聚苯乙烯塑料的生产基本工艺.docx
《聚苯乙烯塑料的生产基本工艺.docx》由会员分享,可在线阅读,更多相关《聚苯乙烯塑料的生产基本工艺.docx(9页珍藏版)》请在冰豆网上搜索。
聚苯乙烯塑料的生产基本工艺
聚苯乙烯塑料生产工艺
聚苯乙烯[1](PS)是一种无色透明热塑性树脂。
PS具备良好光学性能及电气性能,容易加工成型,着色性能好。
由于它具备良好性能,因而,当前已经成为世界上应用最广热塑性树脂,是通用塑料五大品种之一。
PS注射成型是PS制品重要加工办法。
PS是由苯乙烯单体加聚反映得到无定形聚合物。
苯乙烯聚合方诸多,重要有本体聚合、悬浮聚合和乳液聚合等。
文章以PSGP-525制造工艺马为例,对成型技术进行了研究。
1PS塑料成型特性分析
1.1工艺特性
(1)熔点不明显:
聚苯乙烯为无定形聚合物,熔融温度范畴较宽,且热稳定性较好,约在95℃左右开始软化,在190℃成为熔体,在270℃以上开始浮现分解。
(2)比热较低:
加热流动和冷却固化速度快,熔体粘度适中,且流动性好,塑化效率较高,易于成型;在模具冷却硬化也比较快,故模塑周期短。
(3)受温度和压力影响较大:
成型温度和压力增长,对聚苯乙烯熔体流动性有明显增长,其中温度比压力影响更大,在成型过程中,可以通过变化温度和压力,来调节熔体流动性。
(4)吸水性较低:
聚苯乙烯吸水性<0.05%,成型中所容许水分含量普通为0.1%,因而普通无需进行预干燥解决。
(5)收缩率较低:
聚苯乙烯收缩率普通在0.4%左右,制品成型稳定性好。
1.2注塑机工作原理及构造[2]
(1)注塑机工作原理:
注塑机工作原理与打针用注射器相似,它是借助螺杆(或柱塞)推力,将已塑化好熔融状态(即粘流态)塑料注射入闭合好模腔内,经固化定型后获得制品工艺过程。
注射成型是一种循环过程,每一周期重要涉及:
定量加料—熔融塑化—施压注射—充模冷却—启模取件。
取出件后又再闭模,然后再进行下一种循环。
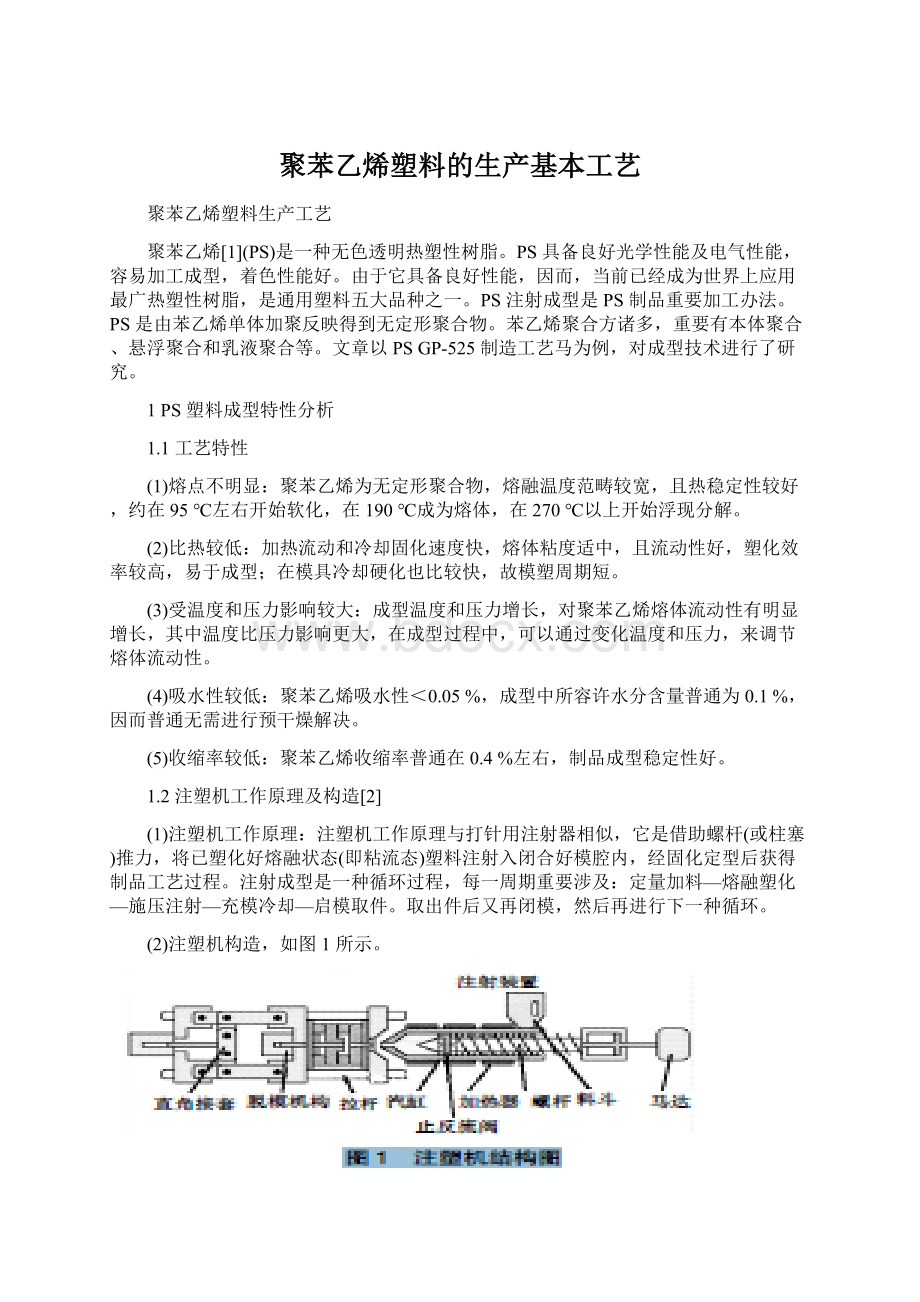
(2)注塑机构造,如图1所示。
图1注塑机构造图
Fig.1Structureofinjectionmachine
1.3制品与模具设计
(1)制品壁厚:
制品壁厚应依照树脂状况进行选取。
为减少制品内应力,有助于物料均匀收缩,在考虑制品壁厚时,应注意壁厚均匀性,规定相差不要太大,并避免缺口、尖角存在,转角、厚薄连接处等部位采用圆弧进行过渡。
(2)顶出系统设计:
要设计恰当脱模锥度,较高型芯光洁度和较大面积顶出部位,以防止强行脱模产生脱模应力。
(3)模具规定:
对厚壁制品,浇口应开设在制品厚壁部位;模具核心部位应有效地设立冷却水道,保证模具冷却对消除或减少收缩起着较好效果;对于不同厚度塑料制品,其模温规定不同,对于厚壁制品其模温要恰当高某些。
(4)原料准备。
注塑用PS树脂,普通为无色到蓝色颗粒。
PS树脂吸水性较低,普通无需进行预干燥解决。
1.4成型工艺
(1)注塑温度:
PS注射温度可在较宽范畴内选用,但注射温度过高会减少制品机械性能,而过低又会影响制品透明度,因而普通控制在180~245℃之间。
可视机台能力大小和使用状态进行加工温度范畴调节。
(2)注射压力:
PS注射压力可在60~150MPa范畴内选用。
普通说来,大浇口、厚壁制品注射压力可低些,而薄壁、长流程、形状复杂制品注射压力则应高些。
(3)注射速度:
注射速度越快,越容易导致分子链取向限度增长,从而引起更大取向应力。
但注射速度过低,塑料熔体进入模腔后,也许先后分层而形成熔化痕,产生应力集中线,易产生应力开裂。
因此注射速度以适中为宜。
最佳采用变速注射,在速度逐渐减小下结束充模。
(4)模具温度:
模具温度最佳控制在60~80℃之间。
(5)注意事项:
生产应持续进行,若停机,应排空料筒中残存料,以避免再升温时材料分解及产品黑点产生;再开机时,应先排料,以清洗料筒。
2典型PS塑料制品加工
2.1原材料及设备
PS:
GP-525,汕头海洋第一聚苯树脂有限公司。
注塑机:
海天650。
2.2PS制品形状
图2是某PS制品照片,该产品构造特点:
材料为PS,
外观为无色透明,表面规定为无水纹、无划伤、无黑点、无飞
边等缺陷。
产品外形上面为马,下面为底座。
产品尺寸为:
110mm×40mm×115mm。
质量规定见表1。
图2某PS制品照片
Fig.2PhotoofcertainPSproduct
表1PS制品质量规定Tab.1QualitystandardofPSproduct
检查项目质量原则
外观无色透明,不容许变形、杂物、气泡、水纹、飞边
尺寸依照技术原则
跌落实验制品从1.2m高跌到水泥平地上,不容许有损坏、断裂等现象
实验
聚苯乙烯泡沫塑料(EPS)因隔热、隔音、防潮、防震、质轻价廉等优良特性,广泛应用于家
电、仪表、电子、食品等工业⋯。
但EPS$0品大某些在一次使用之后作为废弃物直接丢弃,且密度小、体积大、运送闲难、不易自然降解和生物降解,因而累积了大量废弃塑料。
EPS~I品大量使用和废弃物累积,已经构成了“白色污染”重要构成某些,引起了人们关注]。
国家已将废弃塑料列为21世纪在环保领域要控制三大重点之一。
对废聚苯乙烯泡沫塑料(WPS)进行资源回收运用,是有效缓和当前资源短缺和抑制“白色污
染”重要手段。
当前,国内外对WPS资源化运用办法重要有掩埋焚烧法、物理再生、生物降解法]、裂解回收法_9]、化学改性法n“等。
其中,通过裂解法回收WPS,不但能有效解决WPS污染问题,还能得到大量裂解油等能源物质以及苯乙烯等化工原料产品,具备较好社会效益和经济效益,被以为是最有前程回收办法J。
本T作依照石油裂化原理,采用氯化铝、氧化铝和氧化钙3种催化剂,对WPS进行了催化裂解研究,考察了相应裂解条件,并对裂解油成分进行了GC分析,以期为塑料裂解工业应用提供参照。
l实验某些
1.1材料、试剂和仪器
WPS:
电器包装用白色泡沫塑料,去除表面
杂质,并切成小块备用。
氧化铝、氯化铝、氧化钙:
分析纯。
TYHw型调压恒温电热套:
郑州博大仪器有
限公司;GC一14C型气相色谱仪:
日本岛津公司;
SDTQ一600型热重综合分析仪:
美国TA公司。
1.2实验办法
精确称取25.0g经热熔消泡后WPS颗粒,加
入三口圆底烧瓶中,再加入一定量催化剂(固定
催化剂用量为wPS加人量2%(w)),连接好回流
反映装置,开始加热升温,并于设定温度下进行裂
解反映,直至WPS裂解完全。
冷却后收集裂解油称
重,计算收率。
裂解时间计时从第一滴液态馏分
浮现开始,至WPS所有转化为液态物质为止。
1-3分析办法
1.3.1WPS热分析
取2mg左右WPS试样,采用热重综合分析
仪,测量TG,DTG,DSC曲线。
操作条件:
升
温速率l0oC/min,温度范畴26~600℃,N,流量40
mL/min。
1.3.2裂解油产率计算
WPS催化裂解可得到固体物质、液体WPS催化裂解可得到固体物质、液体物质(裂
解油)和气体物质,裂解油产率(】,,%)见式
(1):
】,=×100%
(1)
m0一,
式中:
m。
为WPS加入量,g;m为WPS裂解得到
固体物质质量,g;m,为WPS裂解得到液态
物质质量,g。
1.3.3裂解油产物GC分析
对裂解油产物进行GC分析。
操作条件:
CBP1一
M25—025毛细管柱,氢火焰离子化检测器,检测温
度250oC,(气化室)进样器260℃,载气流量200
mL/min,氢气流量50mL/min,空气流量50mL/
rain,进样量0.5L,分流比30:
1,尾吹20mL/
rain,柱温160℃。
程序升温:
初始柱温ll0℃,保
温0rain,升温速率6~C/min,终结柱温160,保
温1min。
用面积归一法进行定量分析。
2成果与讨论
2.1WPS热分析成果
为了理解WPS热裂解特性,对WPS试样进
行了热分析。
50~190oC范罔内WPS试样DSC曲
线见图1。
WPS试样热分析曲线见图2。
由图1可见:
107oC左右浮现一种吸热峰,对
应WPS玻璃化转变过程,表白其玻璃化转变温度
约为107℃;吸热峰峰型较宽,也许是由于升温
速率过快,导致热流效应辨别不明显。
由图2可见:
DSC曲线在335~430oC之间出
现一种大吸热峰,相应WPS裂解吸热反映;
TG曲线表白,在温度超过280oC时WPs开始失
重,超过335cC时失重加快开始裂解,温度升
至398oC时有50%WPS裂解,434oC时有95%
WPS裂解,最后有5%WPS炭化不再失重;
DTG曲线峰顶出当前407oC左右,表白在407
左右裂解速率最快,与文献[12]报道数据接
近。
综合考虑热分析成果,WPs熔融消泡温度
应选取在107℃左右,催化裂解温度应选取在
280-430oC范畴内。
2.2反映条件对WPS裂解油产率影响
裂解温度和催化剂种类对WPS裂解油产率
影响见图3。
由图3可见:
裂解温度越高,裂解油
产率越高;低于380oC时,催化剂裂解制油能力大
小顺序为:
氧化钙>氯化铝>氧化铝;高于400oC
时,3种催化剂活性相近,裂解油产率均在85%
以上。
这是由于,在不同催化剂作用下,也许存在
不同聚苯乙烯(PS)裂解机制,裂解温度低,催
化剂活性差别体现出来;而在较高裂解温度
下,PS碳链受热充分,碳链断裂速率加快,解聚
反映彻底,裂解油产率都接近各自最大值。
综
合考虑,氧化钙催化活性优于氯化铝和氧化铝,
催化裂解最佳温度应控制在380oC附近,这与文献
E2]报道成果一致。
裂解
图4。
由图4可见:
随裂解温度升高,3种催化剂
裂解时间均缩短,这是由于裂解温度升高,PS
碳链断裂速率加快,自然裂解完全所需时间缩
短;但裂解时间缩短快慢不同,氧化钙和氯化铝
明显快于氧化铝。
裂
2.4反映条件对苯乙烯回收率影响
催化裂解WPS回收苯乙烯单体,是WPS资源
化运用重要课题。
裂解温度和催化剂种类对苯乙
烯回收率影响见图5。
由图5可见,裂解温度和催
化剂种类对苯乙烯回收率均有较大影响。
当裂解温
度低于380℃时,随裂解温度升高,苯乙烯回收
率均呈增大趋势,3种催化剂活性高低顺序为:
氧化钙>氯化铝>氧化铝。
当裂解温度达到380oC
时,苯乙烯回收率均达到最大值,且氧化钙催化裂
解时苯乙烯回收率超过70%。
随裂解温度进一步
升高,3种催化剂催化裂解WPS时,苯乙烯回收率
均急剧下降。
因而,选取裂解温度为380cC。
综合考虑裂解油产率、裂解时间、裂解油产物纯度及苯乙烯单体选取性,得出在本实验条件下,
WPS催化裂解最佳催化剂为氯化铝,在380℃下催化裂解25min时,裂解油产率可达85.48%,裂解油中苯乙烯含量为80.66%(w),且副产物较少。
3结论
a)WPS熔融消泡温度应选取在107℃左右,催化裂解温度应控制在280-430℃范畴内。
b)随裂解温度升高,氯化铝、氧化铝和氧化钙3种催化剂裂解油产率均增长,裂解时间均缩短。
裂解温度升至430时,裂解油产率均在85%以上。
c)当裂解温度低于380℃时,随温度升高,3种催化剂催化裂解苯乙烯回收率均呈增大趋
势;当进一步升高裂解温度时,苯乙烯回收率均急剧下降。
d)裂解温度越高,裂解油中苯乙烯含量越低,副产物含量越高,裂解油成分越复杂,苯乙烯
选取性越低。
e)在本实验条件下,WPS催化裂解最佳催化剂为氯化铝,在380cI=下催化裂解25min时,
裂解产油率可达85.48%,裂解油中苯乙烯含量为80.66%(w),且副产物较少。
 升级会员
升级会员 