力学热学实验中的基本测量仪器.docx
《力学热学实验中的基本测量仪器.docx》由会员分享,可在线阅读,更多相关《力学热学实验中的基本测量仪器.docx(14页珍藏版)》请在冰豆网上搜索。
力学热学实验中的基本测量仪器
力学热学实验中的基本测量仪器
实验离不开测量,必然少不了使用测试类的仪器。
按教学规律,知识的获取应该由浅入深,物理实验也应先简单后复杂。
实验者最先于某一实验中遇到某种测量仪器,那他就应该认为这一实验就是对这一测量仪器的“专门训练”。
但不可能把每一种测试仪器的知识在每一个相关实验里都编写出来,使实验者开始遇到时就能就近学习。
因此我们只有把常用的部分测试仪器的知识从中抽出来归类单独编写在各大类实验的前面,而在具体实验中用到时用文字着重指出在何处查阅,以适应实验者随时的需要。
当然还有些测量仪器虽然通用,但在本书只是个别实验用到,那么这类仪器就在相关实验里介绍。
本节就力学和热学实验中通用的部分测量仪器的原理,使用方法、注意事项及仪器误差作简单介绍
一、常用长度测量仪器
长度是最基本的物理量,是组成空间的最基本要素之一。
世界上任何物体都具有一定的几何尺寸,空间尺寸和物体几何量的测量对现代科学研究、工农业生产以及日常生活需求都有巨大的影响。
(一)米尺
米尺包括钢卷尺和钢直尺,米尺的最小刻度值为1
,用米尺测量物体的长度时,可以估测到十分之一毫米,同时最后一位是估计的。
测量过程中,一般不用米尺的端边作为测量的起点,以免因边缘磨损而引入误差,而可选择某一刻度线(例如10cm刻线等)作为起点。
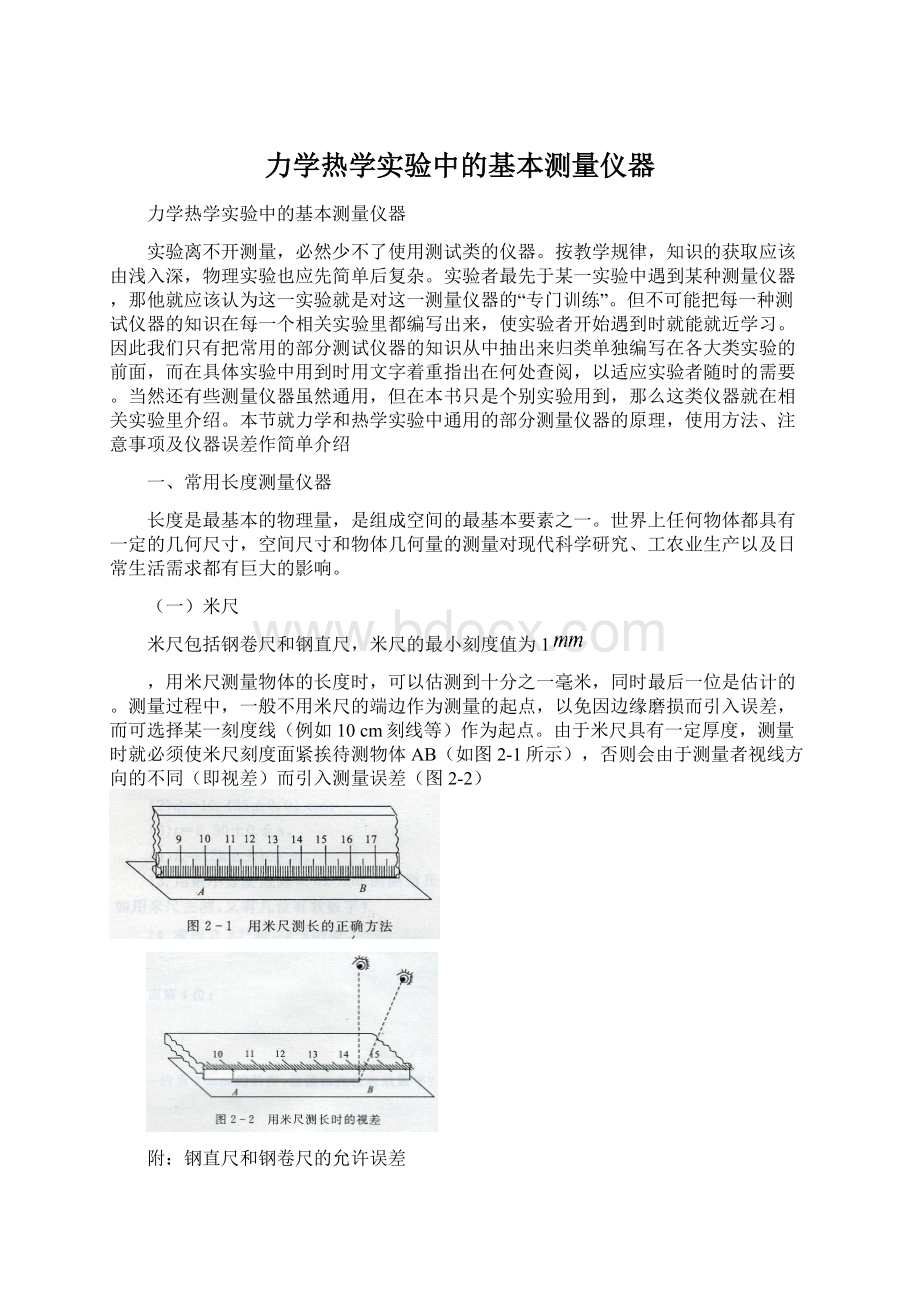
由于米尺具有一定厚度,测量时就必须使米尺刻度面紧挨待测物体AB(如图2-1所示),否则会由于测量者视线方向的不同(即视差)而引入测量误差(图2-2)
附:
钢直尺和钢卷尺的允许误差
钢直尺
钢卷尺
尺寸范围
(mm)
允许误差
(mm)
准确度等级
示值允许误差(mm)
Ⅰ级
±(0.1±0.1L)
>1~300
±0.10
Ⅱ级
±(0.3±0.2L)
>300~500
±0.15
注:
式中L是以米为单位的长度,
当长度不是米的整数倍数时,
取最接近的较大的整“米”数。
>500~1000
±0.20
1000~1500
±0.27
>1500~2000
±0.35
(二)、游标卡尺
游标卡尺是比钢尺更精密的测量长度的工具,它的精度比钢尺高出一个数量级。
游标卡尺的结构如图4-3所示。
图4-3游标卡尺
主尺D是钢制的毫米分度尺,主尺上附有外量爪A和内量爪B,游标上有相应的外量爪
和内量爪
以及深度尺C,游标紧贴主尺滑动,F是固定游标的螺钉。
游标卡尺可用来测量物体的长度和槽的深度及圆环的内外径等。
(1)游标原理。
游标卡尺的特点是让游标上的n个分格的总长与主尺上(kn−1)个分格的总长相等。
设主尺上的分度值为a,游标上的分度值为b,则有
nb=(kn−1)a
主尺上k个分格与游标上1个分格的差值是
这里a/n就是游标卡尺的最小分度值。
以10分度的游标卡尺为例。
当它的量爪
合拢时,游标的零刻线与主尺的零刻线刚好对齐,游标上第10个分格的刻线正好对准主尺上第9个分格的刻线,如图3-4所示。
则游标的10个分格的长度等于主尺上9个分格的长度,而主尺的分度值为a=1mm,那么游标上的分度值为b=(9/10)mm=0.9mm。
则其最小分度值为a/n=1mm/10=0.1mm。
若是20分度的游标卡尺,则游标上的20个分格的长度正好等于主尺上39个分格的长度,如图3-5所示。
那么,a=1mm,b=(39/20)mm=1.95mm,则2a−b=0.05mm=1mm/20(这里k取2)。
则此游标卡尺的最小分度值为0.05mm。
图4-410分度游标原理图4-520分度游标原理
同理对50分度的游标卡尺,a=1mm,b=0.98mm=(49/50)mm,那么其最小分度值为(1−0.98)mm=0.02mm=1mm/50。
(2)游标卡尺的读数要点。
以50分度游标卡尺为例,
第一步:
根据副尺零线位置以左的主尺上的最近刻度读出毫米的整数位,该图中为6mm;
第二步:
根据副尺零线以右与主尺某一刻线对准的刻线数乘以0.02读出小数。
该图中副尺零线右第9条线与主尺某刻线对齐,则小数位读数为9×0.02mm=0.18mm;
第三步:
将上面的整数和小数两部份相加,即得总尺寸。
如图中的读数为:
6+9×0.02=6.18(mm)
在实验中,要求大家学会直接读数。
例:
6+0.18=6.18(mm)
图4-6 50分度游标卡尺读数:
6.18mm
游标卡尺的使用注意事项
1.用游标卡尺测量前,应先检查零点。
即合拢量爪,检查游标零线和主尺零线是否对齐,如零线未对齐,应记下零点读数,加以修正。
2.不允许在卡紧的状态下移动卡尺或挪动被测物,也不能测量表面粗糙的物体。
一旦量爪磨损,游标卡尺就不能作为精密量具使用了。
用完卡尺应放回盒内,不得乱丢乱放。
附:
游标卡尺的示值误差
测量长度
(mm)
示值误差(mm)
分度值(mm)
0.02
0.05
0.10
0~150
150~200
200~300
300~500
±0.02
±0.03
±0.04
±0.05
±0.05
±0.05
±0.08
±0.08
±0.10
500~1000
±0.07
±0.10
±0.15
(三)、螺旋测微器
1、简介
螺旋测微器是比游标卡尺更精密的长度测量仪器,分度值可在
之间。
常用于测量细丝和小球的直径以及薄片的厚度等。
螺旋测微器的外形如图2-8所示。
其中螺母套管
、固定套管
和测砧
都固定在尺架
上。
主尺刻在
上,主尺上有一条横线称作读数准线,横线的下方刻有表示毫米数的刻线,横线上方刻有表示半毫米数的刻线(也叫半刻度线)。
测微螺杆
、微分筒
和棘轮旋柄
是连在一起的。
其中微分筒上的刻度通常为50分度。
测微螺杆的螺距为0.5,它表示测微螺杆旋转一周时,螺杆延轴线方向前进或后退0.5
,每旋转一格时,它延主轴线方向前进或后退
。
可见该螺旋测微器的最小分度值为0.01
,即千分之一厘米,故也称为千分尺。
图2-8螺旋测微计示意图
A2-测微螺杆;B3-螺母套管;C5-微分筒;D4-固定套管;
E1-测砧;F7-锁紧装置;G8-尺架;K6-棘轮旋柄。
2、读数方法
使用螺旋测微器测量物体长度时,应先把测微螺杆A往后退开,等待测物体放在测量面A、E之间后,旋转棘轮旋柄K,使测杆和测砧的测量面刚好与物体接触,可在旋转棘轮旋柄时听到咔咔两下声响后停止旋转,最后从固定套筒D的主尺上读出测量结果的整数部分,再从微分筒上读出其小数部分,两者相加得待测物体长度。
具体分以下三步骤:
Ⅰ读整数
从微分筒的端面是读取整数。
读数时,看微分筒端面左边固定套筒上露出的数字,也即主尺上的读数,为测量结果的整数部分。
Ⅱ读小数
固定套筒上的读数准线是读取小数的基准。
读数时,看微分筒上是哪一条刻线与固定套筒的读数准线重合,同时注意0.5mm半刻度线是否露出,如果固定套筒上的0.5mm刻线没有露出,则微分筒上与读数准线重合的那条刻线对应的数字就是测量结果的小数部分。
如果0.5mm刻线已经露出,则应从微分筒上读得的数字再加上0.5mm才是测量结果的小数部分。
这是特别应该注意的一个地方,否则会造成读数错误。
另外一个要注意的是读数准线对应微分筒上的位置要估读到小数点后第三位。
Ⅲ求和
将测量结果的两部分相加,即为所求的测量结果。
图2-9为一读数实例。
(a)主尺读数5.5mm,微分筒读数0.150mm,总读数5.650mm;
(b)主尺读数5.0mm,微分筒读数0.150mm,总读数5.150mm。
图2-9螺旋测微计读数实例
使用螺旋测微器应注意以下几个问题:
1.测量前检查零点读数,并根据零点读数对测量结果作相应的零点修正。
当螺旋测微器的测杆
与测砧
接触时,微分筒上的零线应当刚好和固定套管上的横线对齐,然而实际使用的螺旋测微器由于使用不当等原因,造成初始状态与上述要求不符,也就是有一个不为零的零点读数,具体以图2-10表示两种零点读数的例子来说明。
由于对应的位置不同,测量完成后,要从测量值的平均值中减去或者加上零点读数。
图2-10螺旋测微计读数的校正
(a)读数应加上0.035mm;(b)读数应减去0.030mm.
2.检查零点读数和测量长度时,不可直接转动测微螺杆和微分筒,而应轻轻转动棘轮旋柄。
当测杆接触物体时,它会自动打滑,发出“喀、喀”的声响,此时应停止转动,打开锁紧装置同时开始读数。
3.测量完毕关闭锁紧装置,同时使测砧和测微螺杆留出一定间隙,以免因热膨胀而使两面吻合过度从而损坏螺旋测微器。
附:
螺旋测微器的示值误差
测量范围(mm)
示值误差(μm)
0~2525~50
4
50~7575~100
5
100~125125~150
6
150~175175~200
7
(四)、读数显微镜
1、简介
把测微螺旋和显微镜组合起来的精确测量长度的仪器叫读数显微镜。
如图2-11所示,它的测微螺距分度值为1
,和螺旋测微计活动套管对应的部分是转鼓
,它的周边等分为100个分格,每转动一个分格显微镜将平移0.01
,所以读数显微镜的测量精度也是0.01
,量程一般是50
。
读数显微镜所附的显微镜
一般由三部分组成:
(1)目镜、叉丝(靠近目镜)和物镜。
2、读数显微镜使用及读数方法
(1)转动转鼓A,是指标E1对应在标尺
25mm附近;
(2)旋转目镜
看清十字叉丝;
(3)转动旋柄
,由下而上移动显微镜镜筒,改变物镜到被测物之间的距离,直至看清被测物,同时移动被测物,使其在物镜正下方;
(4)转动转鼓
,横向移动读数显微镜,使十字叉丝的交点和被测物体的目标对准;
图2-11
(5)从标尺
和指标
读出毫米的整数部分,从转鼓
和指标
读出毫米以下的小数部分,将两部分相加得出目标所在的位置读数;
(6)转动转鼓平移显微镜,使十字叉丝和被测物的第二个目标对准并采取(5)中相同的读数方法,最后两读数之差即为所测量点之间的距离。
3、使用规则
(1)当转动转鼓
移动显微镜时,要使被测物两点连成的线与显微镜移动的方向平行;
(2)防止回程误差。
当移动显微镜从两个方向对准同一目标进行两次读数时,因螺丝和螺套不可能完全密接,有一定的间隙,旋转方向改变时,它们的接触状态也将改变,两次读数有一定的差值,由此产生的误差称为回程误差。
为防止这种误差,在测量时应向同一方向旋转转鼓使十字叉丝和目标对准,如果移动十字叉丝后超过目标,则应该往后多退些,再重新向同一方向转动转鼓去对准目标。
(3)操作时动作要轻,眼睛疲劳后要注意休息。
二、常用质量测量仪器
(一)物理天平
1、简介
天平常用来称量物体的质量。
天平是一种利用等臂杠杆原理的装置,其按称量的精确度可分为精确度低的物理天平和精确度高的分析天平。
这里主要讲解物理天平,分析天平将在具体实验项目中讲解使用规则。
物理天平横梁的左、中、右各镶有一个刀口。
中刀口向下放在玛瑙刀承上,左、右刀口向上,通过吊耳内的玛瑙刀承下挂吊环及吊盘。
横梁的起落通过手轮升降杆控制。
在立柱的后面装有水准气泡。
天平都配有砝码一盒,以称量为1000g的为例,砝码有200g、100g、20g、2g的各两个,500g、50g、5g、1g的各1个.
图2-12
天平的主要技术参数为称量、感量。
其中称量是指天平所能称量的最大质量(量程),常以克(g)为单位表示.感量是指使天平指针从平衡位置偏转一分度时所需的最大质量,所以感量也叫做“分度值”,常以“毫克”(mg)为单位,它反映了天平的灵敏程度。
天平还有其他的一些技术参数比如变动性、级别、砝码精度、游码标尺误差等。
普通物理实验室中常用的物理天平最大称量是为500g,感量为20mg。
2、安装和调整:
将部件擦净后再安装。
吊盘背面标有“1”,“2”标记,应按“左1右2”的原则安装。
安装好后,应转动手轮使横梁数次起落,并调整横梁落下时的支承螺丝,达到横梁起落不扭动,落下时中刀口离开中刀承,吊盘刚好落在底座上为最佳状态。
调节底座螺丝使天平水平:
调节调平螺丝,使底座上气泡在圆圈刻线中间位置,此时表示天平已处在水平位置。
调节横梁平衡:
用镊子把游码拨到左边零刻度处,转动手轮缓慢升起横梁,使指针指在刻度盘中央刻线为准,或使指针两边摆动等幅,如不等幅,则一定要先降下横梁调整横梁两端的平衡螺丝,再缓慢升起横梁观察,若未能达到上述要求,重复操作直到满足横梁平衡为止。
另外一点应注意的是:
对于天平的整个横梁系统(包括两吊盘在内),重心位于中刀口的正下方。
天平的灵敏程度和重心到刀口的距离有关,调节感量砣的位置可改变整个横梁系统的重心位置,重心位置越高,距刀口距离越近天平灵敏度越高,感量也越小。
天平出厂时它的感量砣位置是调好的,感量也是确定了,一般在使用天平的过程中不要动它的感量砣。
3、使用方法:
称量物体的质量时应先将待测物体放在左盘中,再用镊子将砝码夹放到右盘中,然后转动手轮,缓慢升起横梁,看指针偏转情况,再降下横梁加减砝码,再升起横梁看指针偏转情况……直到天平平衡时为止,这时砝码和游码所示总质量即为被称物体总质量。
载物台用法:
有些实验要求不能把物体直接放入吊盘中称量,此时可借助于载物台.比如测量浸在液体中的物体所受的浮力时可以借助载物台。
复称法,为消除天平不等臂等因素引起的误差,使测量更精密,可以采用复称法:
左盘放物体,右盘加砝码,称量值为
;然后将物体放右盘,左盘放砝码称量值为
,则物体的质量为
。
此结果与臂长无关。
注意:
当左盘放物体,右盘加砝码时,物体质量等于砝码质量加上游码读数;当右盘放物体,左盘放砝码时,物体质量等于砝码质量减去游码读数。
4、使用天平的注意事项:
(1)物理天平是比较精密的测量仪器,要特别注意保护它的三个刀口。
在使用前,应先用手掂掂物体,估计它的质量,防止超过天平的称量,使用时,被测物和砝码放在盘的中间,再缓慢升起横梁。
调天平横梁平衡时平衡螺丝的调节、称量时加减砝码等都要在天平放下来的情况下进行。
转动手轮,升起横梁动作要轻,稍稍升起横梁一看不平衡立马轻轻放下横梁,不必将横梁完全升到顶再观察是否平衡。
(2)使用天平时不能用手摸天平,不能把潮湿的东西或化学药品直接放在天平盘里。
加减砝码只能用镊子夹取,不能用手拿,用后应及时放回砝码盒。
(3)天平使用完毕要使刀口和刀承分离,两天平之间的零件不能互换,用完后应将天平存放在清洁干燥的地方.
(4)在使用天平时易出现的不当操作还有:
调平衡时游码没放在零刻线处,已调好的天平使用时又挪动了位置;加码顺序不是先大后小,应先放上接近物体质量的大砝码,天平不平衡再加入(或换上)小砝码;称完物体,先收砝码,后记录数据;有的甚至没注意到吊盘没挂在两边刀口上就开始称量或没调节天平平衡就开始称量等等,希望大家的注意。
(二)电子天平
本实验室所使用的是型号YP402N的电子天平,最大称量为400g。
(1)、操作键的位置识别
①校正键②转换键③计数键④去皮键⑤开关键
(2)、电子天平的操作方法
1、水平调整。
取下托盘,即可看到水平仪,调节底脚螺丝,使天平水平。
2、天平校正。
接通电源,按住开关键2秒以上,此时天平显示“YP402N”后,稳定显示0.00
。
使用前预热15分钟,如果天平在空载的情况下偏离零点,则先按去皮键使天平归零,再按校正键,天平显示校正质量后放上校正砝码,天平稳定后显示校正砝码的质量,此时天平校正完毕,方可使用。
3、当所称量的物体质量超过天平的称量范围时,天平将显示“----”,以示警告。
4、按转换键天平可以选择:
克(
)、克拉(
)、盎司(
)等多种单位质量值。
(三)、注意事项
1.称量时要轻拿轻放,特别是不能人为对称盘下的的传感器瞬间加力或拉拔。
2.天平应放置在无震动、无气流、无热辐射及无腐蚀性气体的环境中使用。
3.天平在使用中如出现死机情况则重新启动天平。
三、计时测量仪器
计时仪器是物理实验中常用的一类测量时间的仪器,这里只介绍常用的机械秒表和电子秒表。
1.机械秒表
机械秒表简称秒表,由频率较低的机械振荡系统,锚式擒纵调速器,操纵秒针起动、制动和指针回零的控制机构(包括按钮),齿轮以及发条等机械零件组成。
它分为单针和双针两种。
单针式秒表只能测量一个过程所经历的时段,双针式秒表能分别测量两个同时开始不同时结束的过程所经历的时间。
图2-17所示的是一种单针式秒表。
通用的秒表有两个针,一个长针
为秒针,每转一圈是30s(也有60s、l0s和3s);另外一个短针为分针,每转一圈是15min或30min(即测量范围为0~15min或0~30min)。
表面上的数字分别表示s和min的数值。
使用机械秒表测量所产生的误差可分为两种情况。
(1)短时间的测量(几十秒内),其误差主要是开始和结束是按表的误差;
(2)长时间的测量(1min以上),其误差主要是秒表走动快慢与标准时间对应的误差。
对不同的秒表,误差程度有所不同。
因此,在进行长时间测量前,应先拿标准钟与使用的秒表进行校准。
机械秒表使用时应注意:
图2-17机械秒表示意图
(1)使用秒表前,先检查发条的松紧程度,若发条已经松弛,应旋动秒表上端的按钮,上紧发条,但不宜过紧。
(2)测量时按下按钮,指针开始运动;再按按钮,指针停止运动;再按一次按钮,指针便会回到零点位置。
(3)使用秒表时应注意轻拿轻放,尽量避免振动与摇晃。
当指针不指零时,应记下零读数,等计时完毕后,再对读数进行修正。
2.电子秒表
电子秒表是一种较先进的电子计时器,目前国产的电子秒表一般都是利用石英振荡器的振荡频率作为时间基准,采用6位液晶数字显示时间。
电子秒表的使用功能比机械秒表要多,
它不仅能作为秒表显示分、秒,还能作为时钟显示时、日、月及星期,并且计时功能的精确地能达到1/l00s。
一般的电子秒表连续累计时间为59min59.99s,可读到1/l00s,平均日差±0.5s。
电子秒表配有三个按钮,如图2-18所示。
在图2-10中,
为秒表按钮,
为功能变换按钮,
为调整按钮,只要处于正常状态下就会显示基本的计时功能为“时”、“分”、“秒”。
电子秒表的基本使用方法如下:
(1)在计时器显示的情况下,将按钮
按住2s,即可出现秒表功能,如图2-18(a)所示。
按一下按钮
开始自动计秒,再按一下
按钮,停止计秒,显示出所计数据,如图2-18(b)所示。
要是秒表复位只需按住
两秒,即可恢复到图2-18(a)所示状态。
这种方法主要用于单次测量。
(2)若要进行多次测量,比如纪录甲、乙两物体同时出发,但不同时到达终点的运动时间,可采用双计时功能方式。
即首先按住
两秒钟,秒表出现如图2-18(a)所示的状态。
然后按一下
,秒表开始自动计秒。
待甲物体到达终点时再按一下
,则显示甲物体的计秒数停止,此时液晶屏上的冒号仍在闪动,内部电路仍在继续为乙物体累积计秒。
把甲物体的时间记录下后,再按一下
,显示出乙物体的累积时间。
待乙物体到达终点时,再按一下
,冒号不闪动,显示出乙物体的时间。
这时若要再次测量就按住
两秒,秒表出现2-18(a)所示的状态。
若需要恢复正常计时显示,可按一下
,秒表就进入正常计时显示状态,在图2-18(c)中显示出9h17min18s。
(3)若要进行累加计时测量,在计时器显示的情况下,先按住按钮
2s,即可出现秒表功能,此时按下S1第一阶段开始计时,再按S1停止计时,第二阶段达到时按下S1开始累加计时,再按S1第二阶段计时结束,此时显示的是第一、第二阶段所有时间之和,第三阶段到达再按S1开始计时,结束时再按S1,此时显示的是第一、第二、第三阶段所有时间之和。
图2-18电子秒表及其调节示意图
 升级会员
升级会员 