经典钣金结构设计规范.doc
《经典钣金结构设计规范.doc》由会员分享,可在线阅读,更多相关《经典钣金结构设计规范.doc(11页珍藏版)》请在冰豆网上搜索。
经典钣金结构设计工艺规范
一、目的:
公司为了统一各产品部设计人员对钣金工艺知识的认知和运用,推进设计的标准化,保证所设计产品合理的加工工艺性,特制定本规范,本规范含十项内容。
l板材选用规范
l孔缺结构设计规范
l弯曲结构设计规范
l焊接结构设计规范
l结构缝隙设计规范
l表面涂层种类选用规范
l表面镀层种类选用规范
l图纸工艺性分析和审查规范
l图纸尺寸标准规范
l非喷涂不锈钢结构设计规范
二、范围:
本原则适用各产品部的板厚£6mm的钣金结构设计工作。
三、内容:
1.板材选用规范:
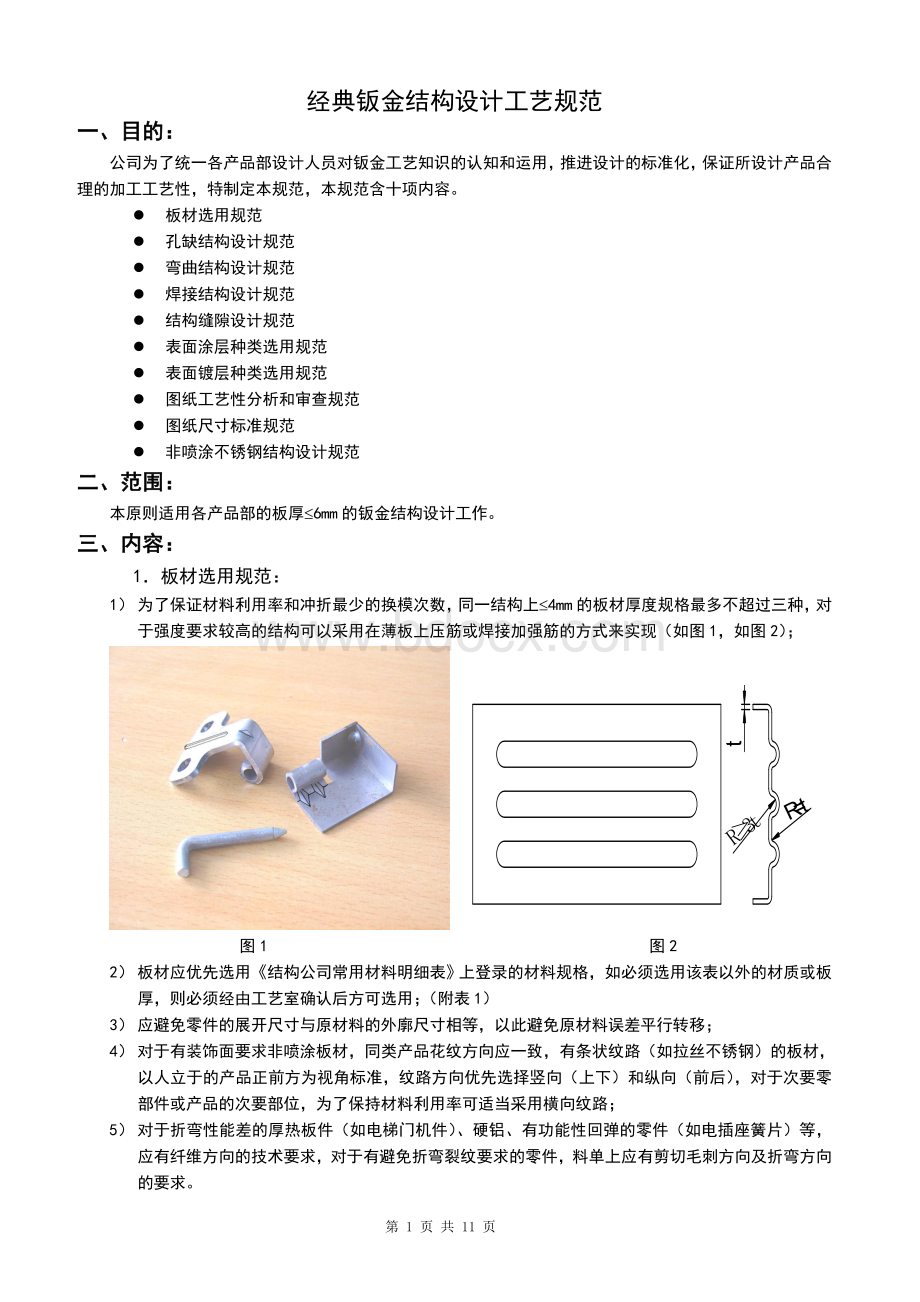
1)为了保证材料利用率和冲折最少的换模次数,同一结构上£4mm的板材厚度规格最多不超过三种,对于强度要求较高的结构可以采用在薄板上压筋或焊接加强筋的方式来实现(如图1,如图2);
图1图2
2)板材应优先选用《结构公司常用材料明细表》上登录的材料规格,如必须选用该表以外的材质或板厚,则必须经由工艺室确认后方可选用;(附表1)
3)应避免零件的展开尺寸与原材料的外廓尺寸相等,以此避免原材料误差平行转移;
4)对于有装饰面要求非喷涂板材,同类产品花纹方向应一致,有条状纹路(如拉丝不锈钢)的板材,以人立于的产品正前方为视角标准,纹路方向优先选择竖向(上下)和纵向(前后),对于次要零部件或产品的次要部位,为了保持材料利用率可适当采用横向纹路;
5)对于折弯性能差的厚热板件(如电梯门机件)、硬铝、有功能性回弹的零件(如电插座簧片)等,应有纤维方向的技术要求,对于有避免折弯裂纹要求的零件,料单上应有剪切毛刺方向及折弯方向的要求。
2.孔缺结构设计规范:
1)板材上的各种孔优先选用数控或冲压通用模具表格上登记的规格(附表2,附表3)。
2)钣金结构零件应倒圆,这从安全和模具寿命均有利。
短的突出宽度b/2t,长的窄条宽度B/3t。
零件圆角、孔径等的最小尺寸值参照(如图3,附表4)。
图3
附表4推荐的最小尺寸(见图2)
尺寸
最小值
t
R1
4mm或2t
R2
2t
D1
或
D2
3mm
1.59以下
3或1.5t用大数(有色金属)
1.6~9.7
2t(黑色金属)
D3
2(不锈钢板)
1.59以下
1.5(钢板)
1.59以下
1.5t(其余)
1.6~9.7
D4
或
D5
1.5t
0.8以下
2t
0.85~3.18
2.5t
3.2~9.7
3)按图2(d),当D1¢1.5t(有色金属),D1¢2t(黑色金属)时,将园孔或方孔开通成右侧的“U”型缺口即可保证良好的工艺性。
4)对于距零件边缘较近的锁、折页、螺母、螺钉等附件的让位孔优先采用缺口型,从经济精度及安装拆卸的工艺性考虑,应尽可能避免封闭型(如图4)。
图4
5)板厚£2mm的钢板适于翻边攻丝,相应的厚板不适于翻孔攻丝,详细规范参照附表4。
附表4板厚与丝孔结构对照表
丝孔型号
板厚(mm)
£M2.5
M3
M4
M5
/M6
£0.7
不适于在板材上设置罗纹孔。
0.8
铆接螺母
翻边攻丝
翻边攻丝
点焊螺母
点焊螺母
1.0
铆接螺母
翻边攻丝
翻边攻丝
点焊螺母
点焊螺母
1.2
基材攻丝
翻边攻丝
翻边攻丝
翻边攻丝
铆、焊螺母
1.5
基材攻丝
翻边攻丝
翻边攻丝
翻边攻丝
铆、焊螺母
2.0
基材攻丝
基材攻丝
基材攻丝
翻边攻丝
铆、焊螺母
/2.5
基材攻丝
铆、焊螺母
注:
关于板厚与铆接紧固件的详细搭配关系请参照JGGS/GY-02-04-00《铆接紧固件选用规范》。
如果翻边孔与翻边孔之间及板材之间的距离太小,会造成板材的扭曲、变形,影响加工效果。
设计应按右面图5推荐的最小值设计。
3.弯曲结构设计规范:
图5
1)各种板材常规折弯结构依据《数控车间弯曲加工能力简介》。
2)板材在弯曲机上各角度正常加工后的内R约等同于料厚,所以在图纸中不应注明内R值,与弯曲件内R配合件的倒角应大于等于内R值以免配合干涉。
当料厚≤2.5mm时,对内R有特殊要求的可按R0。
3)关于孔到弯曲线的最小间距,见图6。
4)料厚≤2.0mm时,可任意角度折弯,料厚为2.5mm时,最小折弯角度为30°,不能压死边,料厚为3.0mm时,最小折弯角度图6
为60°,料厚≥4mm时,不允许有锐角零件。
5)料厚≤2.0mm时,可以实现“Z”型折弯,即断差折弯。
6)为避免零件的折弯撕裂可突起,对于料厚t≥2.5mm的零件,应设计宽度为1~1.5t工艺缺口。
4.焊接结构设计规范:
1)为了保证产品结构优秀的加工工艺性和良好的外观效果,焊点焊缝应设计在相对次要的表面上,情形类同于不锈钢结构,参看图14、15、16、17、18、19、20。
2)在公司现有的焊接方式下,参照附表5选用适合所设计结构的焊接方式。
附表5板厚、结构形式与焊接方式参照表
焊缝
形式
焊接工艺
及设备
使用范围
图例
标注要求
备注
贴
面
焊
平板点焊
普通点焊
t1+t2冷板及不锈钢
(t≤2.5,t1-t2≤0.5)
不需注明
工艺性最好,优先推荐次结构
间断
氩弧焊
t1+t2不锈钢
(t≤3.0,t1-t2≤2.0)
植焊
储能
植焊机
最大为M10或Ø10×25的螺柱或销与厚度不小于1.0的板材
不需注明
除接地外,代替非喷涂不锈钢贴面焊
塞焊
二保焊
电弧焊
t>2.5的任意可焊材料,需在次要件上绘制塞焊孔
适用于对强度有要求的厚板
对接断续
焊
氩弧焊
t≤2.5冷板及不锈钢板
适用于无防水要求的l≥150的焊缝
二保焊
1.0≤t≤2.5钢板
电弧焊
t>2.5钢板
对接满焊
氩弧焊
t≤2.5冷板及不锈钢板
适用于户外柜或有强度要求的长短焊缝
二保焊
1.0≤t≤2.5钢板
电弧焊
t>2.5钢板
断续角焊
氩弧焊
t≤2.5冷板及不锈钢板
适用于无防水和强度要求的l≥150的焊缝
二保焊
1.0≤t≤2.5钢板
电弧焊
t>2.5钢板
满
角焊
氩弧焊
t≤2.5冷板及不锈钢板
适于户外柜或有强度要求的焊缝
二保焊
1.0≤t≤2.5钢板
电弧焊
t>2.5钢板
半
封
角
氩弧焊
t≤2.0冷板及不锈钢门
优先推荐不封角,其次推荐半封角
气焊
t≤2.0钢门
二保焊
t≥2.5钢门
电弧焊
封角
氩弧焊
气焊
t≤2.0大尺寸(超2000X500X25)或承重的冷板及不锈钢门或箱体
不推荐
3)对于因材料规格小而出现的对接焊缝,应用加衬板点焊的方式代替断续对接焊缝或满对接焊缝,这样有助于提高产品档次和生产效率,如底座的“U”型对接,大台面的材料拼接,如图7。
4)对于适合点焊机加工的贴面焊结构,点焊边宽度必须≥15mm,板厚£2.5mm的钢板、不锈钢板的同材质焊接。
5)加强筋的设置:
宽度大于500mm的门板或带有面积≥门板面积的20%的散热孔、方孔等板类零件,必须设置加强筋增加强度,加强筋应采用V形,长度尽可能顶住零件两端弯曲边。
6)M8、M10点焊螺母可用于板厚£4.5mm零件的点焊。
图7
7)接地铜块不能与不锈钢材料之间进行焊接组合,但可以与钢焊合。
5.结构缝隙设计规范:
1)旋转门板与框架的间隙因直线度问题受门高影响,如门高H£1m,则单边间隙=1.5mm,如1m<H≤1.8m,则单边间隙=2.0mm,如门高H$1.8m,则单边间隙=2.5mm。
2)固定门板与框架的间隙与门高关系是,如门高H£1m,则单边间隙=0.5mm,如1m<H≤1.8m,则单边间隙=1.0mm,如门高H$1.8m,则单边间隙=1.5mm。
3)滑动结构的间隙与滑动面关系是参照附表6
附表6结构形式与配合间隙对照表
结构形式
配合面规格
单边配合间隙
备注
旋转门板
与框架
H<1m
1.5mm
例如:
内扣门等;
1m≤H≤1.8m
2.0mm
H$1.8m
2.5mm
固定门板
与框架
H<1m
0.75mm
例如:
机柜侧门板等;
1m≤H≤1.8m
1.0mm
H$1.8m
1.5mm
圆销滑动面
D≤&10,L≤50mm
0.15mm
例如:
门折页轴、门锁杆等;
平行滑动面
W≤100,L≤600mm
0.5mm
例如:
门折页轴、门转轴等;
箱盖与箱体
W≤200,L≤600mm
0.5mm
例如:
机箱、中置柜等;
固定件与固定件
W≤800,H≤600mm
公称尺寸-0.2
例如:
固定面板与面板等;
面板元件孔
公称尺寸≤180mm
公称尺寸+0.3
公称尺寸$180mm
公称尺寸+0.5
折弯间隙
t≤2.0
0.3mm
例如:
1.5mm门板折弯间隙0.3mm;
t$2.0
0.5mm
例如:
2.5mm门板折弯间隙0.5mm;
紧固件与安装孔
无焊接、组装位移的螺栓过孔
孔径为&M+1.0
例如:
出线孔盖M4的螺栓过孔为&5;
有焊接、组装位移的螺栓过孔
长圆孔为&M+1.0X(1.5M61.0)
例如:
面板孔M5的螺栓过孔为&6X10;
6.表面涂层种类选用规范:
1)由于喷涂厚度在60~90μm之间,边缘部位会稍厚,所以结构设计计算尺寸链时,零件单面按加0.2mm厚进行,如图8,JP-6A安装关系图中,涂层能影响面板与竖架板间的安装尺寸的因素,有C型材、肋条、竖架板共四个贴合面八层涂层,累积因涂层厚度可达8X0.2=1.6mm,所以如在设计时,充分考虑涂层因素,按每个尺寸链-0.2的偏差,则不会出现800偏大的情况。
2)所有需要处理、喷涂的工件,在结构设计时均需要预留工艺孔,以便于吊挂和排水,如图9。
图8
3)因在电镀件、覆铝锌钣、耐指纹钣、达克罗、电泳、不锈钢等工件上喷涂,其涂层附着力按国标方法检查均不合格,如果选用,则不应对涂层附着力有与普通钢板上一致的要求,该喷涂只起装饰作用。
4)因漆膜与粉膜之间的结合力较差,应避免工件喷粉后再喷漆。
5)因先后两涂层之间的结合力较差,应避免外购已有涂层的工件再喷涂。
6)因行业内喷粉分色工艺较为复杂,目前我公司暂时难以做到
 升级会员
升级会员 