数控车床编程实例文档格式.docx
《数控车床编程实例文档格式.docx》由会员分享,可在线阅读,更多相关《数控车床编程实例文档格式.docx(12页珍藏版)》请在冰豆网上搜索。
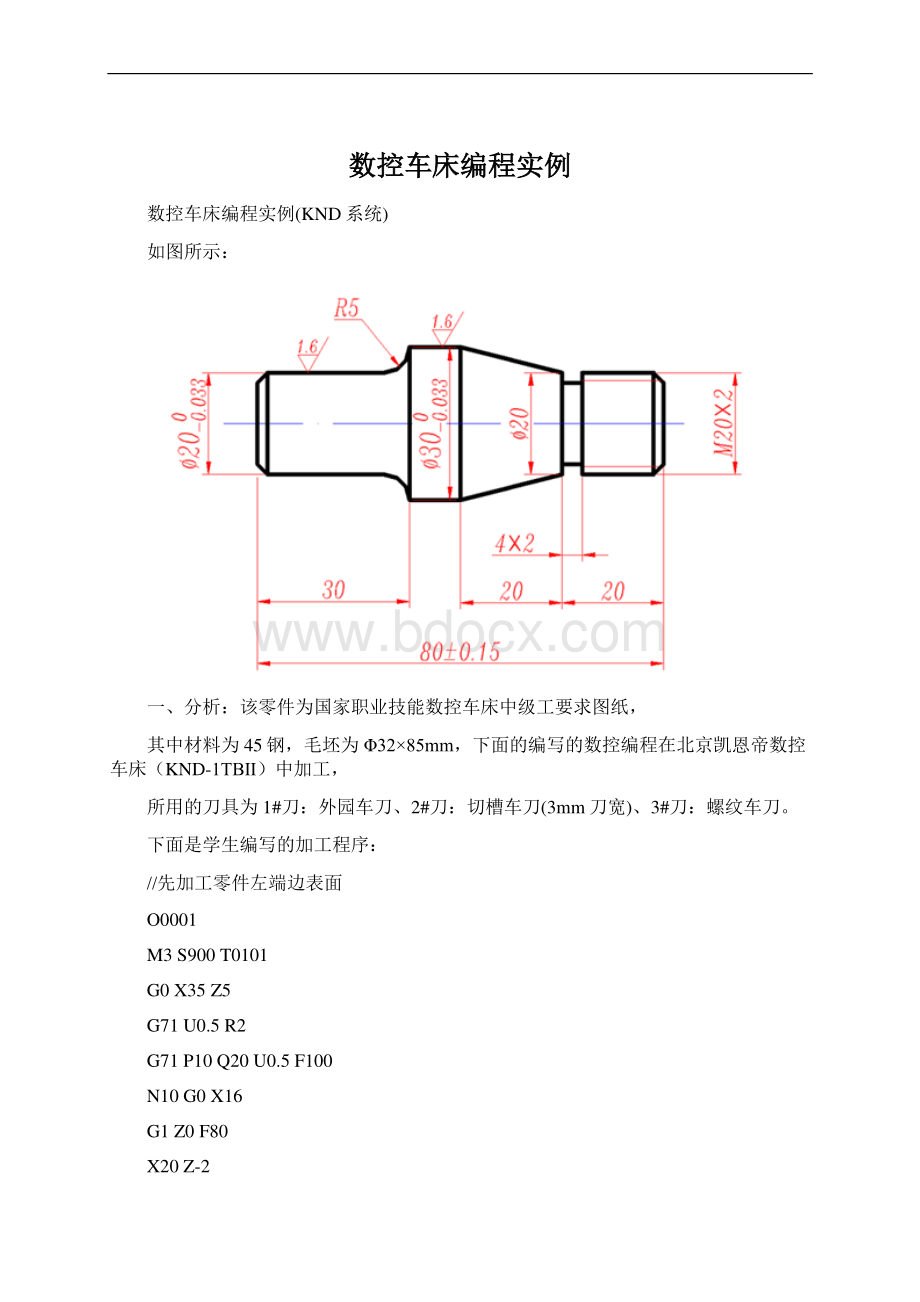
该零件为国家职业技能数控车床中级工要求图纸,其中材料为45钢,毛坯为3285mm,下面的编写的数控编程在北京凯恩帝数控车床(KND-1TB)中加工,所用的刀具为1#刀:
外园车刀、2#刀:
切槽车刀(3mm刀宽)、3#刀:
螺纹车刀。
下面是学生编写的加工程序:
/先加工零件左端边表面O0001M3S900T0101G0X35Z5G71U0.5R2G71P10Q20U0.5F100N10G0X16G1Z0F80X20Z-2Z-25G2X30Z-30R5N20G1Z-41G70P10Q20G0100Z100T0100M30-/加工零件右端边表面O0002M3S900T0101G0X35Z5G71U0.5R2G71P10Q20U0.5F10N10G0X16S1200G1Z0F80G1X20Z-2Z-20N20G1X30Z-40G0X100Z100S300T0202G0X25Z-20G1X16F20G1X25F100W1X16F20X25F100G0X100Z100S500T0303G0X25Z5G92X19.8Z-20F2X19.3X18.8X18.4X18X17.0X17.4G0X100Z100T0300M30数控车床编程实例如图所示:
该零件为国家职业技能数控车床中级工要求图纸,其中材料为45钢,毛坯为40120mm,下面的编写的数控编程在北京凯恩帝数控车床(KND-1TB)中加工,所用的刀具为1#刀:
/先加工零件左端边表面O1234M03S650T0101/外园车刀G0X40Z5G71U0.75R2G71P10Q20U0.5F120N10G0X0S1200G1Z0F80G3X30Z-15R15G1Z-46X32X34Z-47Z-51X36X38Z-52N20Z-63G70P10Q20G0X100Z100T0202G0X35Z-29S500G1X26F40X35F100W1X26F40X35F100Z-29X26F40X35F100W1X26F40X35F100G0X100Z100T0200M30-/加工零件右端边表面O2345M03S650T0101G0X40Z5G71U0.75R2G71P10Q20U0.5F120N10G0X16S1200G1Z0F80G1X19.75Z-2Z-24X24Z-34.74G2X31Z-44.37R15N20G3X38Z-54R15G70P10Q20G0X100Z100T0202/3mm的切槽车刀G0X35Z-14S600G1X16F40X35F100W1X16F40X35F100G0X100Z100T0303/螺纹车刀G0X30Z5S600G92X19.4Z-24F2.5X19X18.5X18X17.5X17X16.8X16.75G0X100Z100T0300M30数控车床编程实例(华兴系统)例一.图示如下零件材料:
黄铜,毛坯:
锻件,单边余量约1mm,螺纹为公制直螺纹,螺距1.5mm1#刀:
内孔刀;
2#刀:
割槽刀(刀宽为槽宽3mm);
3#刀:
螺纹刀刀具起始点为(X100,Z50);
N0010M03S1500N0020G00X100Z50N0030T1N0040G00X30N0050G00Z0N0060G01X55F150(加工端面)N0070G01X39.5N0080G01X36.5Z-1.5(倒角1.545)N0090G01Z-26(车削内孔38)N0100G03X30Z-30R4F100(车削内圆弧R4)N0110G01Z-37(车削内孔30)N0120G00X28(X向退刀)N0130G00Z50(Z向退刀)N0140T2(换内孔刀割槽)N0150G00X35(快速进刀)N0160G00Z-18(快速进刀)N0170G01X44F150(割槽)N0180G00X36(快速退刀)N0190G00Z50(快速退刀)N0200T3(换螺纹刀加工螺纹)N0210S700N0220G00X36.5Z2(快速进刀)N0230G86Z-16K1.5I-4R2L4(加工螺纹)N0240G00X100Z80N0250M05N0260T1N0270G00X100Z50N0280M02-例二.图示如下零件材料:
45#,毛坯:
锻件,单边余量约1mm,螺纹为英制锥螺纹,螺距每英寸14牙,1#刀:
外圆刀,2#刀:
外螺纹刀刀具起始点为(X100,Z160)N0010M03S1000N0020M08N0030G00X100Z160N0040T1N0050G00X44Z30.2(快速进刀)N0060G01X30F120(粗车端面)N0070G00Z107(快速退刀)N0080G00X18.4(快速进刀)N0090G01Z104F120(慢速进刀)N0100G01X20.4Z84(粗车外锥,直径余量0.4)N0110G01Z34(粗车外圆20)N0120G02X28Z30.2R3.8F80(粗车R4)N0130G01X40.2F120(粗车端面)N0140G01Z10(粗车外圆40)N0150G00Z104(快速退刀)N0160S1500N0170G00X24(快速进刀)N0180G01X10F120(精车端面)N0190G01X15N0200G01X18Z102.5(倒角1.545)N0210G01X20Z84(精车锥度)N0220G01Z34(精车外圆20)N0230G02X28Z30R4F80(精车R4)N0240G01X40F120(精车端面)N0250G01Z10(精车外圆40)N0260G00X100Z160(快速退刀)N0270T2(换螺纹刀加工螺纹)N0280S700N0290G00X17.8Z106(快速进刀)N0300G87X20Z84K14I4R1.96L8(车削锥度螺纹)N0310G00X100Z160N0320M05N0330M09N0340T1N0350G00X100Z160N0360M02-例三.下图所示零件,共用三把刀具,1#刀:
为90外圆刀,2#刀:
5mm切槽刀(5mm),3#刀:
60螺纹刀毛坯尺寸60150,材料:
铝。
编程如下:
N0010G00X70Z130N0020M03S800N0030G01Z127F80(慢速进刀)N0040X-0.5(车端面)N0050G00Z130(快速退刀)N0060X56.2(快速退刀)N0070G01Z0F80(粗车外圆56)N0080G0X58(快速退刀)N0090Z130(快速退刀)N0100G01X50.5F80(慢速进刀)N0110Z14(粗车外圆)N0120G00X52(快速退刀)N0130Z130(快速退刀)N0140G01X44F80(慢速进刀)N0150Z70(粗车外圆)N0160G00X46(快速退刀)N0170Z130(快速退刀)N0180G01X40F80(慢速进刀)N0190Z70(粗车外圆)N0200G00X42(快速退刀)N0210Z130(快速退刀)N0220G01X36.2F80(慢速进刀)N0230Z75(粗车外圆)N0240G00X38(快速退刀)N0250Z130(快速退刀)N0260G01X28.5F80(慢速进刀)N0270X30.5Z125(倒角)N0280Z104(粗车外圆)N0290G00X90(快速退刀)N0300Z200(快速退刀)N0310T02N0320M03S400N0330G00Z107(快速进刀)N0340X32(快速进刀)N0350G01X26.2F20N0360G00X52(快速退刀)N0370Z20(快速退刀)N0380G01X34.2F20(粗车外圆)N0390G01X52F80(慢速退刀)N0400G00Z200(快速退刀)N0410T3S1200N0420G00X32Z127N0430G01X30F80(慢速进刀)N0440Z114(精车螺纹外圆30)N0450X26Z112(倒角)N0460Z107(精车外圆26)N0470X36Z97(精车锥度)N0480Z89(精车外圆36)N0490X54Z50(粗车外圆)N0500X38Z26(粗车外圆)N0510Z20(粗车外圆)N0520X58Z9N0530G00Z97(快速退刀)N0540G01X36F80(慢速进刀)N0550Z89(慢速进刀)N0560G02X30Z80R15(精车顺圆弧R15)N0570G02X40Z65R25(精车顺圆弧R25)N0580G03X40Z35R25(精车逆圆弧R25)N0590G02X34Z26R15(精车顺圆弧R15)N0600G01Z20(精车外圆34)N0610X56Z9(精车锥度)N0620Z0(精车外圆56)N0630S400N0640G00X58(快速退刀)N0650Z132(快速退刀)N0660X30(快速进刀)N0670G86Z110K1.5I4R1.35L8(车削螺纹)N0680G0X70(快速退刀)N0690Z200(快速退刀)N0700T1N0720M02
 升级会员
升级会员 