10圆柱槽.docx
《10圆柱槽.docx》由会员分享,可在线阅读,更多相关《10圆柱槽.docx(20页珍藏版)》请在冰豆网上搜索。
10圆柱槽
一、项目教学过程设计
(一)项目实施计划与时间分配
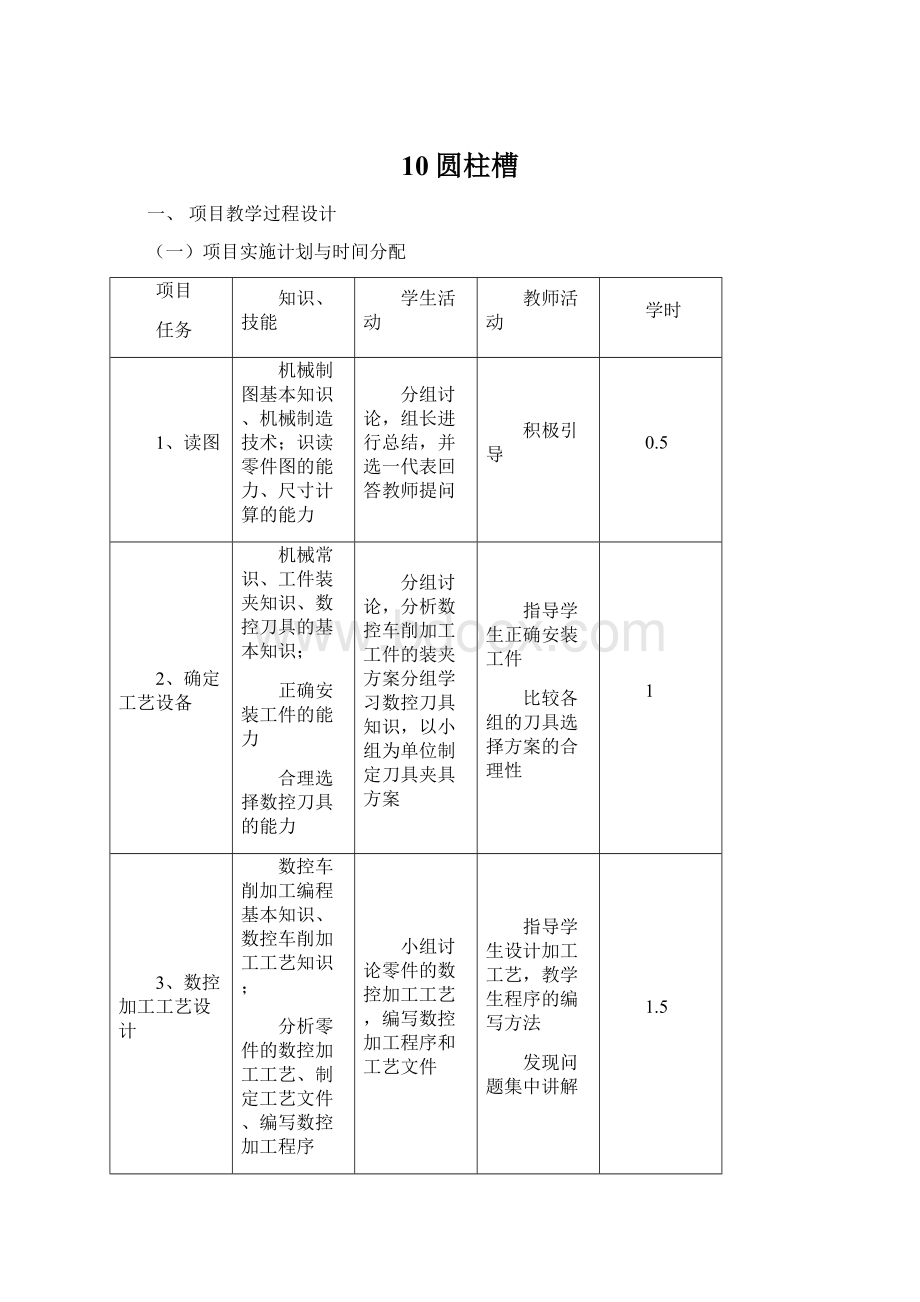
项目
任务
知识、技能
学生活动
教师活动
学时
1、读图
机械制图基本知识、机械制造技术;识读零件图的能力、尺寸计算的能力
分组讨论,组长进行总结,并选一代表回答教师提问
积极引导
0.5
2、确定工艺设备
机械常识、工件装夹知识、数控刀具的基本知识;
正确安装工件的能力
合理选择数控刀具的能力
分组讨论,分析数控车削加工工件的装夹方案分组学习数控刀具知识,以小组为单位制定刀具夹具方案
指导学生正确安装工件
比较各组的刀具选择方案的合理性
1
3、数控加工工艺设计
数控车削加工编程基本知识、数控车削加工工艺知识;
分析零件的数控加工工艺、制定工艺文件、编写数控加工程序
小组讨论零件的数控加工工艺,编写数控加工程序和工艺文件
指导学生设计加工工艺,教学生程序的编写方法
发现问题集中讲解
1.5
4、模拟仿真及加工校验
模拟加工的基本知识;
模拟加工及校验
相互协作,共同研究模拟软件的使用
模拟演示
巡回指导
辅导答疑
1
5、零件加工
数控机床的操作技术、机床日常维护
数控车床操作实践能力、协作安全操作等能力
分组训练机床的操作,独立完成工件的加工
操作示范
安全指导
现场巡查指导
2
6、产品的测量与检验
产品质量知识
互换性与测量技术;
测量工具的使用、零件的质量检测方法
分组讨论,进行产品质量检测与分析,树立产品质量意识
指导、演示量具的使用和测量方法
1
(二)项目实施组织过程
为激发学生的学习兴趣,选择槽类零件程序的编制与加工作为项目进行教学,将教学内容分布在切槽的制作过程当中。
首先让学生在课外时间收集相关资料,看一下市场上面具有槽的零件大小、形状等……调查和计算槽类零件的生产成本并且提出一个降低自身成本的建议,再让其讨论如何在数控机床上加工,这样学生非常有兴趣、有积极性。
在项目实施之后,要注意项目的梯度,也就是说项目难度逐步增大,让学生由简入难,由浅入深。
从数控加工的角度看,槽的宽窄不同其加工难度也不同,涉及的数控加工知识也不一样。
通过项目的实施,使学生不仅学到专业技能,还学到社会能力、方法能力和关键能力等。
1、示范项目:
在让学生设计加工之前,可以先展示一些优秀作品引导和启发学生。
2、实训项目:
槽类零件程序的编制与加工。
3、组建学习小组
学生自由组合成6个项目小组,然后由教师再进行调整,以互补的形式让学生合理地搭配,每组5名同学,每组设立项目组长——“项目经理”(由小组成员轮流担当),每组模拟一家加工制造企业(由各小组在项目经理的组织下自己命名),小组成员团结协作完成整个项目。
4、执行项目任务:
各组在项目经理的带领下,根据客户(教师)需求,查阅资料、相互讨论、归纳分析、团结协作完成项目任务。
各组将自己的加工产品,交客户(教师)评选,并对加工过程进行总结,进一步优化加工工艺,改进加工方法。
5、项目评价
项目评价采取过程性评价。
评价的内容,一是对项目活动成果评价,如计划合理性,项目完成情况及产品的质量等;二是对学生项目活动中表现情况评价,如小组合作参与意识,合作精神,创新性等方面,通过评价有利于学生的全面发展。
项目评价包括自我评价、小组评价和教师评价三部分:
让作为学习主体的学生通过自我评价,一方面可以介绍自己成功的经验,供他人借鉴;另一方面可发现自己的不足之处,主动弥补。
小组对学生的评价其目的是激发学生合作学习的兴趣和提高协作完成一个项目任务的能力。
项目教学中完成一个项目需要一个组中的所有成员的共同努力,要集所有成员的共同智慧,参与项目的实施。
教师评价对课堂教学起着导向作用。
学生在项目实施过程中会存在各式各样的问题,教师在评价时要指出问题的所在与解决的方法,要总结比较各组的特点,引导他们学习别人的长处来改进和提高自己的实施方案,使学生的各种能力在评价中得到提高。
教师对学生的评价,既要关注学生知识与技能的理解和掌握,更要关注他们的情感与态度的形成和发展。
自评/互评表如下:
项目
小组
项目经理
小组
成员
班级
项目
名称
实施时间
评价
类别
评价内容
评价标准
配分
个人自评
小组评价
教师评价
学习
准备
资料准备
参与资料收集、整理、自主学习
5
计划制定
能初步制定计划
5
小组分工
分工合理,协调有序
5
学习
过程
操作技术
见项目评分标准
40
问题探究
能实践中发现问题,并用理论知识解释实践中的问题
10
文明生产
服从管理,遵守7S标准
5
学习
拓展
知识迁移
能实现前后知识的迁移
5
应变能力
能举一反三,提出改进建议或方案
5
创新程度
有创新建议提出
5
学习
态度
主动程度
主动性强
5
合作意识
能与同伴团结协作
5
严谨细致
认真仔细,不出差错
5
总计
100
教师总评(成绩、不足及注意事项)
综合评定等级
6、项目展示
对于优秀项目作品,可通过多种方式和渠道进行展示,例如在校内橱窗进行展览,制作专门展版,送给学校的领导、老师及来校参观的领导和朋友们等等,当同学们欣赏自己的项目成果,表扬和赞赏会使他们感到无比的自豪。
通过展示能很好地激发学生的学习兴趣和积极性,同时也是对学生成绩的肯定,是对学生是对学生最好的成功教育。
二、教案
课题:
槽类零件程序的编制与加工授课日期:
授课班级:
机加工课型:
理论实践一体化课程
授课课时:
7课时
教学目标:
(一)知识目标:
1、了解槽类零件的加工工艺,槽的倒角计算方法;
2、了解数控标准刀具的种类及编号规则;能正确选择加工槽所使用的刀具及切削用量的确定;
3、掌握G04指令格式及各功能字含义,并能用这些指令编制数控加工程序。
(二)能力目标:
1、能熟练操作数控车床,应用G01、G04等指令进行外圆和槽的加工(专业能力)。
2、能分析、解决实际问题(方法能力)。
3、能与同伴进行交流合作和技术创新(社会能力)
4、能收集、分析、提炼材料(学习能力)。
(三)情感目标:
通过槽类零件程序的编制与加工,培养学生勤于动手、动脑、善于反思,分析与总结的良好学习习惯。
同时,增强学生的自主探究、团结协作、爱岗敬业的意识。
教学重点:
项目计划的制定、组织和实施三个阶段。
教学难点:
项目计划制定中切槽程序编写、项目实施中切槽尺寸控制。
教学方法:
项目教学法(讲解法、小组协作、示范法、操作练习法)
教具:
数控车床、计算机、图纸、槽(单槽、多槽、宽窄槽)实物实验材料、测量工具
实训场地:
专业教室(前25分钟)、数车实训区
教学内容及过程:
阶段一:
制定项目计划(25分钟)
(一)项目下达和项目介绍——教师(5分钟)
1、项目经理(科代表)报告班级学生情况:
应到:
人,实到:
人,备注。
2、回顾上节理论课程:
同学们,上节课程我们学习了G00、G01、G90指令,它的格式是(ppt展示),同时我们还进行了仿真练习,大家对该指令有了理论上面的认识,为了加深理解,培养大家实际动手能力,我们今天安排了切槽零件的加工。
大家请看老师手中的零件……
引入本节课零件:
槽类零件加工,将G04指令在切槽上应用实践。
根据切槽实物零件,下达项目计划任务书。
(科代表担任项目经理,各实训小组长担任子项目小组长。
项目经理将零件任务分工给各个项目小组长,项目小组长分工给小组成员。
)
项目计划任务书
时间:
地点:
班级:
教师:
记录(项目经理):
组号
机号
图纸号
项目组长
成员
指导教师
备注
1
2
(二)项目计划——学生(12分钟)
要求:
各小组完成零件图分析、刀具卡、工艺卡片、程序单的填写,完成后交老师处审核、批准。
阶段二:
项目实施(2.5小时)
(一)实训前学生安全教育知识
1、车间7S活动训练:
7S是指“整理、整顿、清洁、清扫、素养、安全、节约”,学校车间按照7S管理,今天我们主要学习素养,实训期间严格遵守安全操作规范、爱护工量具、不窜组操作、不翻越围栏,各组同学之间相互帮助认真完成零件加工。
2、学生学习数车安全操作规范、华中机床操作说明书:
注意要点:
我校广数机床必须进行开机回0操作;在机床锁住时不能进行任何操作;校检程序时,机床主轴、刀架不会参与运动,同学们在操作时注意;校检程序后,可以直接进行加工。
但出现重大事故或问题时也须回零。
(二)相关编程知识:
1、暂停指令G04:
G04为暂停指令,该指令是切窄槽时必须应用的指令,目的是为了保证窄槽底部的圆滑,在窄槽底部应用,其指令格式为:
广数系统:
G04PP后面输入暂停时间,时间单位为秒。
2、切槽加工时的主轴转速一般不能太快,常见的有300r/min~500r/min,否则对切刀磨损过快,进给量也较外圆加工要小,常用10mm/r~50mm/r
(三)工艺简卡:
零件图
刀具卡
产品名称或代号
零件名称
哑铃
零件图号
序号
刀具号
刀具名称
数量
加工表面
刀尖半径
刀尖方位T
备注
1
T01
外圆车刀
1
粗车外圆
3
2
T02
外圆车刀
1
精车外圆
3
3
T03
切槽刀
1
槽
3
编制
审核
批准
共1页
第1页
加工工序卡片
单位
名称
数控
中心
产品名称或代号
零件名称
零件图号
数车实训零件
哑铃
工步号
程序号
夹具名称
使用设备
数控系统
车间
三爪自定心卡盘
大连机床厂
广数
工步号
工步内容
刀具号
刀具规格/mm
主轴转速n/(r-min-1)
进给量f/(mm-r-1)
背吃刀量ap/mm
备注
1
粗车
T01
外圆刀
500
0.25
2
2
精车
T02
外圆刀
500
0.1
0.25
3
切槽
T03
切槽刀
320
0.1
4
编制
审核
批准
共1页
第1页
程序清单
窄槽的加工
O0001
N0010
M03S500
N0020
T0101
外圆刀
N0030
M08
冷却液开
N0040
G00X37Z2
N0050
G01Z-65F50
N0060
G00X38Z2
N0070
X34.5
N0080
G01Z-65
加工外轮廓
N0090
G00X36Z2
N0100
X29
N0110
G01Z0F40
N0120
X34Z-2.5
N0130
Z-65
N0140
G00X100Z100
N0150
M05
主轴停
N0160
T0202
调用2号切刀,刃宽为4mm
N0170
M03S350
变换主轴转速
N0180
G00Z-15
N0190
X36
定位切刀到第一个切槽处
N0200
G01X30F12
N0210
G04P2
在槽底暂停2秒
N0220
G00X36
N0230
Z-35
N0240
G01X30
N0250
G04D2
在槽底暂停2秒
N0260
G00X36
N0270
Z-50
N0280
G01X30
N0290
G04P2
在槽底暂停2秒
N0300
G00X36
N0310
Z-64
N0320
G01X29
N0330
G00X34
N0340
G01W2.5
N0350
X29W-2.5
切断并倒角
N0360
X0
N0370
G00X100Z100
N0380
M30
宽槽的加工
O0002
N0010
M03S500
N0020
T0101
1号外圆刀
N0030
M08
N0040
G00X37Z2
N0050
G01Z-35F50
N0060
G00X38Z2
N0070
X34.5
N0080
G01Z-35
N0090
G00X36Z2
N0100
X30
N0110
G01Z0F40
N0120
X34Z-2
N0130
Z-35
N0140
G00X100Z100
N0150
M05
N0160
T0202
2号切刀,刃宽为4mm
N0170
M03S350
N0180
G00Z-14
N0190
X36
N0200
G01X28.5F12
N0210
G00X36
N0220
Z-17.5
N0230
G01X28.5
N0240
G00X36
N0250
Z-19.5
N0260
G01X28.5
N0270
G00X34
N0280
G01Z-22
倒宽槽左角
N0290
X30W2
N0300
X28.5
N0310
G00X36
N0320
Z-12
N0330
G01X34
N0340
X30W-2
倒宽槽右角
N0350
X28
N0360
Z-20
精车槽底
N0370
G00X36
N0380
Z-34
N0390
G01X30
N0400
G00X34
N0410
G01W2
N0420
X30W-2
N0430
X0
切断
N0440
G00X100Z100
N0450
M30
(四)项目计划的展示——学生(5分钟)
各小组上交工艺卡片,教师做出简评
(五)计划调整——学生(3分钟)
教师对计划进行指导,存在问题的计划给予指出调整计划。
评比展示:
计划调整汇总表
组号
机号
图纸号
项目组长
零件图
刀具卡
评级
工序卡片
评级
程序清单
评级
1
2
3
(四)巡回指导注意事项:
1、加工槽时,注意对刀点、退刀点的选择,退到时应先退X向,再退Z向。
否则会发生碰刀。
2、切刀从换到点移动到加工起点时一般应先移动Z向,再进X向。
3、如槽需要用切刀倒角,应用切刀的主切削刃倒角,而不能在退刀时用副切削刃倒角以免损坏刀具
阶段三:
项目评估(25分钟)
(一)项目成果的展示——师生(12分钟)
(二)项目评价、小结——师生(8分钟)
1、项目小组自测评分表
项目小组编号:
零件编号:
机床编号:
记录:
窄槽质量检查评分表
项目
检测内容
占分
评分标准
自检
复检
教师抽检
1
零件图纸
5
刀具卡
5
工步卡
5
程序卡
15
2
外圆φ344处
20
超差0.01扣2分
窄槽4×23处
30
超差0.01扣2分
3
长度
15
5
超差0.01扣2分
20
5
超差0.01扣2分
15
5
超差0.01扣2分
60
5
超差0.01扣2分
4
熟练操作
5
文明生产
5
7S考评
5
合计
100
宽槽质量检查评分表
项目
检测内容
占分
评分标准
自检
复检
教师抽检
1
零件图纸
5
刀具卡
5
工步卡
5
程序卡
15
2
外圆φ342处
20
超差0.01扣2分
宽槽10×3
30
超差0.01扣2分
3
长度
102处
20
超差0.01扣2分
4
熟练操作
5
文明生产
5
7S考评
5
合计
100
2、生产质量报表
组员
出勤
产品
产品情况
废品
安全
5S实施
备注
1
2
3
4
阶段四:
项目反思(课后作业)——教师(5分钟)
(一)引导学生对整个项目过程进行反思,将在制定项目计划、实施项目的过程中遇到的问题进行及时的书面总结。
小组内交流、班级内交流,帮助学生完成整个项目最后的提升。
(二)填写实作为报告单(写实作步骤、技术要点)
(三)思考题
1、假如自己是车间主任,谈谈你怎样安排此零件加工方案?
2、如果是批量生产此零件,还可以使用哪些对刀方法?
还有哪些方法可以提高生产效率?
三、学案
(一)《数控车削加工》项目任务书
1、项目评比卡
序号
项目内容
计划难点
计划评级
计划修改
项目总结
教师评语
1
零件图纸
2
刀具卡片
3
工序卡
4
程序清单
5
评分表
6
实训报告
2、刀具卡
产品名称或代号
零件名称
零件图号
序号
刀具号
刀具名称
数量
加工表面
刀尖半径R/mm
刀尖方位T
备注
编制
审核
批准
共1页
第1页
3、加工工序卡片
单位
名称
产品名称或代号
零件名称
零件图号
工步号
程序编号
夹具名称
使用设备
数控系统
车间
工步号
工步内容
刀具号
刀具规格/mm
主轴转速n/(r-min-1)
进给量f/(mm-r-1)
背吃刀量ap/mm
备注
编制
审核
批准
共1页
第1页
4、程序清单
(二)槽类零件基础知识
一、槽的基本概念
将工件表面切削出沟槽的方法称为切槽。
今天要讲的是直槽的加工。
1、操作要点
(1)窄槽的加工通常采用直进法,这就要求切刀刃宽与加工的槽宽一致,所以我们通常把槽宽≤4mm的槽称为窄槽。
为了保证窄槽底部的圆滑,在切刀加工到槽底时,我们通常用指令G04让切刀在槽底停留几秒,以保证槽底的圆滑。
(2)宽槽的加工,为了保证槽底的圆滑,我们通常采用在粗切时留下0.2-0.4mm的精切余量,在最后精加工时,让切刀在槽底沿Z向修整一刀。
宽槽的加工要安排好切刀的切入次数,要根据槽宽和刃宽进行计算,但要保证每一刀都应和前一刀重叠0.1-0.2mm。
(3)合理的选择刀具,选择合适的进给速度。
2、实训设备与工量具准备
(1)华中世纪星HNC21/22T机床
(2)游标卡尺
(3)45#钢、φ40mm×85mm
(三)项目小组自测评分表
项目小组编号:
零件编号:
机床编号:
记录:
窄槽质量检查评分表
项目
检测内容
占分
评分标准
自检
复检
教师抽检
1
零件图纸
5
刀具卡
5
工步卡
5
程序卡
15
2
外圆φ344处
20
超差0.01扣2分
窄槽4×23处
30
超差0.01扣2分
3
长度
15
5
超差0.01扣2分
20
5
超差0.01扣2分
15
5
超差0.01扣2分
60
5
超差0.01扣2分
宽槽质量检查评分表
项目
检测内容
占分
评分标准
自检
复检
教师抽检
1
零件图纸
5
刀具卡
5
工步卡
5
程序卡
15
2
外圆φ342处
20
超差0.01扣2分
宽槽10×3
30
超差0.01扣2分
3
长度
102处
20
超差0.01扣2分
(四)学生实训报告
专业名称
班级
姓名
机号
专业学科
指导教师
实训项目
实训技能目标:
实训内容(器材、过程等):
实训总结(含结论):
设备使用情况:
指导教师评语:
评分
年月日
 升级会员
升级会员 