水泥窑用耐火材料的现状和发展陈友德Word下载.docx
《水泥窑用耐火材料的现状和发展陈友德Word下载.docx》由会员分享,可在线阅读,更多相关《水泥窑用耐火材料的现状和发展陈友德Word下载.docx(24页珍藏版)》请在冰豆网上搜索。
这就要求在窑转动过程中,窑衬无论在冷态和热态下均具有足够强度和稳定性。
在耐火砖型制造和窑衬设计中都要保证更严的精确度,并要求更高的施工技术。
1.3碱等挥发性组分的侵蚀及其影响
预分解窑系统内,碱的硫酸盐和氯化物等组分挥发凝聚,反复循环,导致窑料中这些组分的富集。
在预分解窑系统内生料与原始生料相比,最热级预热器的窑料中R2O、SO3和Cl-的含量往往分别增达5、3~5和80~100倍。
相应部位窑气中这些组分的含量也大增。
就使回转窑后端和最下的预热器、分解炉、上升烟道、喂料斜坡和窑筒后部约1/3的部位,即所有砖面温度为800~1200℃的部位(当原燃料含氯高时更扩及600~1200℃的部位),窑料中形成低融熔温度的矿物,裹带其余窑料在回转窑后端结圈、结球,以及在预热器、分解炉系统下部高温部位的衬里上形成结皮,严重时干扰窑的正常运行,必须停窑处置。
所用普通粘土砖和高铝砖受来自窑料和窑气渗入砖内的碱化物等的侵蚀,产生膨胀,使砖“碱裂”损坏。
实践证明窑料含R2O>
1%和Cl->
0.015%时,不仅使生产产生干扰,而且较为严重损坏系统内耐火衬料。
当出窑熟料含碱等过高时,冷却机热端、窑门罩和三次风管中的普通粘土砖和高铝砖也会发生碱裂损坏。
1.4窑系统结构复杂及其影响
预分解窑和预热器窑系统的结构极为复杂,对耐火材料带来要求:
首先是砖型多,80年代从日本引进的一些预分解窑系统内非标准砖型在100种以上,欧洲采用标准就简化得多,现国内的预分解窑生产线砖型经标准化后已降至30余种,砖型过多必然对耐火材料的生产管理和窑衬施工都带来复杂性,因而产生了砖型和窑衬设计简化和标准化的要求。
特别对预热器系统,必须尽量避免采用复杂的砖型,以减少生产和施工的困难,使生产成本降低,还要保证火砖及耐火烧注料在砌筑后窑衬的质量。
烧成系统的结构复杂导致窑衬的设计和施工的复杂,因而要求更高的技术。
1.5节能要求及其影响
预分解窑尾的预热器、分解炉系统、三次风管系统、回转窑,窑门罩和篦冷机装备外表面散热面积较大,一台5000t/d生产线的不动设备总表面积为9422m2,单位熟料散热损失约105kJ/kg,回转窑散热面积为1086m
2,单位熟料散热损失为125kJ/kg,二项合计约230kJ/kg,若能将耐火隔热衬料和工作层衬料的导热系数进一步降低,总的散热损失再减少20kJ/kg,一条生产线年节约燃料约1200t标煤,年减少CO23000t的排放量,以2006年新型干法产能计算,则年节约31.2万吨标煤,减少CO2排放78万吨,以及一定数量的NOx。
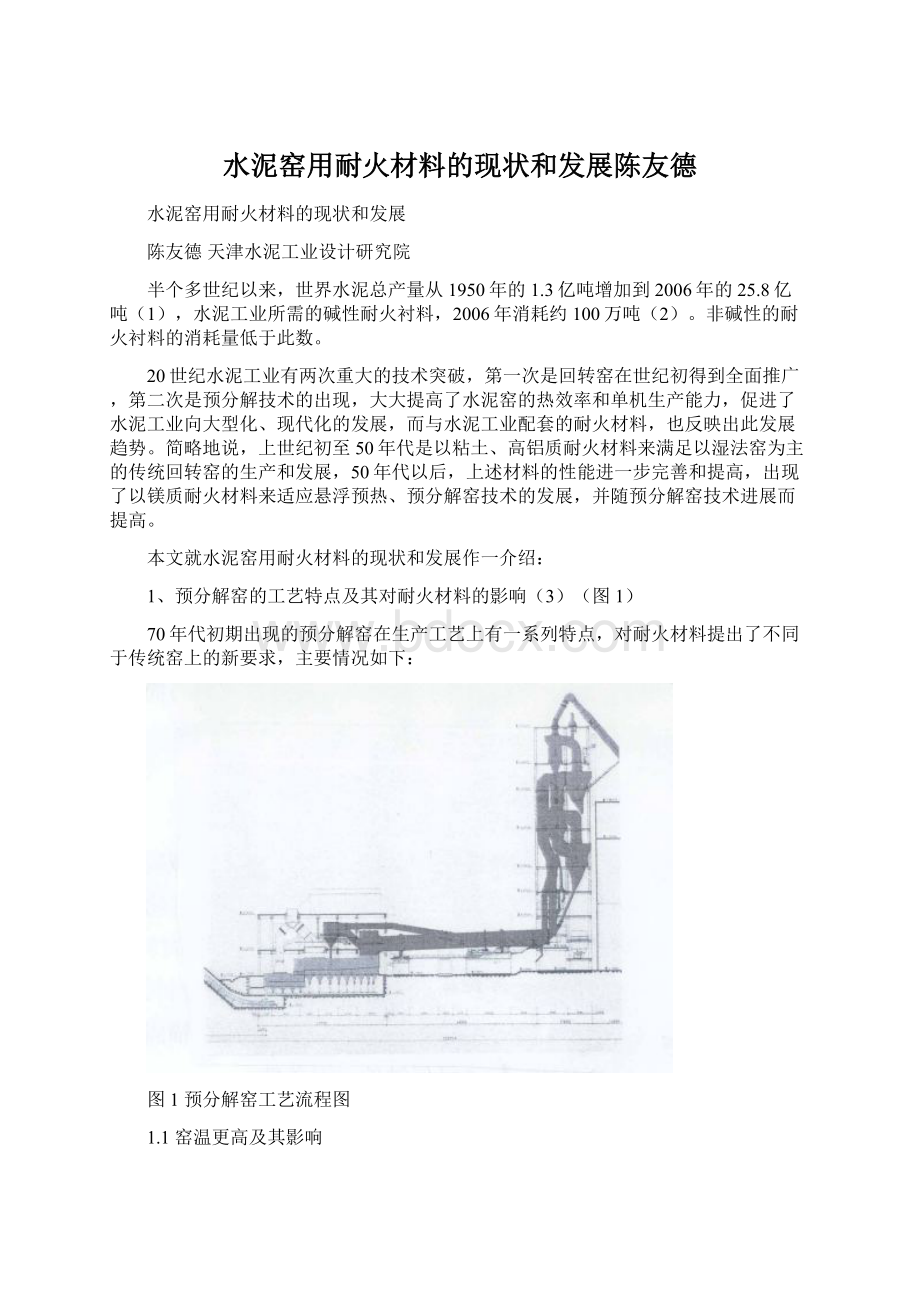
2、预分解窑技术进展对耐火材料的需求
70年代出现的预分解生产技术,至今生产方式没有变化,但技术不断优化且产能不断提高,利用率逐年增加,热耗逐步下降,有害物排放量愈来愈低,工业废弃物作燃料大幅增加,仍为水泥工业技术发展的主流,其技术主要为:
2.1系统产能逐年增大
70年代预分解窑主要规格为2000t/d,最大生产能力4000t/d,进入21世纪生产线的主要规模为小于4000t/d生产线的产能占42.85%,大于4000t/d生产线的产能占57.15%,其中7000~10000t/d生产线超过50条,目前这个趋势仍在发展
(2)。
2.2生产技术进展(4)
预热器级数从70年代的4级,发展为80年代5级至90年代的6级,分解炉技术进一步完善,从烧烟煤,高NOx排放,发展为烧无烟煤,可燃废弃物,低NOx排放,系统的废气温度已降至300℃以下,入窑物料分解率提高至94%,由于物料分解基本上在预热器系统完成,窑的分解功能逐步消除,只剩下烧成功能,长度进一步缩短,窑的L/D从早期≥16逐步下降至11-14。
窑的长度缩短,相应筒体散热损失减少,篦冷机从第二代厚层冷却机发展为第四代无漏料冷却机,热回收效率从低于68%上升至75%以上,多风道燃烧器的一次风量下降至8%以下,且火焰调节灵活,同时可以燃烧多种工业废弃物,上述技术优化使生产线的年生产热耗从>
3760kJ(900kcal/kg)以上,下降至3350kJ(800kcal/kg)以下。
系统内烟气温度增高,出窑熟料温度增加,使系统内工作层衬料所承受的热应力增加,隔热层所需的工况温度、隔热要求相应增加。
2.3工业废弃物用作原燃料增加(5)
上世纪80年代以来,工业化国家为降低水泥生产成本大量地将工业废弃物用作水泥生产的原燃料,工业化国家原料替代量已超过140kg/t.水泥,燃料替代热量超过40%以上。
且替代量逐年在增加,由于工业废弃物含有氯、硫、碱元素化合物较多,这些有害成份进入生产系统后,影响熟料质量和生产操作,更多地增加了对系统内耐火衬料的化学侵蚀。
2.4环保要求逐年严格(6)
水泥生产对环境带来污染,国内外都对水泥生产制定了环保限制,而且愈来愈严格,一些条令执行的结果必然增加耐火衬料的各种应力,如粉尘排放国内限制值为50mg/m3,国外为30mg/m3,限制值愈低,意味着收尘装备的效率增加,收下的含
有较多有害物的细颗粒生料粉增加,增大了烧成系统有害物循环对耐火衬料的化学侵蚀。
近年来国内外的环保条令均加强了对NOx排放的限制,新线为500mg/m3,个别国家200mg/m3,分解炉内只有采用还原气芬煅烧,才能降低NOx排放,这又提出了耐火材料中Fe2O3含量的限制。
此外,丹麦于1984年立法规定水泥产品中的水溶液性Cr(Ⅵ)不得超过2mg/kg,欧盟于2003年6月实施的Directive2003/53/EC禁止使用和销售水溶性Cr(VI)含量超过0.0002%的水泥及其拌和物(按干基水泥质量百分比计),并制定了测定方法(3),这意味着工业铬渣不能用作水泥原料,镁铬砖和有些含铬的耐火材料在水泥窑内也不能使用。
我国目前尚无铬的限制值的条令,一但执行,意味着含铬制品受到禁止。
2.5入窑生料性能的影响
•生料的成份和喂料量经常发生变化时,窑内热工制度不易稳定,窑皮也不稳定,衬砖受热化学熟料侵蚀加重,上述现象随着原料均化链技术的发展而逐步减轻,但我国相当部份工厂因原料不均造成生料不稳定情况较为严重。
•烧成系统热耗下降,则燃煤用量相应降低,燃煤内带入煤灰量相应减少,煤灰中的所含氧化铝等成份相应减少,所配的入窑生料的KH、n值增加,煅烧温度增高,上述值过高时,易出现衬砖的过热损坏,熔融凹坑损坏等事故,生料中的P值增加,熟料内的液相量增加,n值过高易出现液相对衬砖的渗透损坏。
若生料所含不易磨细和煅烧的SiO2和石灰石时,在熟料煅烧时,为了降低fCaO,相应提高煅烧温度,则衬砖易受过热的熟料液相渗透侵蚀,当生料内MgO过高时,也易出现液相对衬砖的渗透侵蚀。
2.6燃料性能的影响
(1)国外煅烧水泥熟料的燃料,70年代前后主要是烧油,80年代以燃煤为主,与此同时,工业废燃料逐步扩大应用,至90年代,发达国家工业废燃料的用量几乎和燃煤相近,燃料结构的改变影响着衬砖的使用。
我国油价昂贵,燃料一直以挥发分20~30%的燃煤为主,近年来,为解决原煤运距偏长,费用过高,燃烧低挥发性煤(挥发分1~15%)的技术取得成功,燃煤品种扩大,工业废燃料开始起步,逐步扩大。
(2)燃油
燃油成分均匀,火焰稳定燃烧时无粉尘尘积在窑内,若入窑生料成分和喂料量均匀,则窑内热工制度相对稳定,烧成带窑皮稳定,过渡带付窑皮时塌时落的现象较少,衬砖受热侵蚀相对较低,化学侵蚀视燃油内含硫量而定,硫含量愈高则化学侵蚀愈重。
(3)燃煤
燃煤的挥发分、灰分和热值变化较大,要使煤粉完全燃烧,必须使燃煤均化,煤粉细度合适,入窑量均匀以及配置合适的多风道燃烧器,若上述环节某一个受到影响时,势必影响火焰的稳定性。
窑在煅烧时,变化的因素很多,火焰长度、形状以及窑内煤灰沉积的数量和位置很难达到稳定,在一定程度上影响热工制度的稳定,增加衬砖的应力。
若煤灰中所含有的碱、铝、铁等低融熔物较多时,易产生不稳定的窑皮,在上过渡带造成窑皮时塌时涨,该带衬料易受高温气流和物料的盐侵蚀,若燃煤中含硫量高,在上下过渡带衬砖易受SO3气体侵蚀,烧成带易受熟料内CaS04等硫酸盐的侵蚀损坏。
煅烧低挥发性煤火焰较集中,衬砖易受热、熟料熔融物侵蚀,以及煤灰成分造成的化学侵蚀。
(4)工业废燃料
此类燃料品种多且成分不均匀,所含有害成分更多,难予做到成分和喂料量均匀,因而窑内热工制度较难稳定,造成窑皮不稳定状况,增加了衬料的热、化学侵蚀,一些工业废燃料中所含的碱、硫、氯等有害成分较高外,还含有与熟料结合的金属和非金属化合物,如铅、锌、磷等化合物,均对衬料产生化学作用,致使衬料的各种应力加剧,对衬料提出更为苛刻的需求。
2.7机械影响
回转窑的椭园度对衬砖造成机械应力,在生产过程中,做好筒体设备的维护,尽量减少筒体的椭园度变化和窑体的径向变形,相应减少衬砖所承受的机械应力,近年来,为改变轮带部位衬砖的受力情况,回转窑筒体出现槽齿轮带。
常见的浮动轮带和筒体直接受力,其间隙值一般为0.20D%,此数据允许筒体和轮带温度不超过180℃,在窑升温过程中,由于镁砖导热系数高,筒体温升过快膨胀而被轮带挤压造成永久性形变。
而槽齿轮带与筒体是切线受力,轮带和筒体间隙值可增大至0.40D%,此数值允许筒体和轮带温度不超过360℃,而窑升温过程中,窑筒体和轮带温差一般小于此温度因而避免了筒体发生永久性变形,从已投产的窑操作情况来看,浮动轮带内筒体变形后椭圆度一般为0.3~0.5D%,而槽齿轮带仅为0.1D%,此数值对该段筒体内衬砖所产生的机械应力较低。
我国现有回转窑的轮带几乎全是浮动轮带,回转窑在长时间运转后,轮带下筒体都呈现不同程度的椭圆度,相当部分的窑在该部位的衬砖所受的机械应力较大,经常出现掉砖红窑事故。
解决此类事故的根本措施是保持较为稳定的衬砖升温制度,尽量减少筒体与轮带的温差,减少筒体变形,此外在砌筑上填补胶泥,尽量做到砌筑牢固,近年来,国内外均出现高温胶泥,增强耐火砖与筒体的结合,在高温状态下避免掉砖。
3、烧成系统设备衬料的技术需求
3.1不动设备衬料的技术需求
(1)和早期的系统相比,由于窑尾废气温度提高100℃以上,碱硫氯等结皮阻塞的现象和部位均有所增加,采用工业废燃料后,有害物进一步增加,结皮阻塞现象进一步加剧,在易结皮部位的工作层衬料,应考虑抗碱氯硫等有害物的侵蚀及防结皮措施,连内部的隔热衬料也需考虑有害物的侵蚀,
此外,还应考虑与衬料带来配套的金属锚钉和锚固件和外部金属筒体的抗碱硫氯侵蚀的工况条件。
(2)系统热耗逐年下降,燃料燃烧所需的二次空气量相应减少,再加上冷却机热效率的提高,入窑的二次空气温度进一步增加,以及多风道燃烧器的使用,使回转窑窑口部件、窑门罩、篦冷机进料口部位的温度有较大提高,上述部位衬料不仅承受较高熟料温度和气流温度的热应力,还要承受液相熟料和粉尘熟料的侵蚀,更为严重的重遭受表面带液相的高温熟料的“结雪人”的熟料液相侵蚀。
(3)三次风管内设计的风速愈来愈高,从早期的20M/sec上升至30M/sec以上。
随着冷却机热效率的增加,提高了三次风温温度,目前已达800℃以上,高温、高风速内所含的熟料粉尘,增大了对衬料的磨蚀,对拐角处和闸阀的衬料均提出了极高的耐磨要求。
(4)不动衬墙的散热面积随预热器级数增多和大窑门罩的出现而相应增大,工况温度又相应增加,这对隔热材料的使用温度和隔热性能提出更高的技术要求。
(5)随着窑产量的增加及预热器级数的增加,衬料的负荷相应增大,必须减轻衬料重量来减轻负荷及土建投资,减轻衬料的措施是在保持性能的前提下,降低衬料容重,另一方面,减少工作层衬料厚度,对衬砖的机械性能提出更高的要求。
(6)在煅烧低挥发份的无烟煤时,在分解炉内燃烧器周边的部位,烟气温度超过1300℃,增加了工作层衬料和隔热层衬料的抗热应力侵蚀。
(7)为减少NOx排放量,在上升烟道和分解炉内采用局部还原气氛燃烧,衬料内Fe2O3含量有所限制。
3.2回转窑衬料的技术需求
回转窑内衬料环保影响及原燃料及工业废弃物带来的有害化合物的化学侵蚀的影响已在本文2.4环保要求逐年严格,2.5入窑生料性能的影响,2.7燃料性能的影响中已有叙述,现就热机械应力情况作一简单介绍:
(1)窑产量增加,窑径加大,窑产量随窑径呈3次方增加,而窑内衬砖随窑径一次方增加,窑内衬砖所承受的单位热负荷随产量增加而增大(图2),更易增大椭园度对衬砖所承受的热机械应力。
图2回转窑内碱性砖负荷图
(2)2500t/d级的窑径为4m,5000t/d级的窑径为4.8m,而10000t/d级的窑径为6m,窑径增大,易造成筒体变形,增大了椭园度,椭园度增大,造成的衬砖压应力增加。
(3)早期的预分解窑转速为180~210r/h,目前技术先进的二档窑转速已提高至270~330r/h,窑的转速提高,窑内衬砖所受的热震应力随窑速增加而增多,受窑料和熟料的磨蚀也随窑速增加,衬砖所受的向下推力增加以及砖块之间相对运动过程中生产的应力增加。
(4)熟料煅烧的热耗愈来愈低,燃烧所需的空气量也愈来愈少,入窑的二次风温愈来愈高,窑内温度相应增高,窑内砌筑碱性砖的长度逐步增加,一些窑内碱性砖的砌筑长度已增至10D。
(5)预分解窑烧成带内衬料所承受的应力是化学、热、机械应力的综合作用,现将90年代预分解窑内烧成带等部位火砖主要承受的应力情况见图3。
图390年代西欧预分解窑烧成带衬砖受力情况
图41963—1996年内水泥回转窑烧成带
各部位碱性窑衬损坏的变化情况
(6)窑内衬料应力的变化(7)
回转窑内衬料所受的应力主要是热、化学、机械应力的损坏,往往是多种应力综合的结果,水泥生产技术的进展也反应出衬砖应力损坏的变化。
图4是西欧1963—1996年预热器、预分解窑内衬砖遭受各种应力的情况。
从图来看,60年代预热器窑的燃料主要为燃油、窑径较大,干法均化链技术尚待完善,因而机械应力、过热、热震以及熟料渗透等对衬砖的损坏是主要因素,70年代预分解窑出现后,窑筒体直径有较大下降,热力强度下降更多,均化技术有所进展,因而机械应力、过热、热震均有所下降,相应盐的化学侵蚀和熟料的硅酸盐渗透增加。
80年代燃煤逐步取代燃油及均化技术的进一步发展,燃煤内灰份带来的盐的化学侵蚀增加,灰份造成熟料液相对衬砖的损坏已成为衬砖损坏的主要因素,90年代槽齿轮带技术,均化链技术的进一步完善,工业废料作为代用燃料应用的增加,盐蚀和过热损坏已成为衬砖损坏的主要原因,进入21世纪,随着工业废弃物应用量增加,化学侵蚀进一步加重,此外热耗逐年下降,窑内温度逐年提高,衬料损坏在90年代的基础上,相应的熟料硅酸盐渗入和过热作用也会增加,机械应力随窑规格增大而增加。
图5烧成系统耐火浇注料使用量
图6不同种类的耐火水泥浇注料
4.不动设备耐火衬料的技术发展(8)(9)(10)(11)(12)(13)
4.1衬料的品种和配置
预分解窑不动设备的衬料重量约占系统总重量的80%,以高铝质、半酸性粘土质材料为主,Al2O3含量从25%至98%,在此范围内,不同性质和档次的衬料品种齐全,以满足原燃料变化对衬料的不同需求,烧成系统不动设备所配置的衬料不是一成不变的,而是依据配料率率值,原燃料中碱氯硫等有害成份及热工装备和工艺情况来配置的。
4.2衬料性能
衬料性能是随水泥熟料生产技术进展的需求和耐火材料自身技术的进展而发展的。
耐火材料生产厂家都在不同程度上对其生产的品种,作出优化和改进,以适应市场的需求和发展,主要改进为:
(1)Al2O3含量低的品种,在保持抗碱侵蚀的前提下,相应提高其使用温度;
Al2O3含量高的品种,显气孔率降低,增加抗表面液相熟料侵蚀和磨蚀的能力及碱盐侵蚀的能力。
(2)所有衬砖的冷破碎强度和耐火浇注料的冷压强度的数值均有所提高,以适应系统内温度提高所带来的风速增高和含尘浓度增加带来的磨蚀,以及设备增大后所增加的应力。
(3)各种衬料(衬砖和浇注料)的Fe2O3含量均降至1.5%以下,以适应为降低NOx排放,还原气氛对3价铁还原所造成的衬料损坏。
4.3耐火浇注料
耐火浇注料随着性能的完善和施工技术的进展在系统内的使用部位逐年增加,目前已大量用于系统内各不动设备的异形部位,顶盖、直墙和下料管。
其用量从70年代的5%逐步上升至预热器系统的40%以上(图5)。
在个别窑的预热器,几乎全部使用,由于不动衬墙不同部位的工况差别较大,浇注料的品种较齐全,从预热器所需的系列耐碱浇注料至篦冷机与熟料接触部位的抗磨蚀浇注料及燃烧器,窑头所用的抗高温热应力及机械应力的耐火浇注料等,Al2O3含量从40%至90%以上,主要为低水泥浇注料和超低水泥浇注料(图6)。
由于浇注料施工条件差别较大,除了震捣方式外,出现了自流浇注料及喷射料等,在施工时应结合施工条件及衬料和施工费用等种种因素来考虑,在新建的预分解窑生产线,仍以价格便宜的浇注料为主。
而在生产维修时,视停窑的时间而定,考虑到缩短维修周期,在大型设备内采用喷射浇注料较多。
近年来,出现不停止生产,进行喷射热补技术,并取得较好效果。
4.4锚钉和锚固件
与耐火浇注料配套使用的锚钉和锚固件的材料为金属和陶瓷,一般的高温条件采用金属锚钉,而在碱氯硫盐侵蚀特别严重的部位宜使用陶瓷锚固件,锚钉的型式在一般的工况条件下可用固定式,而在高温状况下,尽可能采用活动式锚钉。
4.5隔热材料
隔热材料以高温硅酸钙板为主,高温硅板具有使用温度高(1000℃—1100℃),导热系数低(~0.050+0.00011t),容重轻(0.17-0.23t/m3)抗折抗压强度高,不存在有机粘结剂在高温下燃烧大幅降低压度的问题,其他优点是施工方便损耗率低,可循环再利用等一系列的优点,使用后衬砖不仅筒体表面温度降低,而且衬体的重量大幅度降低。
必须说明的是硅板的使用温度,硅板具有的使用温度愈高,则工作层的厚度愈薄,为降低衬体重量,工作层厚度已降至高温部位的114mm、低温部位65mm。
必须采用使用温度为1000℃—1100℃的高温硅酸钙板,近年来国外出现了隔热性能更为优良的.15t/m3-0.13t/m3的微孔硅酸钙板,并提出开发0.1t/m3的产品,这些新产品必将进一步降低装备的散热损失。
4.6新型材料
90年代以来,出现了用于严重结皮部位的抗结皮SiC浇注料,较大幅度降低了结皮次数,已在较多工厂中使用。
由于SiC浇注料的导热系数为4~6.5W/m·
K,远高于导热系数低于1W/m·
K的耐碱浇注料,为降低使用SiC后筒体的散热量,其措施是增加隔热层厚度,采用双层高温硅酸钙板。
近年来,一种称之为微孔隔热板(mictrotherm)的新型隔热材料,该材料导热系数为0.02±
0.00025t(W/m·
K),使用温度1025℃,导热系数较现有的隔热材料低,和SiC浇注料配套使用,仍能较大的降低筒体温度,减少散热损失,但因价格昂贵,使用范围不广。
此外,通过对高铝砖的特殊浸渍的技术处理,将SiC浸渍在高铝砖内,成倍地增加了高铝砖在高温状况下抗碱侵蚀的能力,此类高铝质衬砖可用于不动衬墙的全部高温部位,如窑的后部、窑尾进料室、窑门、篦冷机进料口,将大大延长在碱盐富集状况下的衬砖使用周期。
5.回转窑内衬料的技术进展
5.1水泥窑内碱性衬料的发展情况
预分解窑从上过渡带开始大量出现液相,只有碱性砖才能满足需求,其砌筑长度约为窑径的8-10D,在生产过程中,衬料损坏主要在碱性砖部位,使用的好坏直接影响窑的运转率,碱性砖的技术性能的进展尤为重视。
水泥窑内使用碱性砖情况如下:
60年代和70年代水泥窑燃料主要为燃油,从过渡带至烧成带均采用镁铬砖,80年代起,燃煤逐步取代燃油,此时发现在原燃料中碱硫含量较高的窑内上过渡带镁铬砖远较烧成带镁铬砖的使用周期短,适宜于过渡带工况条件的尖晶石镁砖逐步得到应用,80年代中期部份工业化国家和地区限制6价铬公害加速了此进程。
进入90年代,因环保需求和价格更为便宜的工业废燃料逐步取代燃煤,对耐火衬料提出更为苛刻的技术需求,促进了各种无铬碱性砖的发展。
5.2各种碱性砖的技术发展过程(14)(15)(16)(17)(18)(19)(20)(21)
5.2.1碱性砖的结构组成
碱性砖主要由两种结构单体所组成(图7)。
第一种成分为阻抗体,其作用为阻止水泥熟料或硫碱等化合物对衬砖的化学侵蚀,通常是由天然的或人工合成的氧化镁组成。
第二种成分为改性剂,主要是通过耐火砖内显微结构的网状裂纹来增加砖体的结构弹性和断裂韧性。
在开发碱性砖时,以往重视改性剂的作用,其原因是窑内衬砖首先遇到热应力的作用,常用的碱性砖内的铬矿石或尖晶石过热可能生成钙铁化合物或钙铝化合物,反应生成二次低熔融化合物(熔融温度约1450℃),致使砖体容重增大失去弹性,产生侵蚀。
常用的碱性砖虽然使用了技术先进的改性剂,但在使用过程中,窑内衬砖遭受侵蚀难于满足使用寿命。
为优化碱性砖性能,不仅要深化改性剂成分的研究,而且要提高阻抗体的潜能。
图7碱性砖组成
5.2.1.1阻抗体(氧化镁)技术的进展(图8)
早期的镁砖是使用天然镁砂。
天然镁砂内MgO含量为90%,Fe2O3含量可达8%,CaO约2%,SiO2为1%。
所制成的镁砖内存在镁铁化合物和相当数量的硅酸二钙,耐火度较低且对氧化还原作用敏感,不能当作冶金和水泥工业所需的高性能耐火材料产品使用。
图8氧化镁技术的进展过程
合成镁砂是通过合适的煅烧技术加工或者从海水或盐卤提炼的,镁砂内的氧化铁含量≤1%,提高了砖的耐火度和抗氧化还原性能,上述技术的进展促进了直镁砖和尖晶石镁砖的技术进展。
氧化镁技术的进一步发展是使用抗热化学侵蚀性强的大尺寸的一次晶格的氧化镁和熔融氧化镁,氧化镁的一次晶格尺寸增大1倍,砖体的损耗率下降15%,熔融氧化镁制成的镁砖,进一步增强了抗水泥熟料的侵蚀能力(图9)。
图9一次晶格尺寸对镁砖磨蚀率的影响
增强耐火材料对水泥熟料的抗侵蚀能力的进一步措施是使用熔融原料,熔融的氧化镁及氧化镁尖晶石所制成的镁铬砖
 升级会员
升级会员 