浸漆线操作说明书.docx
《浸漆线操作说明书.docx》由会员分享,可在线阅读,更多相关《浸漆线操作说明书.docx(6页珍藏版)》请在冰豆网上搜索。
浸漆线操作说明书
浸漆线操作说明书
涂装工艺自动化研究所
2011年10月21日
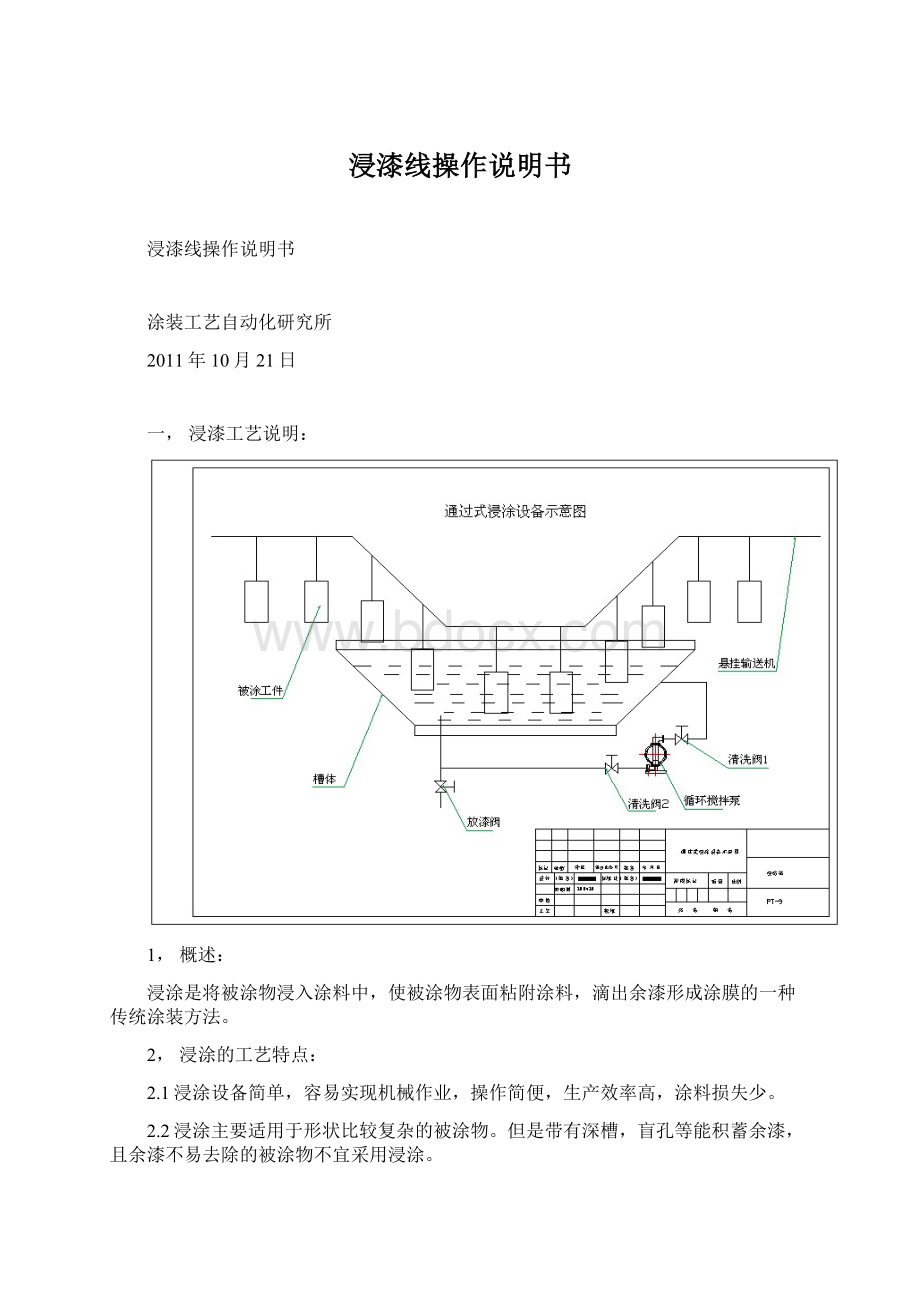
一,浸漆工艺说明:
1,概述:
浸涂是将被涂物浸入涂料中,使被涂物表面粘附涂料,滴出余漆形成涂膜的一种传统涂装方法。
2,浸涂的工艺特点:
2.1浸涂设备简单,容易实现机械作业,操作简便,生产效率高,涂料损失少。
2.2浸涂主要适用于形状比较复杂的被涂物。
但是带有深槽,盲孔等能积蓄余漆,且余漆不易去除的被涂物不宜采用浸涂。
3,浸涂工艺
3.1浸涂工艺主要指浸涂与去余漆两个步骤,如果是烘烤性涂料,则包括其烘烤过程。
项目
工艺参数
一次浸涂漆膜厚度(um)
30左右
涂料粘度(20℃)/s
20-30(涂4杯)
涂料温度/℃
20-30
说明:
A,涂料的粘度控制在20-30S时,每天测定2-3次,最合适的厚度是30um。
厚度的控制是通过控制涂料粘度实现的,随粘度的变化而增加,涂料粘度影响涂料的流动性,粘度低,被涂物表面流动性好,对去余漆有利。
B,为了防止涂料沉淀,需要对涂料进行搅拌,保持槽体内各处性能相同。
C,涂料的温度,控制在20-30℃,温度通过影响涂料粘度从而影响涂装工艺,此外,影响溶剂挥发。
通常涂料粘度随温度升高而降低。
二,运行前注意事项:
1,检查上下件区的急停按钮是否合上。
如合上,应调整到运行状态。
2,检查前线吊具是否齐全。
3,检查控制箱体内部布线是否整齐。
4,检查轨道是否平整完好。
5,检查控制箱地线是否接好。
三,总控制箱体设备操作
1,打开输送线控制总控制箱体,合上循环风机,风幕机,加热系统,散热器,输送链的空气开关。
2,启动输送减速机的驱动按钮,指示灯亮,接触器合上,输送链正常运行,表示正常运行。
3,启动风幕机,控制箱散热器空气开关。
4,启动烤箱循环风机运行按钮,指示灯亮,风机运转,表示正常运行。
5,启动加热系统按钮,三组加热系统同时运行,进入升温状态,温度传感器分别显示加热中心的中心温度与烤箱内温度。
6,设置烤箱内最高运行温度。
数字式温度控制仪表将设定温度拨码开关依次按动后,拨码开关上显示的数字即所要设定的工作温度.
红灯亮表示停止加热,绿灯亮表示加热,红绿灯交替亮灭表示进入比例段或恒温段.该仪表最高控制温度为250℃。
当温控仪表的温度设定值与温控仪表的温度显示值有差异时,可微调RST钮,调节RST钮可以改变加热器的通断时间比例,使温控仪表的温度设定值与温控仪表的温度趋于一致。
用户如无经验请勿随意调整RST旋钮。
7,当烤箱温度达到设定温度时自动进入保温状态。
按照所需要的工作温度进行温度的设定,此时温控仪表的绿灯亮,电加热器开始加热,待工作室内的温度接近设定温度时,温控仪表的红绿灯开始交替亮灭,温控仪表进入了比例带,加热器开始断续加热以控制热惯性。
当工作室内的温度升至设定温度时,红绿灯按照一定的规律交替亮灭,设备进入恒温段。
8,当需要停止工作时,关闭加热按钮,电流指示表显示指示为0时,循环风机保持继续运转。
控制面板上烤箱内指示温度慢慢下降,至到常温时方可停止循环风机。
9,启动风机停止按钮,循环风机停止热风搅拌。
10,打开控制箱体门,关闭所有空气开关。
设备停止工作。
四,浸漆室设备操作;
1,打开浸漆室控制箱体门,合上总电源空气开关,照明灯,电磁阀控制的空气开关。
2,关闭控制箱体门。
3,总电源空气开关合上后,控制面板上红黄绿三色灯均亮。
表示设备进入预运行状态。
4,启动照明灯得开关,室体内部防爆照明灯亮。
5,启动控制面板上排风机控制按钮,风机指示灯亮,风机运行转,表示排风机正常运行。
6,向槽体内部添加油漆,当油漆上表面超过,搅拌进漆口时,打开管道的球阀,使搅拌处在可运行状态。
启动控制面板上隔膜泵控制开关,隔膜泵处于工作状态。
7,调整隔膜泵的适当压力。
调节空气过滤减压阀,压力范围在0.3-0.5MPa.
注意:
只要槽体中有漆液,液面超过搅拌进漆口时,隔膜泵必须工作,并不永许停止时间超过10min.否则会导致油漆凝结堵塞循环管道。
8,当需要停止设备使用时,清理槽体内所有油漆,倒入稀释剂,保持搅拌隔膜泵工作,直到管道里涂料清理干净。
9,启动隔膜泵停止按钮。
隔膜泵停止工作。
10,关闭照明控制开关。
11,操作人员离开浸漆室,关好浸漆室门。
12,十五分钟后,启动排风机停止按钮,排风机停止工作。
13,打开控制箱门,关闭所有空气开关。
设备停止工作。
五,调节链速度
1,输送链是依靠直线针摆式减速机带动链轮转动工作的。
2,减速机通过调节变频器来调整转速的。
3,注意事项:
调整链速度应根据实际生产的需要来确定,链速度过快,浸漆时间不够,涂膜薄,浸漆不够充分,引起涂层缺陷。
链速度过快,同时导致涂料在烤箱的运行时间过短,涂料在烘干的过程中,达不到涂膜的固化要求时间,涂料固化不完全,工件在下线时,人工或机械碰撞时涂料有划痕导致缺陷。
4,合理的链速度是产品高质量的重要条件。
5,操作流程:
A,打开电气控制柜,合上控制输送线的空气开关,控制箱内的变频器在5S的时间进入预准备工作状态,显示表栏上下分别显示为“0”。
按“▽”按键,显示表上部分显示赫兹数,下部分显示电流大小。
按下后赫兹数以每次0.05Hz的倍数下降,电流随之上升。
输送速度随之下降。
B,设备预设为50Hz,正常输送链速度为2.5m/min.
C,调整频率范围为20-50Hz.即链速度调整范围为0.8-2.5m/min.
D,调整好后启动运行开关,链条运行表示调整成功。
E,关闭电气控制柜。
F,注意:
一般正常工作时调整完毕后,不应随意的改变链速度。
六,为槽体更换涂料
1,为了适应不同的浸漆方式,满足小批量多颜色的要求,我们需要更换涂料。
2,更换流程:
A,用隔膜泵或管道泵到把需要更换的涂料输送到备用涂料桶。
B,抽漆完毕后,向槽体内倒入稀释剂,稀释剂的剂量直到淹没搅拌涂料入口的上沿,启动隔膜泵5分钟,把隔膜泵及管道内的油漆清洗干净,停止隔膜泵工作,打开泄漆阀门,把稀释剂及剩余清洗下的涂料泄下来,后关闭泄漆阀门。
C,循环上述操作3-5次,直到清洗干净槽体为止。
3,注意事项:
A,不建议颜色色差较大的涂料共用一个槽体,如黑色与白色。
浅色与深色。
B,根据涂料的粘度来调整隔膜泵的供气压力。
七,浸涂操作注意事项:
1,根据涂料特性与对涂膜的厚度要求,事先确定浸涂槽体内涂料的合适粘度,在浸漆过程中定期检测,并及时调整浸漆槽体内涂料粘度,粘度过低,补充原漆,粘度过高,适当补充稀释剂。
2,浸涂时适当搅拌防止浸漆槽内产生沉淀,添加新漆搅拌均匀后,需静置一定时间待气泡消除后方可进行浸漆作业。
3,温度对黏度影响很大,应根据作业环境温度的变化,采取适当的加热或降温的措施,将浸漆槽内涂料温度控制在所要求的范围内。
4,避免被涂物入槽与出槽的速度过快,使浸涂槽内涂料激烈运动产生气泡,影响涂膜质量,不进行浸漆作业时,应关好浸漆间门,防止灰尘或其它污染物混入槽体内污染涂料。
5,开始浸漆作业前5分钟,启动通风设备,作业停止后也应使其多运转几分钟。
6,涂膜应平整光滑,不得有流淌,起皱,气泡,橘皮和严重颗粒现象。
否则应进行打磨,去余漆重新浸涂。
八,浸涂设备维护
1,经常检查搅拌装置与排风装置,及时排除故障,确保运转正常。
2,浸漆房属于重点防火区域,必需配置灭火设备。
以防万一。
3,不要让被涂物碰撞槽壁,并防止被涂物掉落浸涂槽体内,以免损坏浸涂槽及附属设施。
被涂物掉落在槽体内及时涝出。
浸漆线设施维护、保养与检修记录
设备、设施
名称:
维修与保养检修时间与日期
维护、保养
及检修地点
维护,保养及检修人
维护、保养及检修结果
备注:
非专业人士请勿随意对设备的机械与电气部分检修维护。
维护、保养及检修负责人签名:
 升级会员
升级会员 