线轧区精整岗位设备使用维护规程.docx
《线轧区精整岗位设备使用维护规程.docx》由会员分享,可在线阅读,更多相关《线轧区精整岗位设备使用维护规程.docx(16页珍藏版)》请在冰豆网上搜索。
线轧区精整岗位设备使用维护规程
线轧区精整岗位设备使用维护规程
第一条设备主要性能参数
(一)设备简图
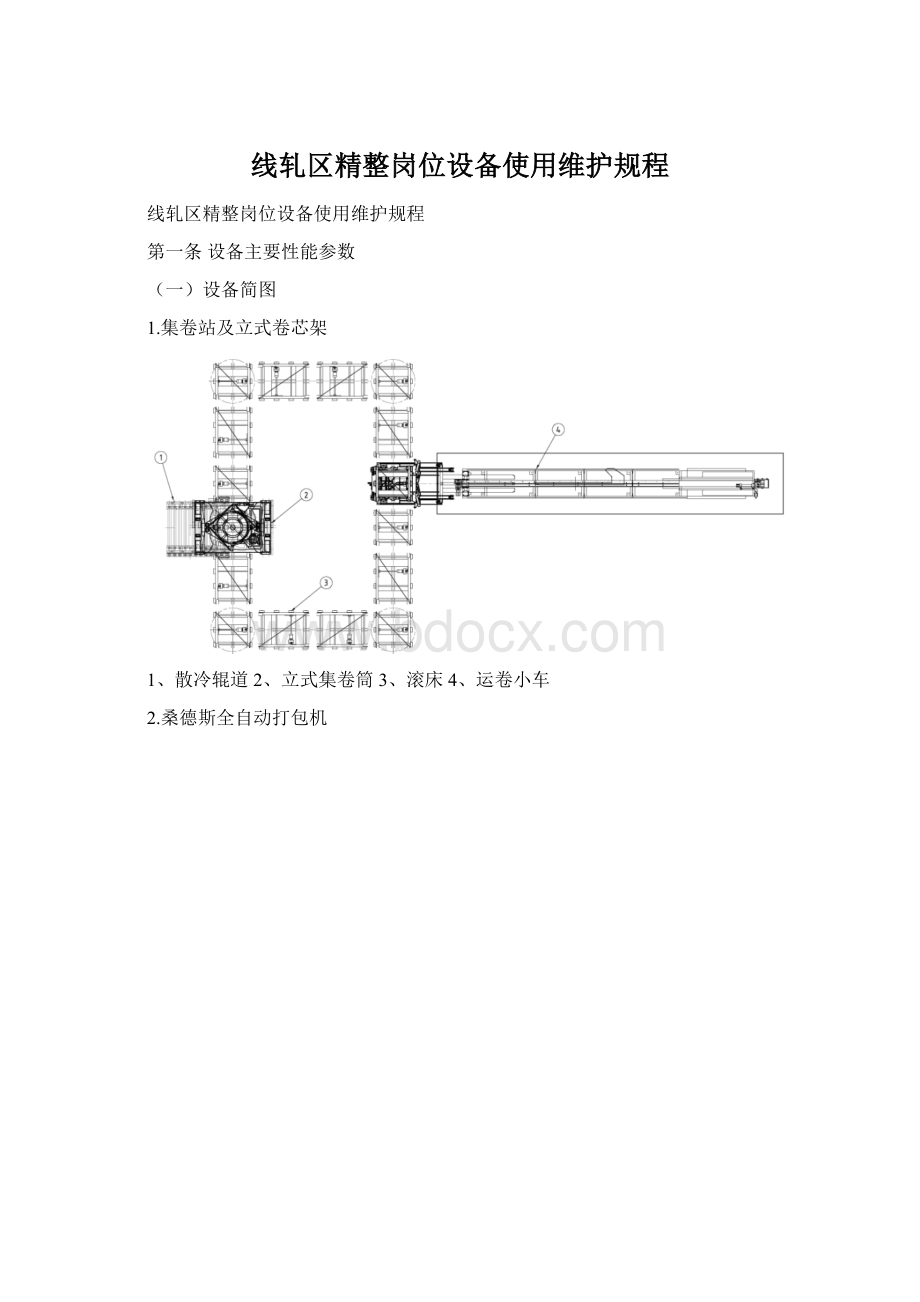
1.集卷站及立式卷芯架
1、散冷辊道2、立式集卷筒3、滚床4、运卷小车
2.桑德斯全自动打包机
3.卸卷站
1、卸卷小车2、卸卷平台3、盘卷4、C型钩
(二)设备技术参数
1.集卷站
(1)集卷筒
气动系统工作压力0.4MPa
气缸200×320mm
电机型号5.5Kw1440rpm
鼻锥升程50mm
(2)升降托板
线卷尺寸φ1250/φ850mm
最大集卷高度3200mm
托板升降最大距离3600mm
集卷板弓形门开闭油缸
油缸:
活塞直径φ80/φ45mm,行程550mm数量2个
液压系统压力10.5Mpa
升降电机减速机DSZR147-41.1YTSZ200L2-4E-IM1;功率37Kw1465r/min
2.立式卷芯架
(1)3轴/4轴轮式输送机;
卷芯架移动速度0.2~0.4m/s
减速电机速比:
44.73
功率:
0.75Kw
电压:
交流变频,380V
(2)6轴轮式输送机
卷芯架移动速度0.2~0.4m/s
减速电机速比:
44.73
功率:
1.5Kw
电压:
交流变频,380V
(3)举升轮式输送机
卷芯架移动速度0.2~0.4m/s
减速电机速比:
44.73
功率:
0.75Kw
电压:
交流变频,380V
举升液压缸2件,φ80/φ56-230
举升时间3s
(4)翻转轮式输送机
卷芯架移动速度0.2~0.4m/s
减速电机速比:
44.73
功率:
0.75Kw
电压:
交流变频,380V
翻转液压缸2件288/MT4φ100/φ70-1425
夹紧液压缸2件CDM/MP5φ40/φ28-125
翻转时间6s
(5)回转轮式输送机
卷芯架移动速0.2~0.4m/s
减速电机速比:
44.73
功率:
0.75Kw
电压:
交流变频,380V
旋转减速电机速比:
54.7
功率:
1.1Kw
电压:
交流变频,380V
(6)卷芯架
卷芯架对中精度±10mm
(7)运卷车
移动速度0.7~1.2m/s
减速电机速比:
28.93
功率:
2.2Kw
电压:
交流变频,380V
升降液压缸1件φ80/φ56-350
升降行程200mm
卸卷周期30s
3.P&F线
(1)驱动装置
电机功率:
11KW。
减速比:
74.52。
直线链速:
18m/min。
(2)车组总成
车组数量:
A、B线各45套
积放长度:
1850mm。
小车承载能力:
2800kg。
(3)牵引链条总成
型号:
S级牵引链条总成。
推杆间距:
T=1225.6mm。
抗拉强度:
56吨。
(4)张紧装置
行程:
S=900。
气缸作用力:
750KgF。
介质要求:
压缩空气0.4-0.6MPa。
控制电压:
DC24V
(5)定位装置
①停止器
控制电压:
DC24V。
②夹紧器
控制电压DC24V。
③占位发号器/瞬间占位发号器
控制电压:
DC24V。
(6)润滑装置
控制电压:
AC220V。
4.打包机
(1)桑德斯全自动打包机
最大钩子长度(从钩尖到钩尾):
5000mm;
打包机最大开口尺寸:
4930mm;
压实力:
可调节的从50KN到500KN;
最小的压实后盘卷长度:
大约600mm。
(2)国产半自动打捆机
压紧方式:
液压双向压紧
压紧力:
400KN
工作压力:
13MPa
拧扣用齿轮减速电动机:
减速机型号:
YCJ132-B3-2.2-75/YCJ132-B8-2.2-75各两台。
额定功率:
2.2KW
5.称重站
称重范围:
≤3000kg(最小刻度1kg)。
动力电压:
380V,50Hz。
控制电压:
DC24V。
系统压力:
10MPa。
6.卸卷站
输送小车液压缸缸径:
φ80mm。
升降行程:
260mm。
小车行走行程:
8500mm。
横移小车液压缸缸径:
φ115mm。
横移行程:
1530mm。
介质要求:
动力电压:
380V,50Hz。
控制电压:
DC24V。
系统压力:
10MPa。
第二条设备操作步骤
(一)设备启动前的检查
(1)全面检查设备区域的四周,清除一切影响操作及设备运转的障碍物。
(2)检查各联接螺栓是否紧固。
(3)检查液压系统的压力(15Mpa)、流量(400L/min)是否正常,有无泄漏。
(4)检查设备的安全装置是否齐全。
(二)设备操作
1.集卷站操作
暂无
2.立式卷芯架操作
暂无
3.P&F线停开机
在确认系统电源指示灯亮并且无故障报警后,按下系统启动按钮,电铃预响,响铃后PF链启动运行;按下系统停止按钮,PF链停止运行。
4.打包机操作
(1)桑德斯全自动打包机
①开车
将电源打开,所有的急停开关复位,E900显示屏打开,四个K头选中激活,启车完成。
之后可以选择自动或手动操作。
②停止
紧急停止:
“急停”只能在紧急状态下使用,打捆机及液压泵停。
顺序停止:
打捆机停止顺序动作。
安全停车:
打捆机停止。
③自动方式:
在主控面板上将旋钮置于“AUTO”状态,C型钩控制按钮切换至远程,打捆机自动完成一个打捆循环。
④手动方式:
在操作面板E900上选择操作K头,每旋转到一个步骤按下开始开关,待动作完成后松开开始开关。
a.车手动,K头自动:
使K头处于自动状态,依次执行“压实步骤1一托架上升一压实步骤2一弯道前进一开始自动打包”,之后“车全部复位”,一个打捆循环完成。
b.车手动,K头手动:
依次执行“压实步骤1”到“弯道前进”,之后依次执行“喂线”到“K头复位”,再到“车全部复位”,一个打捆循环完成。
⑤打包机在特殊情况的操作过程
在特殊情况下,线卷压紧后,需要对某个K头单独操作。
有自动和手动两种方式。
a.自动方式:
先选择好需要操作的K头,将不需要操作的K头关闭。
在主控面板上的选择开关选择“AUTO”状态;这样,被选中的K头自动完成一个打包循环。
b.手动方式:
选中需要操作的K头,按照正常情况下K头的手动操作步骤操作即可完成一个打捆循环。
(2)国产半自动打捆机
暂无
5.卸卷站操作
(1)手动模式
选择“卸卷站手动”,进入手动模式,选择“卸卷小车升”,卸卷小车开始升起动作(转换开关打到中间位停止动作),到达高限位后停止,同时“卸卷小车高位”指示灯亮。
选择“卸卷小车降”,卸卷小车开始下降动作,到达低限位后停止,同时“卸卷小车低位”指示灯亮。
选择“小车允许驶入”,再选择“卸卷小车前进”,卸卷小车开始前进动作,到达前进限位后停止,同时“卸卷小车前进到位”指示灯亮。
选择“小车允许驶出”,再选择“卸卷小车后退”,卸卷小车开始后退动作,到达后退限位后停止,同时“卸卷小车后退到位”指示灯亮。
选择“横移车左移”,横移车开始左移动作,到达A车位后停止,同时“横移车A位”指示灯亮。
选择“横移车右移”,横移车开始右移动作,到达B车位后停止,同时“横移车B位”指示灯亮。
(2)自动模式
选择“卸卷站自动”,卸卷小车进入自动模式。
当PF链将C型钩运至卸料位后,卸卷小车自动升起将盘卷托起,接到上升到位信号后液压缸停止动作。
同时液压马达启动带动卸卷小车运行将盘卷移出。
然后卸卷小车下降将盘卷卸于卸卷台,低限位发出信号,液压缸停止动作,同时液压马达反向带动卸卷小车运行返回卸料位等待。
6.设备的紧急停车
发生以下事故时,立即按下“紧急停车”按钮停车:
(1)发生人身及设备事故时;
(2)设备有较大异响或出现强烈振动时;
(3)电气设施产生焦味、冒烟、冒火或遭严重水淋时。
第三条设备运行中的检查
检查部位
检查项目
检查内容
检查周期
检查标准
电动机
本体
振动
每班
无明显振动
轴承
温度
每班
<65℃
连接螺栓
松弛
每班
无松动
接地线
接地
每班
有接地
集卷站
润滑
泄露
每班
无油迹
液压
泄露
每班
无泄露
气动
泄露
每班
无泄露
立式卷芯架
润滑
泄露
每班
无油迹
液压
泄露
每班
无泄露
轴承
温度
每班
65℃
打包机
润滑
泄露
每班
无油迹
液压
泄露
每班
无泄露
轴承
温度
每班
65℃
部位
故障现象
故障可能原因
排除方法
齿轮箱
主动轴断
与电机轴同轴度不好
更换新轴后,重新找正
振动异常
地脚螺栓松动
紧固地脚螺栓
电机
振动异常
地脚螺栓松动
紧固地脚螺栓
P&F线
载货小车在某一积存区内超量积存
发车停止器处正常通行状态
关闭停止器,检查并处理
气路软管故障
打开积存区的停止器、释放积存的小车(必须保证前面有小车空位),直到小车“挤死”现象解除为止,更换软管
气缸故障
更换气缸
继电器故障
检查继电器电路的工作状态。
计数器故障
检查处理
限位开关故障
更换限位开关
两辆载货小车同时进岔合流而发生小车挤死
1.止送爪卡住开不起
2.停止器卡在通位置
3.气路或气缸故障
4.继电器回路故障
5.限位开关故障
1.检查两辆小车的止送爪是否动作不灵,必要时更换。
2.检查修理停止器
3.检查气路,必要时更换相关元件
4.关闭并检查继电器回路的状态。
5.检查更换限位开关
打包机
打捆线送不到位,送不出线
系统压力不足或无压
调节
压板磨损严重
更换
送线轮压辊磨损严重
更换
线道变形、卡阻
处理线道
剪刃松动、卡线
紧固
压辊阀组背压大、压力不足
调节
捆线出槽
线道与线道盖不严
调整更换
捆线不符合要求
换线
线打卷
线道不平滑
调整
前弯道变形合不严
更换
剪刃松动
紧固
压板松
紧固
无扭结
夹紧器磨损严重
更换
压板松动、磨损
紧固、更换
打包头中功能件同时动作
电器信号乱
电工处理
线不出打包头
送线器无信号
电工处理
夹紧器未返回工作位
手动换向阀
剪刃松动、未返回
处理阀或缸
压紧过程中突然停止运动
换向阀断电
找电工
液压系统无压
调节
压实灯亮无压发讯停止
找原因
有泄露点、
经常漏油
接头密封圈与沟槽不符
正确安装
安装方式不对,油温高
降温
超压使用
调压
卸卷站
小车上部升程不够
液压缸行程短
调整液压缸行程
小车液压马达漏油
密封损坏
更换液压马达密封
小车运行不平稳
轴承损坏
更换轴承
运行速度降低
轮与导轨道磨损力加大
更换走轮
第四条设备运行中故障的排除
第五条设备的维护
(一)设备停车后,应检查齿轮、轴承油管有无堵塞,箱体结合面和转动部分有无漏油。
(二)每班清扫设备周围环境,清除污垢杂物,保持设备清洁。
(三)检修后保证活完地净。
第六条设备的润滑
(一)集卷站及立式卷芯架设备的润滑
序号
润滑部位
点数
油品
润滑周期
润滑
方式
加油
油量
1
分离指
2#锂基脂
集中润滑
2
托架升降导轮
2#锂基脂
3
托架升降支承轮
2#锂基脂
4
托架升降链轮轴承
2#锂基脂
5
托架升降链条
2#锂基脂
6
托架升降齿轮联轴器
2#锂基脂
7
滚床驱动减速器
小车驱动减速器
220#重负荷齿轮油
每月
补油
油池
8
滚床车轮轴承
2#锂基脂
集中润滑
9
翻转液压缸铰接轴承
2#锂基脂
10
翻转臂轴承
2#锂基脂
11
小车车轮轴承
2#锂基脂
12
小车升降液压缸及销轴
2#锂基脂
13
小车驱动链条
30#机油
一周
适量
(二)P&F线设备的润滑
序号
润滑部位
加油点数
润滑方式
油脂品种牌号
加油
执行人
周期
油量
1
牵引链条
油雾
30#机械油
集中润滑
岗位人员
2
牵引链条轴承
手动加油
2#极压锂基脂
一年
挤出旧油
3
驱动减速机
手动加油
150#中负荷工业齿轮油
1年
4
道岔滚动轴承
手动加油
2#极压锂基脂
半年
挤出旧油
5
张紧装置走轮
手动加油
2#极压锂基脂
半年
挤出旧油
6
积放小车轮
手动加油
2#极压锂基脂
半年
挤出旧油
7
驱动链轮
手动加油
2#极压锂基脂
7天
挤出旧油
8
止退器轴径
涂油
30#机械油
15天
0.003kg
(三)打包机设备的润滑
序号
润滑部位
加油点数
润滑方式
油脂品种牌号
加油
执行人
周期
油量Kg
(四)称重站设备的润滑
序号
润滑部位
加油点数
润滑方式
油脂品种牌号
加油
执行人
周期
油量Kg
(五)卸卷站设备的润滑
序号
润滑部位
加油
点数
润滑
方式
油脂品种牌号
加油
负责人
周期
油量
小
车
1
齿接手
手动加油
2#锂基脂
每月
挤出旧油
岗位工人
3
车轮
2#锂基脂
每月
挤出旧油
托
架
机
构
1
托架前活动轴承
2#锂基脂
每月
挤出旧油
2
托架前固定轴承
2#锂基脂
每月
挤出旧油
3
连杆前轴承
2#锂基脂
每月
挤出旧油
4
油缸前铰接轴承
2#锂基脂
每月
挤出旧油
5
油缸后铰接轴承
2#锂基脂
每月
挤出旧油
6
托架后活动轴承
2#锂基脂
每月
挤出旧油
7
连杆后轴承
2#锂基脂
每月
挤出旧油
8
托架后固定轴承
2#锂基脂
每月
挤出旧油
 升级会员
升级会员 