否配合
10
粘结效果
整体圆的效果
5
五、任务拓展
5.1、下料如何才能尽量发挥原料的最大量。
要大家思考。
5.2、铁板上划线,总体感觉如何,如何画得准,画得快,画得轻松,画得清楚。
5.2.1划线工作
划线的工具很多,按用途分有以下几类:
基准工具、量具、直接划线工具以及夹持工具等。
1.基准工具
划线平台是划线的主要基准工具(如图7-8所示)。
其安放时要平稳牢固,上平面要保持水平。
平面的各处要均匀使用,不许碰撞或敲击其表面,要注意其表面的清洁。
长期不用时,应涂防锈油防锈,并盖保护罩。
2.量具
量具有钢尺、直角尺、游标卡尺、高度游标尺等。
其中高度游标尺能直接测量出高度尺寸,其读数精度和游标卡尺一样,可作为精密划线量具。
图7-8划线平台7-9高度游标尺
3.直接划线工具
直接划线工具有划针、划规、划卡、划针盘和样冲。
划针是在工件表面划线的工具。
其一般为工具钢或弹簧钢丝制成,尖端磨成15°~20°的尖角,并经过热处理,硬度达HRC55~60。
7-10两种常用划针7-11划针的使用方法
划针要依靠钢尺或直尺等导线工具而移动,并向外侧倾斜15°~20°,向划线方向倾斜约45°~75°,见图7-11。
要尽量做到一次划成,以使线条清晰、准确。
样冲是在划好的线上冲眼用的工具,通常用工具钢制成,尖端磨成60°左右,并经过热处理,硬度高达55~60HRC。
冲眼是为了强化显示用划针划出的加工界线。
如图7-12。
7-12冲眼
5.2.2、划线操作要点
1.准备工作
工件的清理:
除去工件表面的氧化皮、毛边、残留的污垢等,为涂色和划线做准备;
2.划线基准
一般划线基准与设计基准应一致。
常选用重要孔的中心线为划线基准,或零件上尺寸标注基准线为划线基准。
若工件上个别平面已加工过,则以加工过的平面为划线基准。
常见的划线基准有三种类型:
(1)以两个相互垂直的平面(或线)为基准;
(2)以一个平面与对称平面(和线)为基准;
(3)以两个互相垂直的中心平面(或线)为基准。
本次铁皮划线以一平整的长为基准。
3.操作时的注意事项
(1)看懂图样,了解零件的作用,分析零件的加工顺序和加工方法;
(2)工件夹持或支承要稳妥,以防滑倒或移动;
(3)在一次支承中应将要划出的平行线全部划全,以免再次支承补划,造成误差;
(4)正确使用划线工具,划出的线条要准确、清晰;
(5)划线完成后,要反复核对尺寸,才能进行机械加工。
5.3錾削工作
原来学过錾子的錾削,这是我们主要的切开方式,也可用剪刀或剪板机切开,或电剪。
但我们主要想学习錾子的使用,所以就用錾子,还记得如何用吗?
7-13錾子的构造及工作方式
5.3.1錾削工具
5.3.1.1.錾子的构造
錾子由头部、柄部、切削部分三部分构成。
2.錾子的切削部分
1)錾子切削部分的两面一刃
前面:
錾子工作时与切屑接触的表面。
2)后面:
錾子工作时与切削表面相对的表面。
3)切削刃:
錾子前面与后面的交线。
5.3.1.2、錾削方法
1.錾子和手锤的握法
錾子的握法随工作条件的不同而不同,常有以下几种方法。
如图7-14。
(1)正握法:
手心向下,用虎口夹住錾身,拇指和食指自然伸开,其余三指自然弯曲靠拢,握住錾身。
这种握法适于在平面上进行錾削。
(2)反握法:
手心向上,手指自然握住錾柄,手心悬空。
这种握法适用于小的平面或侧面錾削。
(3)立握法:
虎口向上,拇指放在錾子的一侧,其余四指放在另一侧捏住錾子。
这种握法适于垂直錾切工件,如在铁砧上錾断材料等。
(a)正握法(b)反握法(c)立握法
图7-14錾子的握法
2、手锤的握法:
1)紧握法:
右手五个手指紧握锤柄,大拇指在食指上,虎口对准锤头方向,木柄尾端露出15mm~~30mm敲击过程中五指始终紧握(如图7-15所示)。
2)松握法:
使用时,大拇指和食指始终握紧锤柄。
锤击时中指、无名指、小指在运锤的过程中依次握紧锤柄,挥锤时,按照相反的顺序放松手指(如图3-3-1所示)。
(a)紧握法(b)松握法
图7-15手锤的握法
3、挥锤的方法(如图7-16所示):
1)腕挥:
只依靠手腕的运动来挥锤(如图3-3-5a所示)。
2)臂挥:
利用手腕、肘和臂一起挥锤(如图3-3-5b所示)。
3)肘挥:
利用手腕和肘一起运动来挥锤(如图3-3-5c所示)。
(a)腕挥(b)臂挥(c)肘挥
图7-16手锤的挥锺
4、錾削姿势
(1)左脚跨前半步,右脚稍微朝后。
(2)身体自然站直,重心偏于右脚。
(3)右脚要站稳,右腿伸直,左腿自然弯曲。
(4)眼睛注视錾削处。
(5)左手握錾,使其在工件上保持正确的角度。
(6)右手挥锤,使锤头沿着弧线运动,进行敲击。
5、平面的錾削方法
錾削平面用扁錾。
每次錾削的余量约0.5~2mm錾削时要掌握好起錾的方法。
起錾时从工件的边缘的尖角处入手,用锤子轻敲錾子,錾子便容易切入材料。
因为尖角处与切削刃接触面小,阻力小,易切入,能较好的控制加工余量,而不致产生滑移及弹跳现象。
起錾后把錾子逐近移向中间,使切削刃的全宽参与切削。
錾削较窄平面时:
应选用扁錾,并使切削刃与錾削的方向倾斜一定角度。
当錾削快到尽头,与尽头相距10mm时,应调头錾削,否则尽头的材料会崩裂。
对铸铁、青铜等脆性材料尤应如此。
5.4锉削方法
我们钣金展开主要是锉曲面,要用到大小锉刀,我们一并了解一下。
5.4.1.锉刀的握法(如图7-17所示)
(1)大锉刀(规格在200mm以上)的握法用右手握锉刀柄,柄端顶住掌心,大拇指放在柄的上部,其余手指满握锉刀柄。
左手在锉削时起扶稳锉刀、辅助锉削加工的作用。
中型锉刀(规格在200mm左右)的握法右手握法与大锉刀的握法一致。
左手只需用大拇指、食指、中指轻轻扶持锉刀即可。
(3)小锉刀(规格在150mm左右)的握法只需右手握锉,食指压在锉面上,拇指与其余各指握住锉柄。
小锉刀(规格在150mm以下)的握法右手食指靠近锉边,拇指与其余各指握锉。
左手只需食指、中指轻按在锉刀上面即可。
(a)大锉刀的握法(b)中锉刀的握法
(c)小锉刀的握法(d)更小锉刀的握法
图7-17锉刀的握法
5.4.2.锉削的姿势
锉削时,两脚站稳不动,靠左膝的屈伸使身体做往复运动,手臂和身体的运动要互相配合,并要使锉刀的全长充分利用。
(a)(b)(c)(d)
图7-18锉削姿势
1)开始锉削时身体要向前倾10°左右,左肘弯曲,右肘向后(a)。
2)锉刀推出1/3行程时,身体向前倾斜15°左右(b),这时左腿稍弯曲,左肘稍直,右臂向前推。
3)锉刀推到2/3行程时身体逐渐倾斜到18°左右(c)。
4)左腿继续弯曲,左肘渐直,右臂向前使锉刀继续推进,直到推尽,身体随着锉刀的反作用退回到15°位置(d)。
5)行程结束后,把锉刀略微抬起,使身体与手回复到开始时的姿势,如此反复。
5.4.3.锉削力的运用
锉削力的正确运用,是锉削的关键。
锉削的力量有水平推力和垂直压力两种。
推力主要由右手控制,其大小必须大于切削阻力才能锉去切屑;压力是由两手控制的,其作用是使锉齿深入金属表面。
随着锉刀的推进,左手压力应由大逐渐减小,右手的压力则由小逐渐增大,到中间时两手相等(如图图7-19所示)。
锉削时,对锉刀的总压力不能太大,因为锉齿存屑空间有限,压力太大只能使锉刀磨损加快。
但压力也不能过小,过小锉刀打滑,达不到切削目的。
一般是以在向前推进时手上有一种韧性感觉为适宜。
锉削速度一般为每分钟30~60次。
太快,操作者容易疲劳,且锉齿易磨钝;太慢,切削效率低。
图7-19锉削时两手的用力
5.5直管如何直接制作弯头
工厂实际制作时,大部分直接用直管来配,不需要弯曲制管,那么我们则可用下面的方法来制作,先作好一个端节的展开图,再用展开图绕相应的管一周,并沿边缘划线,再沿线切割开组对即可。
如图7-20
图7-20
六、任务总结
第一次用铁皮作样品,你学到了什么?
那些方面需要注意?
 升级会员
升级会员 