设备安装通用规定指导书.docx
《设备安装通用规定指导书.docx》由会员分享,可在线阅读,更多相关《设备安装通用规定指导书.docx(19页珍藏版)》请在冰豆网上搜索。
设备安装通用规定指导书
设备安装通用规定指导书
1.设备基础检查
1.1设备基础应有确定基础已具备安装条件的资料
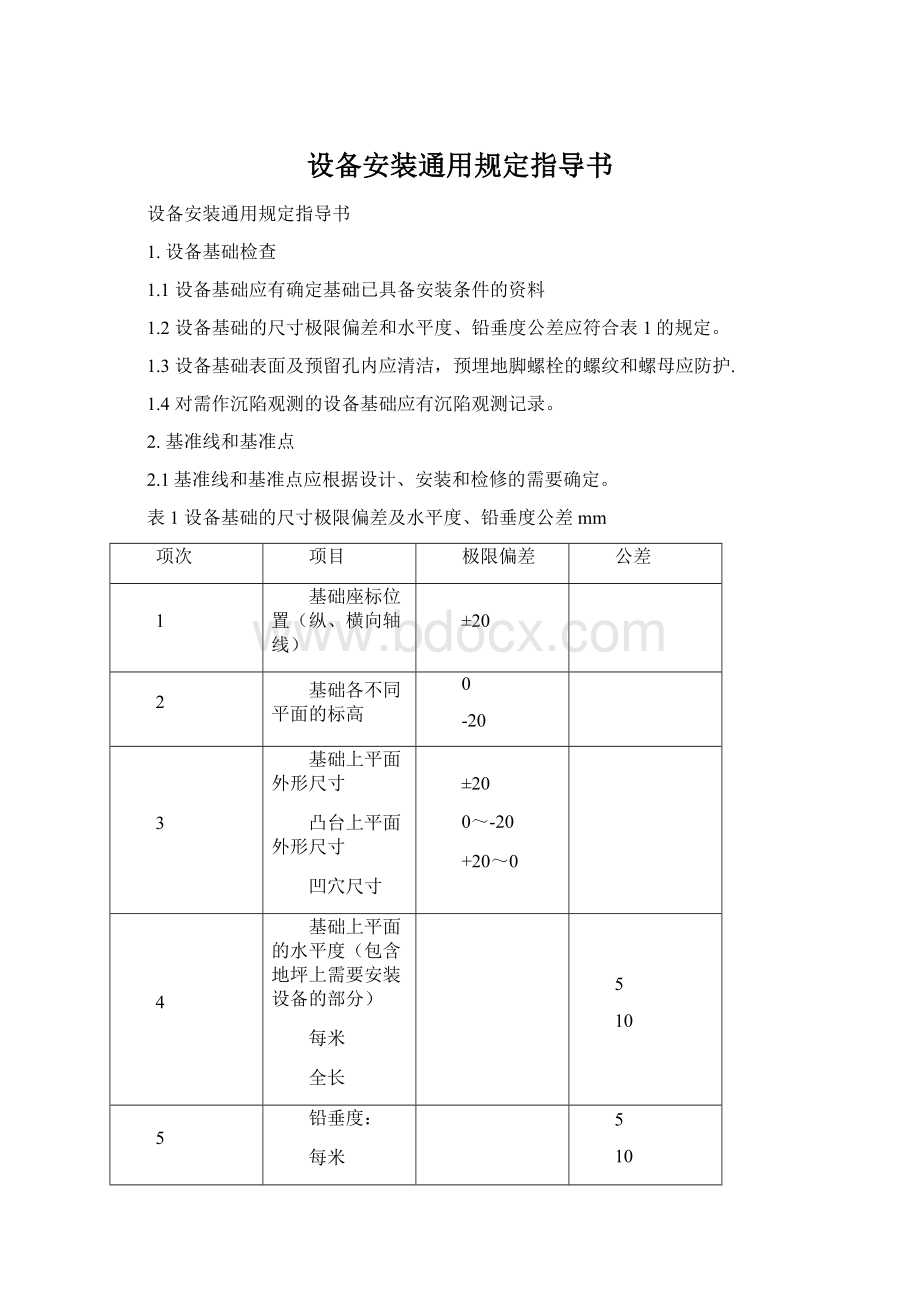
1.2设备基础的尺寸极限偏差和水平度、铅垂度公差应符合表1的规定。
1.3设备基础表面及预留孔内应清洁,预埋地脚螺栓的螺纹和螺母应防护.
1.4对需作沉陷观测的设备基础应有沉陷观测记录。
2.基准线和基准点
2.1基准线和基准点应根据设计、安装和检修的需要确定。
表1设备基础的尺寸极限偏差及水平度、铅垂度公差mm
项次
项目
极限偏差
公差
1
基础座标位置(纵、横向轴线)
±20
2
基础各不同平面的标高
0
-20
3
基础上平面外形尺寸
凸台上平面外形尺寸
凹穴尺寸
±20
0~-20
+20~0
4
基础上平面的水平度(包含地坪上需要安装设备的部分)
每米
全长
5
10
5
铅垂度:
每米
全高
5
10
6
预埋地脚螺栓:
标高(顶端)
中心距(在根部和顶部两处测量)
±20
0
±2
7
预留地脚螺孔:
中心距
深度
孔壁的铅垂度:
±10
+20
0
10
8
预埋活动地脚螺栓锚板
标高
中心距
水平度(带槽的锚板)
水平度(带螺纹孔的锚板)
+20
0
±5
5
2
2.2设备安装平面位置和标高偏差值的检测,除有指定的依据外,均应以基准线和基准点为依据。
2.3需要保留的基准线和基准点应设置永久中心标板和永久基准点。
2.4永久中心标板和永久基准点可采用铜材、不锈钢、普通铜材制造,采用普通铜材制造时应有防腐烛。
永久中心标板和永久基准点应设置牢固并应予以维护。
2.5设备安装单位应绘制永久中心标板和永久基准点布置图,在图中标明永久中心标板和永久基准点的编号、设置位置及其实测坐标或标高。
安装工作结束后,应将永久中心标板和永久基准点及其布置图移交接受单位。
2.6安装需要的临时基准线标点和临时基准点应根据永久中心标板和永久基准点作出,无永久中心标板和永久基准点,则应根据经校正的设备基础轴线和标高作出。
2.7挂设的基准线应根据设备安装精度要求和挂设跨距选用直径0.3-0.75mm的整根钢丝,其拉紧力一般为钢丝破断拉力的40%-80%,水平或倾斜挂设的跨距不宜超过40m.
2.8基准线标点和基准点的施工测量应符合YBJ15-66(冶金工业建筑安装施工测量规程)的规定。
3.设备就位、找平找正和标高测定
3.1设备就位前必须除去设备底面的油污、油漆、泥土及地脚螺栓预留孔内的杂物。
二次灌浆处的设备基础表面应清除浮浆、凿成麻面,并不得有油污,以保证二次灌浆质量。
3.2设备的纵、横向中心线极限偏差、标高极限偏差、水平度或铅垂度公差应符合个专业冶金机械设备安装工程施工及验收规范的规定,如无规定,一般应符合表2的规定。
表2一般设备安装精度
设备位置情况
纵、横向中心线、标高极限偏差mm
水平度或铅垂度公差
单独布置的设备
±20
1/1000
与其它设备有机械上的衔接关系的设备
±2
0.5/1000
3.3设备找平找正和标高测定的测点,一般可选择在设备的下列部位:
a.设计或设备技术文件指定的部位:
b.设备的主要工作面:
c.部件上加工精度较高的表面:
d.零、部件间的主要结合面
e.支承滑动部件的导向面:
f.轴承部分面、轴颈表面、滚动轴承外圈:
g.设备上应为水平或铅垂的主要轮廓面。
3.4设备安装偏差或误差的方向,一般可按下列因素确定:
a.能补偿受力或温度变化后所引起的偏差或误差:
b.能补偿使用过程中磨损所引起的偏差或误差:
c.使有关的零、部件更好地联接配合:
d.使运转平稳:
e.使零、部件在负荷作用下受力较小。
4.联接方法的要求
4.1螺钉、螺栓联接
4.2螺钉、螺栓和螺母紧固时严禁打击或使用不合适的旋具与板手,紧固后螺钉槽、螺母、螺钉及螺栓头部不得损伤。
4.3有规定拧紧力矩要求的紧固件,应采用力矩扳手按规定拧紧力矩紧固。
未规定拧紧力矩的螺栓,其拧紧力矩可参考附录一的规定。
4.4同一零件用多个螺钉或螺栓紧固时,各螺钉(螺栓)需顺时针、交错、对称逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始。
4.5用双螺母时,应先装薄螺母后装厚螺母。
4.6螺钉、螺栓和螺母拧紧后,螺钉、螺栓一般应露出螺母1-2个螺距。
4.7螺钉、螺栓和螺母拧紧后,其支承面应与被紧固零件贴合。
5.地脚螺栓,垫板和二次灌浆
5.1预留地脚螺栓的安设
5.1.1地脚螺栓与混凝土接触的部位不得有油脂和污垢。
5.1.2地脚螺栓底端不得碰预留地脚螺栓孔的孔底,与孔壁的距离应大于15mm。
5.1.3拧紧地脚螺栓应在预留地脚螺栓孔的二次灌浆混凝土达到设备基础混凝土设计的强度后进行。
5.2带锚板活动地脚螺栓的安设
5.2.1活动锚板设置应平稳,锚板与基础面得接触应均匀。
5.2.2带槽锚板活动地脚螺栓末端的端面上应标明矩形头的方向,基础表面上应标明带槽锚板矩形槽的方向,矩形头硬正确嵌入锚板槽内。
5.2.3带锚板活动地脚螺栓预留孔或套管的密封应符合设计的规定,如无规定,可在预留孔或套管内充填干燥的沙子,上口以麻丝沥青封闭。
5.3胀锚地脚螺栓和环氧砂浆锚固定地脚螺栓的按设
5.3.1胀锚地脚螺栓的安设应符合《YG型胀锚螺栓施工技术暂行规定》(待出版)的规定。
5.3.2环氧砂浆锚固地脚螺栓的安设应符合冶基规101-78环氧砂浆锚固地脚螺栓技术规》。
5.4地脚螺栓的禁固
5.4.1设备底座上用于找平的调整螺钉,在地脚螺栓紧固前应以回松。
地脚螺栓紧固后,调整螺钉不应受力。
5.4.2地脚螺栓的紧固程度,一般用锤敲击螺母,根据响声和反弹力凭经验检查。
锤头规格可参见表3选用。
表3检查地脚螺栓紧固的锤头规格
地脚螺栓公称直径(mm)
锤头规格kg
≦36
>36~80
0.5
1.5~5
6~8
5.4.3设备技术文件对地脚螺栓的禁固力有规定时,应对紧固力进行测定.5.4.4地脚螺栓紧固后,螺母与垫圈,设备底座,锚板的接触应良好,局部间隙应符合表4的规定;螺栓应露出螺母,露出长度易为1.5-5倍的螺距。
表4地脚螺栓的螺母与被联接件接触要求
地脚螺栓公称直径
局部间隙不得大于
≦36
>36~80
>80
0.05
0.10
0.15
5.5垫板
5.5.1垫板组*的位置和数量一般应符合下列要求:
a.每个地脚螺栓的近旁至少有一个垫板组,底座刚度较小或动负荷较大的设备,地脚螺栓的两侧近旁均应放置垫板组,无地脚螺栓处的设备主要受力部位亦应放置垫板组。
b.垫板组在放置平稳和不影响二次灌浆的情况下,应尽量靠近地脚螺栓和主要受力部位。
c.相邻垫板组之间的距离宜为500-1000mm。
5.5.2放置在混凝土基础上的垫板,其总承力面积应按下式计算:
A=C100(Q1+Q2)/R
式中:
A—垫板总承力面积mm2,
C—安全系数可采用1.5—3,采用座浆法放置垫板或采用无收缩混凝土进行而二次灌浆时,取小值;
Q1—采用普通混凝土二次灌浆时为设备及承载物的重量,kgf;
Q2—地脚螺栓紧固力的总和,kgf;
R—基础混凝土的抗压强度,kgf/cm2。
5.5.3垫板的规格一般应根据垫板的总承力面积和垫板组的数量参照附录B(参考件)选用。
5.5.4直接放置垫板的混凝土基础表面应进行研磨,其与垫板接触面的接触点应分布均匀。
5.5.5采用座浆法放置垫板,座桨混凝土的配制,施工程序及注意事项可参见附录C(参考件)。
5.5.6每一垫板组应尽量减少垫板的块数,一般不易超过5块。
平垫板组中,最后的垫板应放在最下面,最薄的垫板应放在中间。
5.5.7设备找平找正后,每一垫板组应符合下列要求:
a.每一垫板组应放置整齐,每对斜垫板的重叠面积应大于垫板面积的2/3.
b.垫板组伸入设备底座底面的深度应超过地脚螺栓。
c.平垫板组易露出设备底座外缘10—30mm,斜垫板组易露出设备底座外缘10—50mm。
d.每一垫板组均应被压紧,压紧程度可用手锤轻击垫板,根据响声凭经验检查,对于高速运转,承受冲击负荷和振动较大的设备,其垫板与垫板间,垫板与设备底座间,用0.005mm塞尺检查,塞入面积不不得超过垫板面积的1/3。
e.钢垫板组的各垫板应相互点焊牢固。
5.6二次灌浆
5.6.1预留地脚螺栓孔,设备底座与基础之间的二次灌浆应符合GBJ1—65《钢筋混凝土工程施工及验收规范(修订本)》的规定。
5.6.2灌筑时,不得使地脚螺栓歪斜和影响设备的安装精度。
5.6.3设备底座与基础之间二次灌浆层的厚度应符合设计的规定,如无规定,宜为50—100mm。
6.齿轮传动装配
6.1轴心线平行且轴心线位置为可调整结构的渐开线圆柱齿轮副的装配。
其中心距极限偏差±fa应符合表中的规定。
也可按设备技术文件规定的侧隙进行检查。
注:
中心距极限偏差±fa系指在齿宽的中间平面上的实际中心距与公称中心距之差。
齿轮副公称中心距
(mm)
齿轮副第Ⅱ公差组精度等级
1~2
3~4
5~6
7~8
9~10
11~12
中心距极限偏差±faum
>6~10
>10~18
>18~30
>30~50
>50~80
>80~120
>120~180
>180~250
>250~315
>315~400
>400~500
>500~630
>630~800
>800~1000
>1000~1250
>1250~1600
>1600~2000
>2000~2500
>2500~3150
2
2.5
3
3.5
4
5
6
7
8
9
10
11
12.5
14.5
17
20
24
28.5
34.5
4.5
5.5
6.5
8
9.5
11
12.5
14.5
16
18
20
22
25
28
33
39
46
55
67.5
7.5
9
10.5
12.5
15
17.5
20
23
26
28.5
31.5
35
40
45
52.5
62.5
75
87.5
105
11
13.5
16.5
19.5
23
27
31.5
36
40.5
44.5
48.5
55
62.5
70
82.5
97.5
115
140
165
18
21.5
26
31
37
43.5
50
57.5
65
70
77.5
87.5
100
115
130
155
185
220
270
45
55
65
80
95
110
125
145
160
180
200
220
250
280
330
390
460
550
675
6.2轴心线平行且轴心线位置为可调整结构的“67”型圆弧齿圆柱齿轮副、圆柱蜗杆传动、圆弧齿圆柱蜗杆传动和圆锥齿轮副的侧隙应符合表中的规定。
如用压铅法检查侧隙,应沿大齿轮(或蜗轮)圆周不少于3处的等分部位检查,铅丝的长度应大于3个齿距,铅丝的直径不宜超过侧隙的3倍,对于齿宽较大的齿轮,沿齿宽方向应均匀放置至少2根铅丝。
表1“67”型圆弧齿圆柱齿轮副侧隙
法向模数mn
2~6
7~30
侧隙
(0.04~0.06)mn
(0.03~0.04)mn
表2圆柱蜗杆传动侧隙
中心距
≤40
>40~80
>80~160
>160~320
>320~630
>630~1250
>1250
标准保证侧隙DC
0.055
0.095
0.130
0.190
0.260
0.380
0.530
较大保证侧隙De
0.110
0.190
0.260
0.380
0.530
0.75
-
表3圆弧齿圆柱蜗杆传动侧隙
中心距
80
>80~160
>160~320
>320~630
标准保证侧隙DC
0.095
0.130
0.190
0.260
表4圆锥齿轮副的侧隙
中心距
≤50
>50~80
>80~120
>120~200
>200~320
>320~500
>500~800
>800~1250
标准保证侧隙DC
0.085
0.100
0.130
0.170
0.210
0.380
0.420
较大保证侧隙De
0.170
0.210
0.260
0.340
0.420
0.75
0.850
6.3轴心线位置为可调整结构的齿轮副的装配,其接触斑点应符合表的规定。
用着色法检查齿轮副的接触斑点,应符合下列要求:
a.将涂色油薄而均匀涂在小齿轮(或蜗杆)上,在轻微制动下,用小齿轮驱动大齿轮,使大齿轮转动3~4转。
b.圆柱齿轮和圆柱蜗杆传动的蜗轮的接触斑点应趋于齿侧面的中部:
圆弧齿圆柱蜗杆传动的蜗轮其接触斑点在齿高方向应偏向齿顶,且双向运转时蜗轮轮齿两侧接触面应对称与蜗轮齿宽中间平面:
圆锥齿轮的接触斑点应趋于齿侧面的中部并接近小端。
表:
齿轮传动接触斑点
齿轮类别
测量部位
接触斑点精度等级
1
2
3
4
5
6
7
8
9
10
11
12
接触点百分值,不得小于
渐开线圆柱齿轮
齿高
65
65
65
60
55
50
45
40
30
25
20
15
齿长
95
95
95
90
80
70
60
50
40
30
30
30
67型圆弧齿轮
齿高
—
70
65
60
50
—
齿长
—
—
圆锥齿轮
齿高
—
75
70
60
50
40
30
30
—
齿长
—
75
70
60
50
40
30
30
—
圆柱蜗杆
运动传动
齿高
—
60
60
60
50
—
齿长
—
75
75
75
60
—
动力传动
齿高
60
60
60
50
30
—
齿长
75
70
65
50
35
—
圆弧齿圆柱蜗杆
齿高
55
—
齿长
60
—
c.可逆传动的齿轮,轮齿两侧面均应检查。
7.联轴器装配
7.1刚性联轴器的装配。
两轴心径向位移不得大于.03mm。
两个半联轴器端面的接触应紧密。
7.2十字滑块联轴器(见图1)的装配。
两轴心径向位移和两轴线倾斜应符合表的规定。
十字滑块联轴器的端面间隙c,对于外行最大直径小于或等于190mm的联轴器应为0.5~0.8mm:
对于外形最大直径大于190mm的联轴器应为1.0~1.5mm:
表十字滑块联轴器装配要求
联轴器最大直径Dmm
两轴心径向位移不大于
两轴线倾斜不得大于
≤300
0.1
0.8/1000
>300~600
0.2
1.2/1000
7.3CL型齿轮联轴器(见图2)的装配,两轴心径向位移、两轴线倾斜和外齿轴套端面处间隙c应符合表中的规定,且外齿轴套端面处间隙c的确定,应使外齿端面与端盖在两轴窜动到端面间隙为最大尺寸位置时不接触。
装配后应按设备技术文件规定在内腔加注润滑剂。
表CL型齿轮联轴器装配要求
联轴器最大直径Dmm
两轴心径向位移不大于
两轴线倾斜不得大于
端面间隙c不得大于
170~185
0.30
0.5/1000
2.5
220~250
0.45
290~430
0.65
1.0/1000
5.0
490~590
0.90
1.5/1000
680~780
1.20
7.5
900~1100
1.50
2.0/1000
10.0
1250
15.0
7.4棒销联轴器(见图3)的装配,两轴心径向位移、两轴线倾斜和端面间隙c应符合表中的规定,且端面间隙c的确定,应使半联轴器端面与挡板在两轴窜动到端面间隙为最大尺寸位置时不接触。
表棒销联轴器装配要求
联轴器最大直径Dmm
两轴心径向位移不大于
两轴线倾斜不得大于
端面间隙c不得大于
145~270
0.1
0.2/1000
5
290~470
0.2
10
520~750
0.3
850~1110
0.5
15
8.试运转及工程验收
8.1试运转一般规定
8.1.1设备试运转应具备下列条件:
a.设备及其附属装置经检查合格,并有完整的检查记录;
b.危险部位和易燃部位应设置安全防护和灭火设施;
c.设备就周围环境应清洁;
d.应有必要的照明和通讯设施;
e.能源及工作介质应符合设计要求;
f.应制定试运转规程。
8.1.2无负荷试运转规程(单体和联动)应由设备安装的单位负责编制,负荷试运转规程(单体和联动)应由生产单位负责编制。
通用机械设备的试运转可不另编制试运转规程,按TJ231
(一)~(六)和GBJ231(七)的规定执行。
8.1.3试运转应按下列四个步骤进行:
a.安装后的调试;
b.单体试运转;
c.无负荷联动试运转。
8.1.4每台设备在安装完毕后,安装单位应进行调试,以检验设备安装的正确性,确认安装符合设备技术文件的规定后,方可进行试运转。
8.1.5单体试运转应遵守下列顺序的规定:
a.先动手,后电动;
b.先电动,后连续;
c.先低速,后中速,高速。
8.1.6无负荷联动试运转应按设计规定的联动程序进行或模拟进行。
8.1.7无负荷联动试运转应按生产工艺流程进行。
8.1.8冶金机械设备的试运转时间或次数,应按下列规定执行:
a.单体试运转:
连续运转的设备连续运转2~4小时,王府运动的设备在全行程或回转范围内往返5~10次。
b.无负荷联动试运转:
按设计规定的联动程序连续操作运转或模拟操作运转3次应无故障,每次运转时间视参与联动的设备多少及联动繁简而定,一般不超过半小时;
c.负荷联动试运转:
按生产工艺流程进行模拟生产,确认正常后投料运转,运转24~48小时,或冶炼(处理)3~5炉(桶罐)产品。
8.1.9设备试运转的检查内容及要求,一般按下列规定执行:
8.1.9.1液压,气动和润滑系统试运转应符合《冶金机械设备安装工程施工及验收规范液压,气动和润滑系统》。
8.1.9.2冷却或加热系统
a.各系统应畅通,不得有泄漏现象;
b.各系统的工作介质的品质,流量,压力,温度应符合设计和设备技术文件的规定;
c.阀门,回转接头,疏水器等密封应良好,动作一个正确,灵活可靠。
8.9.3轴承温度
a.滑动轴承正常运转时,轴承温升不得超过35°,且温度不得超过70°;
b.滚动轴承正常运转时,轴承温升不得超过40°,且最高温度不得超过80°。
8.1.9.4传动机构
a.皮带不得肯边,打滑。
b.链条和链轮运转应平稳,不得有肯卡和异常噪音;
c.齿轮运转时,不得有异常噪音和振动;
d.离合器的动作应灵活可靠;
e.平衡部件的配重影准确;
f.各紧固件,连接件不得有松动现象。
8.1.9.5安全防护及调节,制动装置
a.调速器,调压器,调力矩(力)装置,安全阀,紧急切断阀,事故放散阀,事故复位装置等应按技术文件或设计的规定进行实验或模拟实验;
b.制动器,限位装置在制动,限位时,动作应准确,灵敏,可靠。
8.2工程验收
冶金机械设备安装工程竣工后,应按冶金工业部颁发的《冶金工业基础建设交工验收办法》的规定进行工程验收。
附录A
常用测量和检查方法
(补充件)
常用测量和检查方法及其应用范围件表A。
表A1常用测量和检查方法
顶次
测检方法
应用范围
附注
测检项目
测检精度
1
拉钢丝、内径千分尺量距离、用导电接触法
直线度、平行度、同轴度
0.02mm
应考虑钢丝的绕度(见图A1)
2
拉钢丝、钢板尺量距离
直线度、平行度、同轴度
0.50mm
应考虑钢丝的绕度
3
水准仪和普通标尺测读数
标高、水平度
1.00mm
标尺刻度采取措施后,测量精度可为0.30mm
4
吊线锤、钢板尺量距离
铅垂度
1.00mm
线锤应无摆动现象
顶次
测检方法
应用范围
附注
测检项目
测检精度
5
吊钢丝线锤、内径千分尺量距离、用放大镜观察接触法或用导电接触讯号法
铅垂度
0.05mm
线锤应无摆动现象(见表A2)
6
摇臂旋转测量法
平行度、垂直度
0.03mm/n
(见图A3)
7
光学准直仪
直线度、、平行度、同轴度、水平度
0.02mm/n
8
激光准直仪
直线度、平行度、同轴度、水平度
距离≤20m为0.05mm
距离>20~40m为0.1mm
距离>40~70m为0.20mm
9
用有刻度的液体连通器测量
水平度
1.00mm
附录B
斜垫板和平垫板
(参考件)
B.1斜垫板的材料可采用普通碳素钢,平垫板的材料可采用普通碳素钢或铸铁。
B.2斜垫板和平垫板的规格如下:
a.长度L、宽度b等尺寸表B1.
表B1垫板规格
斜垫板
平垫板
(图E1c)
A型(图E1a)
B型(图E1b)
代号
L
b
c
a*
代号
L
b
c
代号
L
b
斜1A
斜2A
斜3A
斜4A
斜5A
斜6A
160
140
180
220
300
400
50
70
90
110
150
200
3
4
6
8
10
12
4
8
12
16
20
24
斜1B
斜2B
斜3B
斜4B
斜5B
斜6B
90
120
160
200
280
380
50
70
90
110
150
200
3
4
6
8
10
12
平1
平2
平3
平4
平5
平6
90
120
160
200
280
380
50
70
90
110
150
200
a*为参考尺寸
b.厚度h可根据实际需。
要和材料的材质和规格确定;斜垫板的斜度宜为1/20~1/40.
B.3采用斜垫板时,斜垫板宜与同号平垫板配合使用,即“斜1A”(或“斜1B”)配“平1”,“斜2A”(或“斜2B”)配“平2”,等等,以此类推。
B.4斜垫板应成对使用,成对的斜垫板必须采同一斜度
图B1垫板
a-A斜垫板,b-B型斜垫板,c-平垫板
附录C
座浆法放置垫板操作规程
(参考件)
C.1混凝土的配制
配制座浆混凝土所使用的原材料应符合GBJ10—65《钢筋混凝土工程施工及验收规范(修订本)》的规定。
座浆混凝土的胶结材料应采用塑性期和硬化后期均保持微膨胀或微收缩状态的和液水性小(以保证垫板
 升级会员
升级会员 