台阶轴零件的编程及仿真加工.docx
《台阶轴零件的编程及仿真加工.docx》由会员分享,可在线阅读,更多相关《台阶轴零件的编程及仿真加工.docx(12页珍藏版)》请在冰豆网上搜索。
台阶轴零件的编程及仿真加工
台阶轴零件的编程及仿真加工
教学内容
任
务
目
标
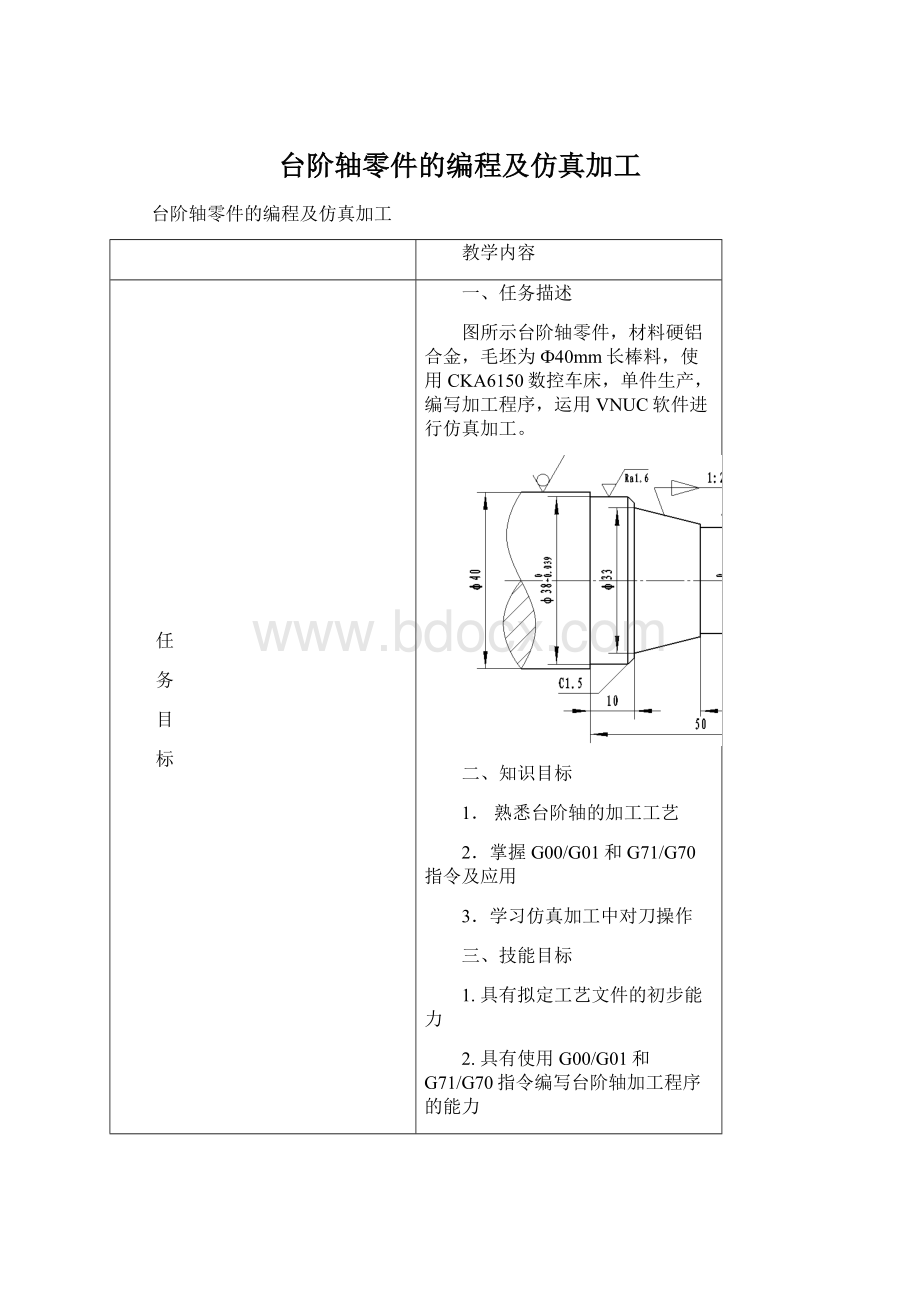
一、任务描述
图所示台阶轴零件,材料硬铝合金,毛坯为Ф40mm长棒料,使用CKA6150数控车床,单件生产,编写加工程序,运用VNUC软件进行仿真加工。
二、知识目标
1.熟悉台阶轴的加工工艺
2.掌握G00/G01和G71/G70指令及应用
3.学习仿真加工中对刀操作
三、技能目标
1.具有拟定工艺文件的初步能力
2.具有使用G00/G01和G71/G70指令编写台阶轴加工程序的能力
3.具有使用仿真软件验证台阶轴程序正确性的能力
四、素质目标
1.培养学生认真负责的工作态度和一丝不苟的工作作风
2.培养质量意识、守时意识和规范意识
相
关
知
识
一、加工工艺
1.切削用量的选择
切削用量包括背吃刀量ap、进给量F和主轴转速n(切削速度)。
粗加工时,在条件允许的情况下,尽可能选择较大的背吃刀量,减少走刀次数,提高生产率;精加工时,通常选较小的背吃刀量,保证加工精度及表面粗糙度。
粗加工时,在保证刀具、机床、工件刚度等前提下,选用尽可能大的进给量;精加工时,进给量主要受表面粗糙度的限制,当表面粗糙度要求较高时,应选较小的进给量。
主轴转速要根据允许的切削速度来选择,在保证刀具的耐用度及切削负荷不超过机床额定功率的情况下选定切削速度。
粗车时,背吃刀量和进给量均较大,故选较低的切削速度;精车时选较高的切削速度。
2.车削加工刀具
外圆车刀用于切削圆柱面、圆锥面和端面;
切槽刀用于切槽;
螺纹车刀用于切削公制螺纹;
中心钻用于钻中心孔;
麻花钻用于孔的粗加工;
内孔车刀用于加工内孔表面。
数控车刀按照刀具材料可以分为高速钢刀、硬质合金刀等。
3.数控加工工艺文件
4.台阶轴的车削方式
相邻两圆柱体直径差较小时可用车刀一次车出,如图(a)所示,加工路线为A→B→C→D→E。
相邻两圆柱体直径差较大时采用分层切削,如图(b)所示,粗加工路线为A1→B1、A2→B2、A3→B3,精加工路线为A→B→C→D→E。
(a)(b)
5.圆锥面的车削方式
(1)圆锥面尺寸
(2)圆锥面车削方式
(a)(b)
圆锥面车削方式如图所示,车削方式比较见下表。
二、编程基础
1.G00快速点定位指令
(1)功能:
刀具以点位控制方式从刀具所在位置快速移动到目标点。
(2)指令格式:
G00X(U)Z(W);
其中:
X(U)、Z(W)—目标点坐标值
(3)注意事项
(4)【举例】零件如下图所示,编写从起点T快速移动到目标点A和从起点E快速移动到目标点T的程序段。
2.G01直线插补指令
(1)功能:
该指令使刀具以给定的进给速度,从所在点出发,直线移动到目标点。
(2)指令格式:
G01X(U)Z(W)F;
其中:
X(U)、Z(W)—目标点坐标
F—进给速度
(3)注意事项
(4)【举例】
【例1】为上图所示零件编写精加工程序。
【例2】高台阶轴如图所示,毛坯直径40mm,背吃刀量2.5mm,编写粗精车程序。
【例3】圆锥面如图所示,毛坯直径40mm,背吃刀量2.5mm,编写粗精车程序。
(5)G01拓展功能
1)功能:
在相邻轨迹线之间自动插补倒直角或倒圆角,如图所示。
注意数控车床一般具有此功能,部分仿真软件没有此功能。
2)指令格式:
倒圆角格式:
G01X(U)RF;
倒直角格式:
G01X(U)CF;
其中:
X(U)、Z(W)—相邻直线的交点坐标(如图1-2-7中D点)
R—倒圆角的圆弧半径
C—D点相对倒角起点B的距离
3)注意事项
4)【举例】利用倒直角和倒圆角功能编写图示零件的精加工程序。
3.G71粗加工复合循环指令
(1)功能:
该指令只需指定粗加工背吃刀量、精加工余量和精加工路线,系统便可自动给出粗加工路线和加工次数,完成内、外圆表面的粗加工。
图为G71指令循环路线。
其中A为刀具循环起点,执行粗加工复合循环时,刀具从A点移动到C点,粗车循环结束后,刀具返回A点。
(2)指令格式:
G71U(△d)R(e);
G71P(ns)Q(nf)U(△u)W(△w);
其中:
△d—每次的背吃刀量,用半径值指定;一般45钢件取1~2mm,铝件取1.5~3mm
e—每次X向退刀量,用半径值指定;一般取0.5~1mm
ns—精加工轮廓程序段中的开始程序段号
nf—精加工轮廓程序段中的结束程序段号
△u—X方向精加工余量,一般取0.5mm,加工内轮廓时为负值
△w—Z方向精加工余量,一般取0.05~0.1mm
(3)注意事项
(4)应用:
棒料毛坯的粗加工
4.G70精加工复合循环指令
(1)功能:
去除精加工余量。
(2)指令格式:
G70P(ns)Q(nf);
(3)注意事项
(4)应用:
用于精加工,切除G71指令粗加工后留下的加工余量。
三、仿真加工
试切法对刀步骤:
试切削外圆→测量试切削直径→设置X向补正→试切削端面→设置Z向补正
任
务
实
施
一、图样分析
零件加工表面有
、
、
外圆柱面和1:
2圆锥面及倒角等,表面粗糙度分别为Ra1.6和Ra3.2。
二、加工工艺方案制定
1.加工方案
2.刀具选用
3.加工工序
三、编制加工程序
1.尺寸计算
单件小批量生产,精加工零件轮廓尺寸一般取极限尺寸的平均值。
编程尺寸=基本尺寸+(上偏差+下偏差)/2
2.加工程序
四、仿真加工
1.启动软件;2.选择机床与数控系统;3.激活机床;4.回零;5.设置工件并安装;6.选择刀具并安装;7.输入O121号加工程序;8.试切法对刀;9.自动加工;10.测量尺寸
同
步
训
练
应知训练:
应知训练
应会训练1
应会训练2
任
务
评
价
 升级会员
升级会员 