服装缝制工艺教程Word文档格式.docx
《服装缝制工艺教程Word文档格式.docx》由会员分享,可在线阅读,更多相关《服装缝制工艺教程Word文档格式.docx(48页珍藏版)》请在冰豆网上搜索。
实用工作时间×
定货数量
生产周期=
工作人员人数×
1天工作时间
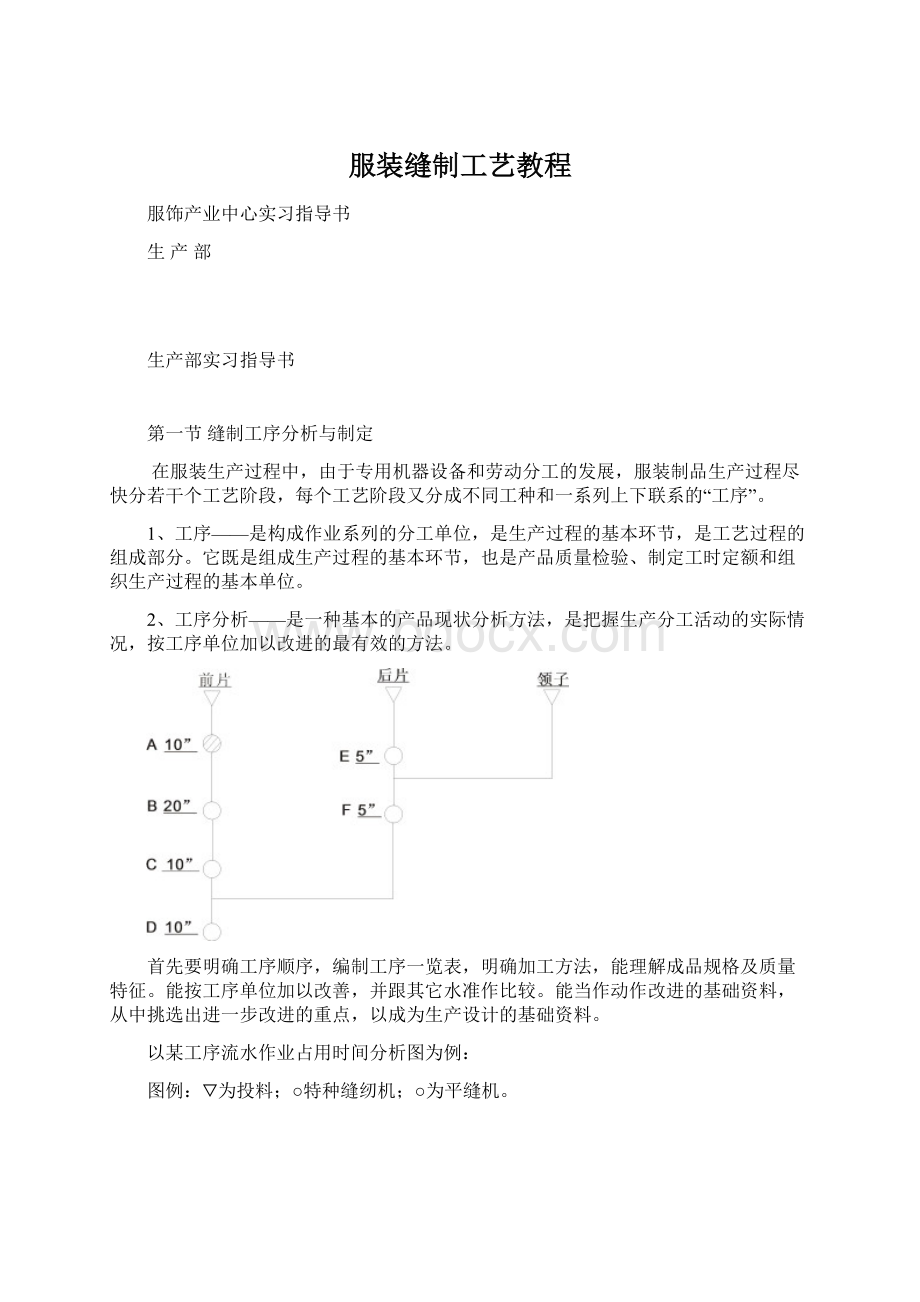
3、工序分析的表示方法:
工序分类
符号
内容说明
加工
○
按作业目的,为了下段工序作准备的状态
搬运
o
把物品由一个位置移到另一个位置的状态
检验
□
测定物品,把其结果跟基准比较而作好与不好的判定时的状态
停滞
▽
物品即不加工,也不搬运和检验,处在储存或暂时停留不动的状态
(物品是指面料、辅料、半成品或成品)
4、缝制用符号
符号
平缝作业
特种缝纫机缝纫作业
◎
手烫、手工作业
机器熨烫作业
o
搬运作业
数量检验
◇
质量检验
裁片、半成品停滞
△
成品停滞
5、加工工序图示:
材料零件名称
▽
纯粹加工时间○工序名称
设备名称
加工记号
加工顺序号
6、工艺工程分析
(1)
(1)
为了保证服装加工各工序的顺序性。
依据测定工序时间统计表中的顺序,顺次排列工序。
(2)
(2)
工序流程图由基本线和分支线组成,基本线为工序流程图的主要干线,一般是以加工的主要部件为主体而形成的。
分支线则是由非主要部件形成的。
基本线和分支线的起始点必须由前面没有任何加工的初始工序开始,一般以服种的前片加工为基本线。
(3)(3)
各道加工工序的编号及名称,对某些名称含义不明确的特殊工序还应注明具体工作内容。
(4)(4)
各道加工工序在流水作业生产加工中的先后程序和流向。
(5)(5)
各道加工工序所需要的设备和工艺装备。
实例一:
男式西裤工艺工程分析
男西裤的缝制,可以分成以下几个部分:
前片缝制→上拉链→后片缝制→合前后片→上腰头→整烫
图1
男式西裤工艺工程分析表
实例二:
裙子工艺工程分析
裙子的缝制,可以分成以下几个部分:
做准备工作→收省→缉后缝→装拉连→合侧缝→做里子→绱里子→装腰→钉挂钩→扦底边→整烫
前后
图3
西服裙工艺工程分析表
7、工序编制(工序组合)
工序编制是将要制作的产品部件,合理分配给有能力做相应工序的作业员,且每个作业员的完成的工作量需大致相当,使生产线尽可能平衡。
工序编制的目标:
①尽可能有效地利用时间;
②保证生产过程最短;
③确保流水线平衡稳定地运行,不出现瓶颈现象。
工序编目的:
①获得平衡的生产线;
②减少在制品的传递时间和将低生产成本;
③减少在制品数量,更好的利用宽间,改善工作环境;
④有关产量的相关数据,可在平衡的生产线上轻松获得,有利于对生产进度的近制;
⑤减少作业人员的流失。
一个恰当而平衡的生产线,使工人有足够的时间完成其工作,不会超负荷劳动。
同时由于每个工人的工作量接近,不会出现人为的劳动纠纷现象。
合理的工序编制计划或方案,会有效的减少人员的流失。
基于上述目的,工序编制时可以从以下几个方面考虑:
1.以时间为基准,力求各个工位的作业时间相近,不出现瓶颈现象。
如某产品平均加工时间为114s,若工序编制时将各工位的加工时间都安排为114s,即在制品在各工位,同一时间完成,此时称为“同步”,表明生产线达到完全平衡。
但实际生产中,要实现这一理想状态是不可能的。
一般编制效率达到85%以上时,生产可基本保持平衡。
在以时间为基准分配工序时,可以考虑三个方案。
⑴一个人完成一个工序或几个人完成一个工序。
这种方案适用于少品种、大批量的生产。
工序细分使作业人员的操作专业化,有利于作业速度和质量的提高,但作业同对新品种的适应性较低,在更新品种时,生产会受到较大影响。
⑵性质相近的工序归类,交给一个工位的作业员完成。
此方案可用于多品种、少批量的生产。
因作业员每次都需完成不同工序,适应性较强,更换品种时,能较快地接受新任务,但人员的培训费用较大,必须使用熟练工。
此外,因相近工序合并,会出现在制品逆流交叉现象,致使工序间的管理有一定的困难。
⑶一人完成几种性质不同的工序,可适应多品种生产,且不会出现逆流次序交叉现象。
因一人负责几台机器的操作,设备投资费用较大。
2.按缝制加工工序的先后顺序,依次安排工作内容,尽可能避免逆流交叉,以减少在制品在各个工位间的传递,有效的利用时间,缩短加工过程。
3.零部件加工工序与组合加工工序惊奇量分开,由不同的作业员完成。
如果某作业员的工作内容中既有零部件加工又有组合加工,势必出现半成品回流现象,增加了在制品的传递距离。
4.考虑作业员本身的特点,即作业员的技能要与所分配的工作相匹配。
如根据工序的难易程度和所需时间,将工作难度系数较高、加工时间较长,或某些关健部位的工序,安排给技能好的人员;
而加工时间较少、较为简单的工序,由作业新手或技能一般的工人完成;
最初的工序可分给产量稳定的作业员,以防出现供不应求的现象,保证生产的连续性;
零部件组合工序,应安排给细心又有判断力的人员,以便能及时发现问题,避免组装后发现问题再返工,造成不必要的损失。
实例三:
男式西裤工序编制(组合)
(表1)
序号
加工类型
设备
工序组合内容
人数
1
特种机
锁边机
1、4、26、34、43、44
2
手工
熨斗
2、3、8、11、13、14、18、22
3
机工
平缝机
35、37、45、46、49、50、51、53、54
4
5、6、7、9、10、
5
12、15、16、17、
6
21、23、31、32、33
7
19、20、27、29
8
24、25、28、30、47、48
9
36、38、39、40、41、42、52
10
55、60、62
11
57、63、66
12
56、58、59、61、64、65
13
67、68、70、75、78
14
71、73、
15
69、72、76、79
16
74、77
17
80、81
18
锁眼机、钉扣机
82、83
19
84
(表中工序编号参见男式西裤工艺工程分析表)
实例四:
西服裙工序编制(组合)
图示女裙缝制工艺流程,总加工时间为1705s,未标明时间的工序为外发加工,不考虑编入流水线,已知流水线中作业人数为30人,进行工序编制。
编制方法:
①算出个人节拍和小组节拍,编制效率力争达90%以上;
②以主要部件、零部件加工与组合加工工序尽量分开为原则,按流程的先后顺序,将各工序分配给相应的小组;
③小组内的编制要考虑作业的性质、工序的难易程度等因素,尽可能将同种或同性质的工序由组内某一人完成。
以图示女裙为例,将生产线中的30名工人分成14个小组,每组1~3名。
个人节拍为1700/30=56.67s,小组节拍为56.83*2=113.34s或56.83*3=170.01s。
每个组的作业时间,按人数尽量与相应的小组节拍靠拢。
以小组方式进行工序编制,得出编制方案。
西服裙缝制工序编制(组合)方案
(表2)
小组编号
作业性质
工序组合
作业时间/s
组内节拍/s
锁边机锁边
1、1`、16
60
手工熨烫
3、3`,5,8,
115
57.5
2,2`,4,7
100
50
9,10
125
62.5
6,20,
11,11`,13,15
180
12,12`,14,17,19
手工作业
21,22,23,24,25,
26
27,28
110
55
29
160
53.3
30,31,32,
手工,手烫作业
33,34
120
(表中工序编号参见西服裙工艺工程分析表工艺工程分析表)
第二节生产布局
一、一、
工作地的安排
工作地的安排就是组合工序的安排或机器设备的配置,工序组合后,流水线生产过程是否畅通与工作地安排是否合理密切相关。
(一)工作地配置原则
1、所用的机器设备、器具全部都要安排,包括平缝机、特种机和熨烫台等。
2、保证半成品移动距离最短,尽量避免交叉、倒流现象。
3、根据服装加工顺序明确地划出主流和支流,工序流程应便于掌握,一目了然。
4、特种机可按服装加工顺序安排,若流水线规模小,不能充分发挥作用时,可单独安排,供几条流水线同时使用,但要尽量保证使用方便,半成品传送距离短。
5、基本型的配置要有弹性,以方便款式变化的适应性。
6、工序间的半成品传递,尽可能利用传递台、堆放台滑槽等搬运工具,以使流程圆滑畅通。
(二)工作地配置方式
横列式布置——加工设备基本上按服装制作流程布置,机器设备两侧相连接,横向排列一长排,通常是两排机器相对排列,如下图所示。
这
 升级会员
升级会员 