成型车间规章制度汇编.docx
《成型车间规章制度汇编.docx》由会员分享,可在线阅读,更多相关《成型车间规章制度汇编.docx(7页珍藏版)》请在冰豆网上搜索。
成型车间规章制度汇编
成型车间工艺、质量管理考核办法
工艺、质量管理作为成型车间管理的重要组成部分,工艺、质量管理的好坏直接影响成型车间正常工作的进行,为使工艺、质量管理工作形成制度,长期有效的执行。
现对工艺、质量管理具体内容、责任人及考核办法作出规定。
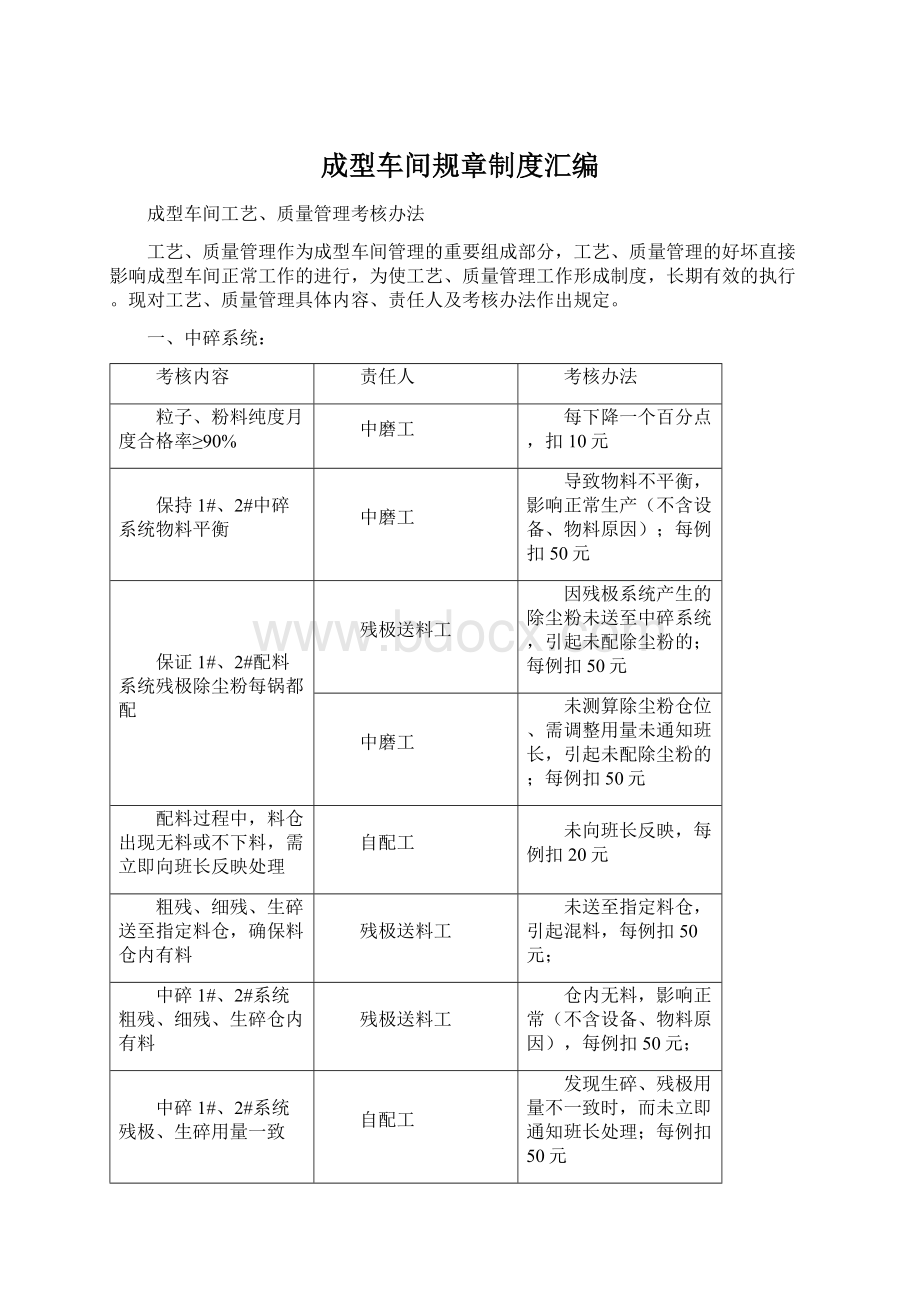
一、中碎系统:
考核内容
责任人
考核办法
粒子、粉料纯度月度合格率≥90%
中磨工
每下降一个百分点,扣10元
保持1#、2#中碎系统物料平衡
中磨工
导致物料不平衡,影响正常生产(不含设备、物料原因);每例扣50元
保证1#、2#配料系统残极除尘粉每锅都配
残极送料工
因残极系统产生的除尘粉未送至中碎系统,引起未配除尘粉的;每例扣50元
中磨工
未测算除尘粉仓位、需调整用量未通知班长,引起未配除尘粉的;每例扣50元
配料过程中,料仓出现无料或不下料,需立即向班长反映处理
自配工
未向班长反映,每例扣20元
粗残、细残、生碎送至指定料仓,确保料仓内有料
残极送料工
未送至指定料仓,引起混料,每例扣50元;
中碎1#、2#系统粗残、细残、生碎仓内有料
残极送料工
仓内无料,影响正常(不含设备、物料原因),每例扣50元;
中碎1#、2#系统残极、生碎用量一致
自配工
发现生碎、残极用量不一致时,而未立即通知班长处理;每例扣50元
各项记录真实、完整、准确、整洁,符合原始记录要求
中磨工、自配工、班长
不符合原始纪录要求,每处5元
对班组内反映的问题,做出处理、反映;并将未解决的问题做好交接(按交接班制度执行)
班长
未处理、反映,每例扣30元;问题交接不清的,每例扣20元
二、混捏系统:
考核内容
责任人
考核办法
混捏时间符合工艺要求
出锅工
总混时间65—67分钟,扣5元/锅;总混时间63—65分钟,扣10元/锅;总混时间63分钟以下,扣15元/锅;
下油工
干混时间超过32分钟,扣5元/锅;干混时间28—26分钟,扣5元/锅;干混时间26—24分钟,扣10元/锅;干混时间24分钟,扣15元/锅;
混捏班组
月度混捏考核锅数比例最小的班组,奖励200元
废糊
下油工
每产生一锅废糊,扣50元
新、老混捏系统溜槽处冷料清理,并将冷料放入指定铁畚箕中
出锅工
未清理,每例扣10元;将冷料锹入糊料中,每例扣50元
振动成型机结球
出锅工、
下油工
因人为原因(重油、多只糊箱出锅)引起振动成型机结球,每例扣50元
生产过程中出现的问题,需立即向班长处理
出锅工、
下油工
未向班长反映,每例扣20元
各项记录真实、完整、准确、整洁,符合原始记录要求
出锅工、下油工、班长
不符合原始纪录要求,每处扣5元
对班组内反映的问题,做出处理、反映;并将未解决的问题做好交接(按交接班制度执行)
班长
未处理、反映,每例扣30元;问题交接不清的,每例扣20元
三、振动成型系统:
考核内容
责任人
考核办法
生块底部喷淋冷却水
班长、
平料工
底部冷却水未开,每例扣10元;
生块顶部喷淋冷却水
班长
顶部无冷却水(不含设备因素),每例扣20元
停产前,最后一个夜班,将均温箱格栏上部糊料清理干净
班长
未清理,每例扣20元;
振动成型机结球
开机工
因人为原因(估算错误等)引起振动成型机结球,每例扣50元
生产过程中出现的问题,需立即向班长处理
平料工
未向班长反映,每例扣20元
生块倒角处横裂月度不超过3块/人
平料工
超出部分,扣20元/块
各项记录真实、完整、准确、整洁,符合原始记录要求
开机工、
班长
不符合原始纪录要求,每处5元
对班组内反映的问题,做出处理、反映;并将未解决的问题做好交接(按交接班制度执行)
班长
未处理、反映,每例扣30元;问题交接不清的,每例扣20元
四、检查方法及规定:
1、车间每日对各岗位进行不定时检查,并进行统计。
2、交接班过程中交班不清的考核,在8:
30时前告知车间管理人员,逾期责任由接班者自负。
3、未尽内容以厂部、车间规定为准。
4、此办法自2010年9月1日开始执行。
成型车间
2010-8-31
成型车间现场管理工作区域责任
成型车间现场管理主要包括中碎系统、混捏系统、振动成型系统三块,具体工作区域责任划分如下:
一、中碎系统:
序号
区域
要求
标准
责任人
1
1#、2#中碎1—5楼
每班清扫
地面及角落无杂物、无明显积灰
1—2楼当班开机工,3—5楼当班班长
2
残极厂房1—5楼
每班清扫
地面及角落无杂物、无明显积灰
当班残极输送工
3
1#、2#、3#磨机现场
每天白班清扫
2#中碎与残极厂房地面、磨机底部积料及时清理
当班中碎班长
4
1#中碎汽缸油加热处空地
每天白班清扫
现场无油污、地面清洁
当班中碎班长
5
2#中碎与残极厂房之间地面
每天白班清扫
地面整洁无杂物
当班开机工
6
中碎控制室
每班清洁
地面整洁、控制柜表面无积灰、见本色。
当班开机工
7
残极休息室
每班清扫
现场无杂物、地面清洁
当班残极输送工
8
自配控制室
每班清理
地面、墙面、设备无积灰、见本色,玻璃洁净明亮;桌面简洁品摆放有序
每班自配工
9
配料过道及自配车停车处现场
每班清扫
地面无积料
当班自配工
二、混捏系统:
1
1#、5#、9#混捏锅以东区域
每班清扫
地面无明显积灰
当班混捏班长
2
11#、5#、9#混捏锅含以西至安全通道线
每班清扫
现场地面、混捏锅无明显积灰,液压站无油污、无明显积灰
当班开机出锅工1
3
放料平台
每班清扫
无明显积灰、积料
当班下料工2
4
混捏休息室、更衣室
每班清扫
地面、桌面整洁、箱背无杂物
当班下料工1
5
1#、2#行车
每天白班清扫
驾驶室内无明显积灰、设备无明显积灰
当班行车工
6
出锅地下室
每班清理
地面及轨道无明显积料
当班开机出锅工
7
2#高位槽周边现场
每天白班
地面整洁、无明显积灰
每班混捏班班长
三、振动成型系统:
1
安全通道线以西区域
每班清扫
地面、墙沿整洁、无明显积灰
当班平料工1
2
振动成型机及冷却链条减速箱、电机外表
每班清洁
表面无油污、无明显积灰,设备见本色
当班平料工2
3
振动成型机液压站
每班清洁
表面无油污、无明显积灰、设备见本色
当班班长
4
振动成型机休息室
每班清扫
地面整洁无杂物、桌面简洁、设备摆放有序
当班平料工2
5
振动成型控制室
每班清扫
地面、桌面、设备、楼梯、扶手无积灰见本色,玻璃洁净明亮,控制台简练、物品摆放有序。
当班开机工
6
安全通道以西区域两侧窗户
每天白班清理
窗台、轨道、玻璃屋明显积灰。
当班振动成型班班长
7
油水分离池
每月清理白班清理两次
表面有机悬浮物清理、更换过滤材料及处理。
有振动成型班班长组织实施
四、检查方法及规定:
1、车间每日对各岗位进行不定时检查,并进行统计。
2、交接班过程中交班不清的考核,在8:
30时前告知车间管理人员,逾期责任由接班者自负。
3、未尽内容以厂部、车间规定为准。
4、此办法自2010年9月1日开始执行。
成型车间
2010-8-31
 升级会员
升级会员 