数控技能大赛习题集编程题数铣文档格式.docx
《数控技能大赛习题集编程题数铣文档格式.docx》由会员分享,可在线阅读,更多相关《数控技能大赛习题集编程题数铣文档格式.docx(30页珍藏版)》请在冰豆网上搜索。
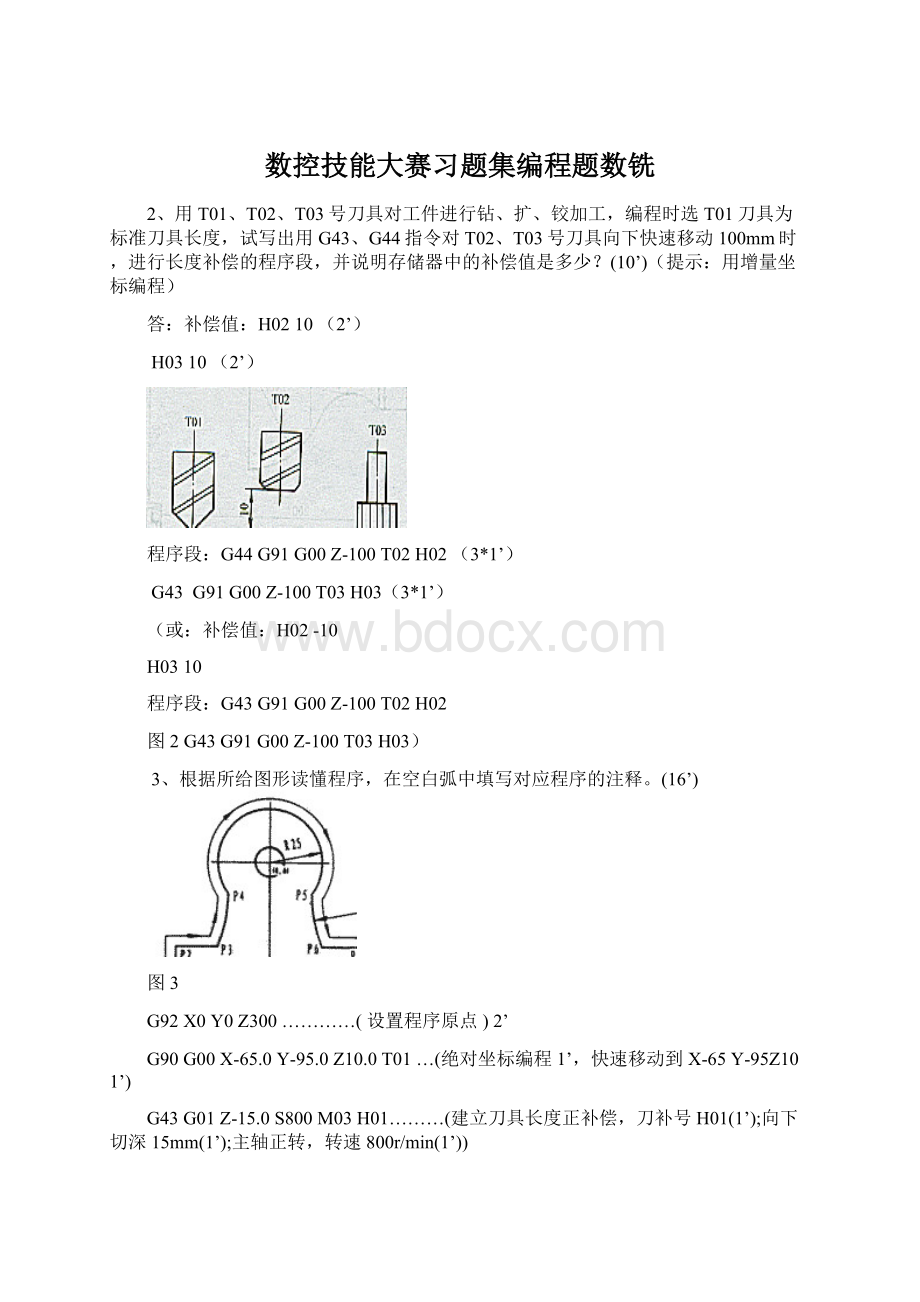
G03X25.0Y-40.0I65.0J0
G01X45.0
Y-75.0
X0Y-65.0
X45.0Y-75.0
G49G00Z300.0(快速移动到Z300并取消刀具长度补偿)2’
G40X-65.0Y-95.0Z300.0(快速移动到X-65,Y-95,并取消刀具半径补偿)2’
M05(主轴停转)1’
M02
2、
(1)使用R利用绝对值编程和相对值编程编制下图中圆弧a和圆弧b的程序。
5’
(2)使用I,J利用绝对值编程和相对值编程编制下图中圆弧a和圆弧b的程序,进给量300mm/min。
(a)圆弧a
R编程:
G91G02X30Y30R30F300(2’)
G90G02X0Y30R30F300(1’)
I、J编程:
G91G02X30Y30I30J0F300(1’)
G90G02X0Y30I30J0F300(1’)
(b)圆弧b
G91G02X30Y30R-30F300(2’)
G90G02X0Y30R-30F300(1’)
G91G02X30Y30I0J30F300(1’)
G90G02X0Y30I0J30F300
1、图示为锪孔加工,孔底有表面粗糙度要求。
现要求刀具以工进速度切削到孔底,然后暂停0.5s,最后快速退离工件10mm,试补充编写该程序,进给量100mm/min。
……
G00Z41’
G01Z-3F1002’
G04X0.5或G04P5001’
G00Z101’
如图所示零件,精铣凸台外轮廓。
采用顺铣,铣刀直径φ10。
N0010(D)S500M03/*设置程序原点,主轴正转
(A)G92(B)G50(C)G53(D)G54
N0020G90G00Z50
/*铣刀移至安全高度
N0030X0Y0/*刀具快进至程序零点坐标
N0040G01(C)F60/*刀具进给至规定深度
(A)Z-10(B)Z-15(C)Z-5(D)Z5
N0050(C)X10Y30D1/*刀具半径补偿
(A)G39(B)G40(C)G41(D)G42
N0060(A)F150/*左直线插补
(A)Y60(B)X70(C)Y30(D)Y25
N0070(D)R40/*R40圆弧插补
(A)G02X37Y70(B)G03X27Y60(C)G02X37Y60(D)G03X37Y85
N0075G01X60/*上水平线直线插补
N0080(B)/*斜直线插补
(A)X70Y-15(B)X70Y70(C)X80Y-15(D)X70Y85
N0090(D)/*右垂直线插补
(A)X70(B)Y55(C)Y0(D)Y15
N0100X(D)/*下直线插补
(A)-15(B)45(C)60(D)25
N0110G02X10Y30(A)/*左下圆弧插补
(A)I0J15(B)I-15J0(C)I0J-15(D)I15J0
N0120(A)X0Y0/*取消刀具半径补偿
(A)G40(B)G41(C)G42(D)G43
N0130G00Z100M02/*Z向快退,程序结束
如图零件及走刀路线,厚度20mm,逆铣,铣刀直径φ10。
N010(C)G90G00X0Y0/*建立工件坐标系,快移到零点上方
(A)G91(B)G53(C)G54(D)G50
N020Z50/*快移到安全高度
N030(A)S500M03/*快移到切入位置起点
(A)X-50Y-40(B)X50Y40(C)X0Y0(D)X-40Y-20
N040Z5(C)/*刀具下移至进给位置,冷却液开
(A)G08(B)G09(C)M08(D)M09
N050G01(D)F50/*垂向进给至切入位置
(A)Z20(B)Z22(C)Z-20(D)Z-22
N060(C)Y-30D1F100/*刀具半径补偿
(A)G40(B)G41(C)G42(D)G43
N070G02X-40Y-20(A)/*按切入方向圆弧插补
(A)I10J0(B)I0J10(C)I10K0(D)I0K10
N080G01X20
N090(B)R20/*圆弧插补
(A)G02X40Y0(B)G03X40Y0(C)G02X0Y40(D)G03X0Y40
N100X-6.195Y39.517(C)/*圆弧插补
(A)I40J0(B)I0J40(C)I-40J0(D)I0J-40
N110G01X-40Y20
N120Y-30
N130(B)/*取消刀补,退刀
(A)G40(B)G40Y-40(C)G41(D)G41Y-40
N140G00Z110M09/*拆装安全高度
N150(D)/*回到程度起点
(A)X-50Y-40(B)X0Y-40(C)X-50Y0(D)X0Y0
N160M30
图示零件厚20,精铣内腔,深度8,顺铣,铣刀直径φ10。
N010G90(B)G00X0Y0/*设置工件零点
(A)G92(B)G54(C)G53(D)G50
N020(B)/*快移到安全高度
(A)Z50F2000(B)Z50(C)Z-50F2000(D)Z-50
N030Z5S500M03
N040G01(D)/*垂直进给至规定深度
(A)Z-13(B)Z-13F50(C)Z-8(D)Z-8F50
N050(B)X0Y-20D1F150/*刀具半径补偿
(A)G40(B)G41(C)G42(D)G43
N060G03X-20Y00(D)/*R20圆弧插补
(A)R20(B)I0J-20(C)I20J0(D)I0J20
N070G01(D)/*左边直线插补
(A)X0(B)Y0(C)Y-20(D)Y-10
N080G03(A)R10/*左下角圆弧插补
(A)X-10Y-20(B)X-20Y-10(C)X-20Y-20(D)X-10Y-10
N090G01(B)/*下方直线插补
(A)X0Y0(B)X0(C)Y0(D)X0Y-10
N100(A)X0Y0/*取消刀具半径补偿
N110(C)/*冷却液关
(A)M06(B)M07(C)M08(D)M09
N120G00Z100
N130M30/*程序结束
如图所示零件厚20,精铣内腔,深度10。
采用顺铣,铣刀直径φ16。
要求切入方向合适.
N010G90(C)G00X0Y0/*设置工件坐标系零点
(A)G92(B)G53(C)G54(D)G50
N020Z50S500M03/*铣刀快移至安全高度,主轴正转
N030(D)/*选择合适的切入点
(A)X20(B)Y20(C)X20Y20(D)X20Y11
N040Z5
N050G01(C)/*刀具进给至规定深度
(A)Z-15F500(B)Z0F500(C)Z-10F50(D)Z-15F50
N060(B)X5Y11D1F150/*刀具半径补偿
N070(B)/*7毫米直线插补
(A)X-7(B)X-3.5(C)X-7Y-11(D)X3.5Y11
N080G03X-20Y-20(C)/*左圆弧插补
(A)R20(B)I16.5J11(C)I-16.5J-11(D)I0J-11
N090G01(A)/*下直线插补
(A)X20(B)X-20(C)X40(D)X0
N100G03X3.5Y11(D)/*右圆弧插补
(A)R20(B)I0J-20(C)I16.5J11(D)I0J20
N110(A)/*取消刀具半径补偿
(A)G40X0Y0(B)G42X0Y0(C)G40(D)G42
N120Z50/*返回安全高度
N130(C)/*程序结束
(A)M00(B)M01(C)M02(D)M05
图示零件厚20,精铣内腔,深度10,顺铣,要求沿圆弧切向切入。
N010G90G92X0Y0Z50/*设置工件零点
N020G00Z5S500M03
N030G01(D)/*垂直进给至规定深度
(A)Z0F50(B)Z-10F500
(C)Z0F500(D)Z-10F50
N040G41(B)D1/*刀具半径补偿,到达圆弧的延伸位置,
(A)X-20Y-20(B)X28.28Y-28.28(C)X28.28Y28.28(D)X40Y0
N060(B)R20F100/*右上角R20圆弧插补
(A)G02X0Y20(B)G03X0Y20(C)G02X20Y0(D)G03X20
N070X-10/*上方直线插补
N080G03X-20Y10(C)/*左上角R10圆弧插补
(A)I10J0(B)I0J10(C)I0J-10(D)I10J0
N090(B)/*左边直线插补
(A)X0Y10(B)Y0(C)X-10Y-10(D)X0
N100(D)R20/*左下角圆弧插补
(A)G02X20Y0(B)G03X-20Y0(C)G02X0Y-20(D)G03X0Y-20
N110(C)/*下方直线插补
(A)X10Y0(B)X10Y20(C)X10(D)X-10
N120G03(A)R10/*右下方圆弧插补
(A)X20Y-10(B)X-10Y20(C)X20Y20(D)X20
N130(B)/*右方直线插补
N140(A)X0Y0/*取消刀具半径补偿,返回零点
N150M30/*程序结束
如图所示零件厚20,精铣内腔,深度10。
N010G90(D)G00X0Y0/*设置程序原点,主轴正转
(A)G92(B)G50
(C)G53(D)G54
N020Z50S500M03/*铣刀快至安全高度,主轴正转
(A)X20Y10(B)X20Y-10(C)X-20Y10(D)X-20Y-10
N035Z5
N040G01(C)/*刀具进给至规定深度
(A)Z-15F500(B)Z-10F500(C)Z-10F50(D)Z-15F50
N050(B)X-3D1/*刀具半径补偿
N060(D)F150/*6毫米直线插补
(A)Y-11(B)X20(C)X6(D)X3
N070G03X20Y20(C)/*右圆弧插补
(A)R20(B)I-17J-10(C)I17J10(D)I0J-20
N080(B)/*上直线插补
(A)X40(B)X-20(C)X20(D)X-40
N090G03(D)X-3Y-10/*左圆弧插补
(A)R20(B)I17J10(C)I-17J10(D)I0J-20
N100(A)X0Y0/*取消刀具半径补偿
N110(B)/*返回安全高度
(A)Z0(B)Z50(C)Z5(D)M05
N120M30/*程序结束
如图所示零件,精铣凸台外轮廓。
N0010G(D)/*设置程序原点
(A)92(B)50(C)53(D)54
N0020G90G00Z50/*铣刀移至安全高度
N0030(C)M03/*主轴正转
(A)R300(B)M300(C)S300(D)N300
N0040Z2
N0050G01Z(C)F60/*刀具进给至规定深度
(A)-10(B)-15(C)-5(D)5
N0060G(C)X15Y10D1F150/*刀具半径补偿
(A)39(B)40(C)41(D)42
N0070(B)
(A)X55(B)Y55(C)Y70(D)X70/*左直线插补
N0080G02X30Y70(B)/*R15圆弧插补
(A)I15J15(B)I15J0(C)I0J-15(D)I-15J0
N0090G01X61/*上直线插补
N0100G(B)R40/*R40圆弧插补
(A)02X85Y43(B)03X85Y43(C)02X14Y0(D)03X14Y0
N0110G01Y20/*右直线插补
N0120X(C)Y10
(A)-15(B)15(C)70(D)-60/*斜直线插补
N0130(B)/*下直线插补
(A)X0Y0(B)X15(C)X-55(D)X-60
N0140(B)
(A)G41X0Y0(B)G40X0Y0(C)G41(D)G40/*取消刀具半径补偿
N0150G00Z100M02/*Z向快退,程序结束
如图工件厚度10,逆铣法精铣轮廓,铣刀直径为φ10。
N010(C)G90G00Z50
G92(B)G53(C)G54(D)G01
N020(B)/*选择合适的切入点
(A)X0Y0(B)X-20Y0(C)X0Y-20(D)X20Y-20
N030G01Z–12F50
N040(C)X0D1F150/*刀具半径补偿
N050X30
N060Y27.087/*垂直直线插补
N070G02X50(D)/*R25圆弧插补
(A)R25(B)I0K10(C)I-10J22.913(D)I10J22.913
N080G01Y0/*垂直直线插补
N090X146.569/*水平直线插补
N100G91G01(D)/*斜直线插补
(A)X-78.284Y-78.284(B)XY-78.284(C)X78.284(D)X-78.284Y78.284
N110G90(B)R40/*R40圆弧插补
(A)G02X0Y50(B)G03X0Y50(C)G02X50Y0(D)G03X50Y0
N120G01(A)/*垂直直线插补
(A)Y0(B)X0(C)Y-50(D)Y-50X0
N130(B)/*取消刀具半径补偿
(A)G40(B)G40Y-20(C)G41(D)G41Y-20
N140(C)/*快退到安全高度
(A)G01X0Y0(B)G01Z50(C)G00Z50(D)G00X0Y0
N150X0Y0(D)/*返回到程度原点,程序结束
(A)M00(B)M01(C)M08(D)M30
图示零件厚20,精铣加工内腔,深度10,顺铣,铣刀直径φ10。
N010G90(B)G00X0Y0/*设置工件零点
(A)Z-20(B)Z-20F50(C)Z-10(D)Z-10F50
N050(B)X0Y20D1F150/*刀具半径补偿
N060G03X20Y00(D)/*R20圆弧插补
(A)R20(B)I0J20(C)I20J0(D)I0J-20
N070G01(D)/*右边直线插补
(A)X0(B)Y0(C)Y20(D)Y10
N080G03(A)R10/*右上角圆弧插补
(A)X10Y20(B)X20Y10(C)X20Y20(D)X10Y-10
N090G01(B)/*上方直线插补
N110(D)/*冷却液关
如图工件厚度15,
顺铣精铣轮廓,铣刀直径φ10。
N0010(A)X0Y0Z50/*设置程序原点
(A)G92(B)G50(C)G52(D)G53
N0020G91G00X20S1000M03/*相对坐标,选择切入点
N0025Z-45/*刀具下移至工件表面5毫米处
N0030G01Z(B)F50/*刀具进给至规定深度
(A)-15(B)-22(C)-17(D)0
N0040G41G01X(D)F150D1/*刀具半径补偿,铣刀至程序原点
(A)-65(B)-5(C)-85(D)-20
N0045X-65/*水平直线插补
N0050G02(A)R15/*圆弧插补
(A)X-12.99Y22.5(B)X-12.99Y-22.5(C)X-77.99Y22.5(D)X-77.99Y-22.5
N0060X10.103Y(B)/*斜直线插补
(A)Y0(B)Y17.5(C)Y40(D)Y-17.5
N0070(B)/*斜直线插补
(A)X37.887Y0(B)X37.887Y10(C)X-30Y10(D)X-30Y50
N0075X30*水平直线插补
N0080(B)*垂直直线插补
(A)Y50(B)Y-50(C)Y0(D)Y10
N0090(D)/*取消刀具半径补偿,切出
(A)G42(B)G40(C)G42Y-20(D)G40Y-20
N0100Z(A)/*退到离工件上表面5毫米处
(A)Z27(B)Z5(C)Z20(D)Z0
N0110G90X0Y0Z50/*退到程序起点
N0120(D)/*程序结束
(A)M00(B)M01(C)M06(D)
 升级会员
升级会员 