关于脉冲输出.docx
《关于脉冲输出.docx》由会员分享,可在线阅读,更多相关《关于脉冲输出.docx(22页珍藏版)》请在冰豆网上搜索。
关于脉冲输出
一、脉冲输出功能
XC3系列和XC5系列PLC一样具有2个脉冲输出。
通过利用不同的指令编程方式,能够进行无加速/减速的单向脉冲输出,也能够进行带加速/减速的单向脉冲输出,还能够进行多段、正反向输出等等,输出频率最高可达200KHz。
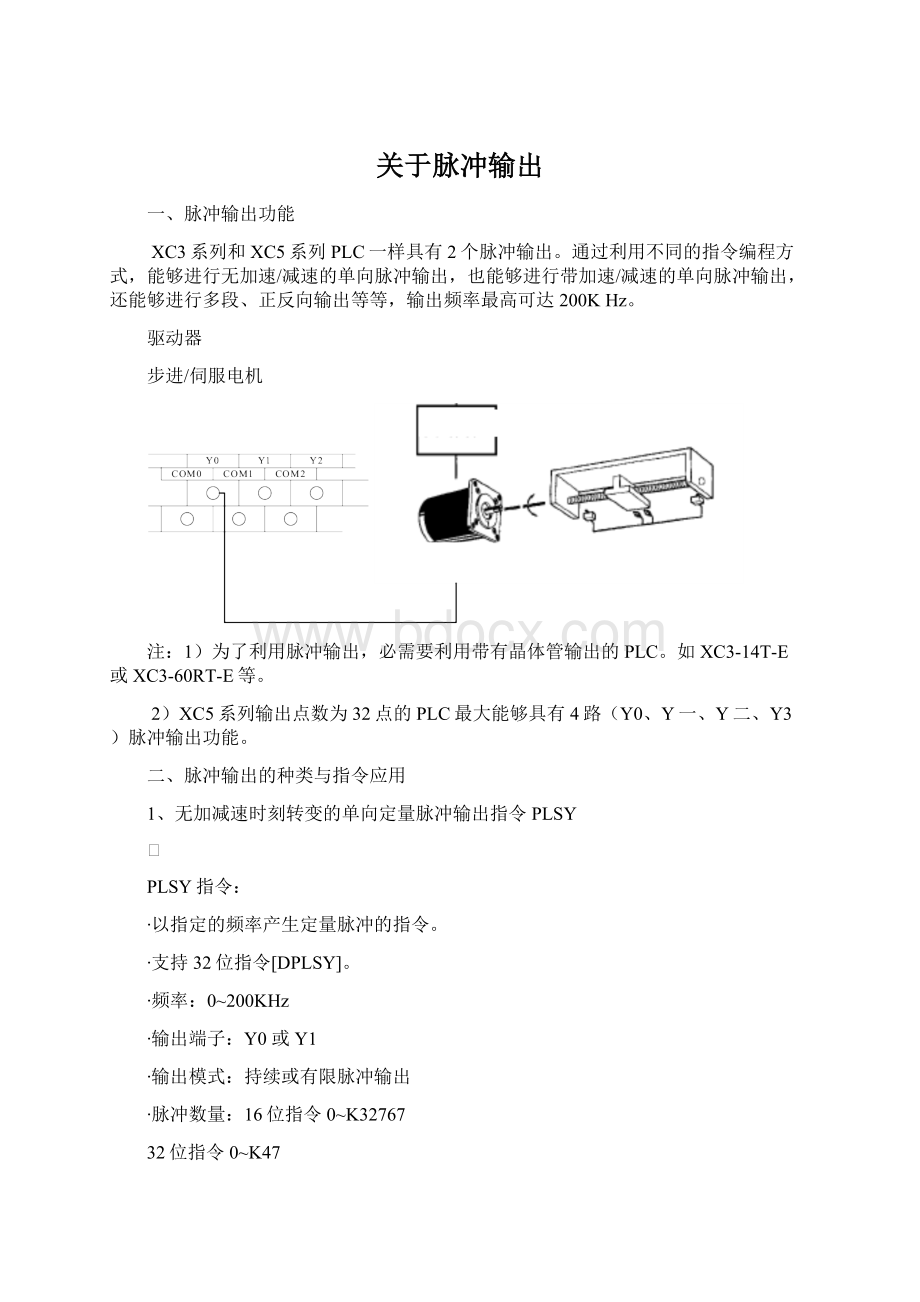
驱动器
步进/伺服电机
注:
1)为了利用脉冲输出,必需要利用带有晶体管输出的PLC。
如XC3-14T-E或XC3-60RT-E等。
2)XC5系列输出点数为32点的PLC最大能够具有4路(Y0、Y一、Y二、Y3)脉冲输出功能。
二、脉冲输出的种类与指令应用
1、无加减速时刻转变的单向定量脉冲输出指令PLSY
Ø
PLSY指令:
∙以指定的频率产生定量脉冲的指令。
∙支持32位指令[DPLSY]。
∙频率:
0~200KHz
∙输出端子:
Y0或Y1
∙输出模式:
持续或有限脉冲输出
∙脉冲数量:
16位指令0~K32767
32位指令0~K47
注意:
如操纵对象是步进电机或伺服电机,建议不要采纳该指令,以幸免电机失步。
采纳带加减速的脉冲输出指令PLSR能够幸免失步造成的阻碍。
●是以指定的频率产生定量脉冲的指令;支持32位指令[DPLSY]。
指定频率。
可用操作数:
K、TD、CD、D、FD
指定产生脉冲量。
可用操作数:
K、TD、CD、D、FD
指定输出脉冲的Y编号,只可在Y000或Y001输出。
●在M0为ON时,PLSY指令在Y0输出频率为30Hz的脉冲,个数由D1指定,正在发脉冲时线圈M8170置ON。
当输出脉冲个数达到设定值时,停止脉冲输出,此时线圈M8170置OFF,并将M0复位。
设定脉冲数目
有限脉冲输出
当输出完设定的脉冲数量以后,输出自动停止。
2、可变频率脉冲输出指令PLSF
Ø
PLSF指令:
●是以可变频率的形式产生连续脉冲的指令;
●支持32位指令[DPLSF]。
●指定频率。
可用操作数:
K、TD、CD、D、FD
范围:
200~200KHz(当设定频率低于200Hz时,以200Hz的频率输出。
)
●指定输出脉冲的Y编号,只可在Y000或Y001输出。
●随着D0中设定频率的改变,从Y0输出的脉冲频率也跟着变化。
●在寄存器D8170(双字)中累积脉冲个数。
连续脉冲输出
以设定频率持续输出脉冲直到通过指令停止输出。
3、带加减速的定量脉冲输出指令PLSR(含3种操纵模式)
∙以指定的频率和加减速时刻产生定量脉冲的指令。
∙频率:
0~200KHz
∙加减速时刻:
5000ms以下
∙支持32位指令[DPLSR]。
∙输出端子:
Y0或Y1
∙输出模式:
有限脉冲数量
∙脉冲数量:
16位指令0~K32,767
32位指令0~K2,147,483,647
Ø
模式1:
单段单向脉冲输出PLSR
●是以指定的频率产生定量脉冲的指令;支持32位指令[DPLSR]。
最高频率。
可用操作数:
K、TD、CD、D、FD
总输出脉冲数。
可用操作数:
K、TD、CD、D、FD
加减速时间。
可用操作数:
K、TD、CD、D、FD
指定输出脉冲的Y编号,只可在Y000或Y001输出。
●在M0为ON时,PLSR指令启动脉冲输出,按指定的加减速斜率、最高频率,发出指定个数的脉冲。
此时线圈M8170置ON。
●当输出脉冲个数达到设定值时,停止脉冲输出,此时线圈M8170置OFF,并将M000复位。
如图所示
●当脉冲输出M000为OFF时,输出脉冲按指定的加减速斜率下降到0。
停止脉冲输出,此时线圈M8170置OFF。
Ø
模式2:
分段单向脉冲输出PLSR
●是以指定的频率和加减速时间分段产生定量脉冲的指令。
是以Dn或FDn为起始地址的一段区域。
上例:
D0设定第1段脉冲的最高频率、D1设定第1段脉冲的个数,D2设定第2段脉冲的最高频率、D3设定第2段脉冲的个数,……以Dn、Dn+1的设定值都为0表示分段结束,最多可设定24段。
可用操作数:
D、FD
加减速时间。
这里的时间是指从开始到第一段最高频率的加速时间,同时也定义了所有段的频率与时间的斜率,从而后面的加减速都按照这个斜率来加速/减速。
可用操作数:
K、TD、CD、D、FD
指定输出脉冲的Y编号,只可在Y000或Y001输出。
●支持双字操作DPLSR,此时D0、D1设定第1段脉冲的最高频率、D2、D3设定第1段脉冲的个数,D4、D5设定第2段脉冲的最高频率、D6、D7设定第2段脉冲的个数……
Ø
模式3:
分段双向脉冲输出PLSR
●是以指定的频率、加减速时间和脉冲方向分段产生定量脉冲的指令。
是以Dn或FDn为起始地址的一段区域。
上例:
D0设定第1段脉冲的最高频率、D1设定第1段脉冲的个数,D2设定第2段脉冲的最高频率、D3设定第2段脉冲的个数,……以Dn、Dn+1的值都为0表示分段结束,最多可设定24段。
可用操作数:
D、FD
加减速时间。
这里的时间是指从开始到第一段最高频率的加速时间,同时也定义了所有段的频率与时间的斜率,从而后面的加减速都按照这个斜率来加速/减速。
可用操作数:
K、TD、CD、D、FD
指定输出脉冲的Y编号,只可在Y000或Y001输出。
指定输出脉冲方向的Y编号,可以任意指定。
例:
当中第一段设定的脉冲个数为正数时,Y输出为ON;当设定的脉冲个数为负数时,Y输出为OFF。
注意,在一次分段脉冲输出中,脉冲的方向只取决于第一段的脉冲个数设定值的正负情况。
4、脉冲段切换[PLSNEXT/PLSNT]指令
●在脉冲输出到达当前段最高频率,并在此频率下稳定输出时,如果M1由OFF→ON,则以加减速时间进入下一段的脉冲输出。
●注意在脉冲输出的加减速过程中,执行此指令无效。
●指令PLSNT为指令PLSNEXT的简写,功能等同。
--------(虚线)表示本来的脉冲输出曲线
五、脉冲停止[STOP]指令
●在M000由OFF→ON时,PLSR指令在Y000输出脉冲,D0中指定频率,D001中指定脉冲个数,D100中指定加减速时间;当输出脉冲个数达到设定值时,停止脉冲输出。
在M001上升沿,STOP指令立即停止Y000口的脉冲输出。
六、脉冲数当即刷新[PLSMV]指令
●PLSMV为32位操作指令
●当工作台后移的进程中,取得原点信号X2,执行外部中断,PLSMV指令当即执行,不受扫描时刻的阻碍,将输出端口Y0输出的脉冲数刷新,并送入D8170中。
●该指令可用于排除脉冲操纵中产生的积存误差。
7、原点回归[ZRN]指令
原点回归速度:
可用操作数:
K、TD、CD、D、FD
爬行速度:
可用操作数:
K、TD、CD、D、FD。
近点信号:
可用操作数:
X、Y、M、S。
脉冲输出地址:
仅能指定Y0或Y1。
●支持32位指令[DZRN]。
●S1与S2的方向相同且S1的绝对值大于S2。
●驱动指令后,以原点回归速度S1开始移动。
●当近点信号由OFF变成ON时,减速到爬行速度S2.
●当近点信号由ON变成OFF时,在停止脉冲输出的同时,向寄放器(Y0:
[D8171,D8170],Y1:
[D8174,D8173])中写入0。
八、相对位置操纵[DRVI]指令
输出脉冲数:
可用操作数:
K、TD、CD、D、FD
输出脉冲频率:
可用操作数:
K、TD、CD、D、FD。
0
脉冲输出地址:
仅能指定Y0或Y1。
脉冲输出方向:
可指定任意Y。
加减速时刻:
D8230(单字)
●所谓相对驱动方式,是指由当前位置开始的移动距离的方式。
●支持32位指令[DDRVI]。
●目标位置指定S1,对应下面的当前值寄放器作为绝对位置
(Y0:
[D8171,D8170],Y1:
[D8174,D8173])
9、绝对位置操纵[DRVA]指令
目标位置(绝对指定):
可用操作数:
K、TD、CD、D、FD
输出脉冲频率:
可用操作数:
K、TD、CD、D、FD。
脉冲输出地址:
仅能指定Y0或Y1。
脉冲输出方向:
可指定任意Y。
加减速时刻:
D8230(单字)
●所谓绝对驱动方式,是指运行至由原点(0点)为基点的对应位置方式。
●支持32位指令[DDRVA]。
●目标位置指定S1,对应下面的当前值寄放器作为绝对位置
(Y0:
[D8171,D8170],Y1:
[D8174,D8173])
10、绝对位置多段脉冲操纵[PLSA]指令
是以Dn或FDn为起始地址的一段区域。
上例:
D0设定第1段脉冲的最高频率、D1设定第1段脉冲的绝对位置,D2设定第2段脉冲的最高频率、D3设定第2段脉冲的绝对位置,……以Dn、Dn+1的值都为0表示分段终止,最多可设定24段。
可用操作数:
D、FD
加减速时刻。
那个地址的时刻是指从开始到第一段最高频率的加速时刻,同时也概念了所有段的频率与时刻的斜率,从而后面的加减速都依照那个斜率来加速/减速。
可用操作数:
K、TD、CD、D、FD
指定输出脉冲的Y编号,只可在Y000或Y001输出。
指定输出脉冲方向的Y编号,能够任意指定。
●是以指定的频率、加减速时刻和脉冲方向分段产生绝对位置脉冲的指令。
●支持32位指令[DPLSA]。
三、输出端子接线
输出端口Y0:
脉冲输出口0
输出端口Y1:
脉冲输出口1
下面是输出端子与伺服驱动器的接线示用意:
伺服驱动器侧
PLC侧
四、注意事项
一、阶频的概念
●在加减速过程中,每个阶梯时间为5毫秒,这个时间是固定不变的。
●阶频(每个阶梯上升/下降的频率)最小为10Hz,低于10Hz按10Hz计算;阶频最大为15K,超过15K按15K计算。
●在频率高于200Hz的脉冲输出时,要注意每一段的脉冲发送个数必须不少于10个,如果设定值小于10个,按10个发送。
二、分段脉冲输出中的频率跳变
频率的跳变
●在分段脉冲输出过程中,如果当前段的脉冲个数已发完而未达到当前段的最高频率,则此时在从当前段过渡到下一段脉冲输出的过程中会出现脉冲频率的跳变,如图所示。
●为了避免频率的跳变,要注意加减速时间设定值不能过小。
3、脉冲输出不能进行双重输出
●在同一个主程序中,不能对同一个输出口Y编写两条或两条以上的脉冲输出指令。
●采用流程指令,每个流程可以最多包含1个脉冲输出指令。
●如下例写法是错误的。
注:
软硬件在以上版本的,支持脉冲的顺序执行。
五、关于脉冲输出特殊线圈与寄放器
脉冲输出的一些标志位如下表所示:
地址号
高频脉冲号
功能
说明
M8170
PULSE_1
正在发出脉冲标志
脉冲输出中为1
M8171
32位脉冲发送溢出标志
溢出为1
M8172
方向标志
1为正方向,对应方向口输出为ON
M8173
PULSE_2
正在发出脉冲标志
脉冲输出中为1
M8174
32位脉冲发送溢出标志
溢出为1
M8175
方向标志
1为正方向,对应方向口输出为ON
M8176
PULSE_3
正在发出脉冲标志
脉冲输出中为1
M8177
32位脉冲发送溢出标志
溢出为1
M8178
方向标志
1为正方向,对应方向口输出为ON
M8179
PULSE_4
正在发出脉冲标志
脉冲输出中为1
M8180
32位脉冲发送溢出标志
溢出为1
M8181
方向标志
1为正方向,对应方向口输出为ON
脉冲输出的一些特殊寄放器如下表所示:
地址号
高频脉冲号
功能
说明
D8170
PULSE_1
累计脉冲个数低16位
D8171
累计脉冲个数高16位
D8172
当前段(表示第n段)
D8173
PULSE_2
累计脉冲个数低16位
D8174
累计脉冲个数高16位
D8175
当前段(表示第n段)
D8176
PULSE_3
累计脉冲个数低16位
D8177
累计脉冲个数高16位
D8178
当前段(表示第n段)
D8179
PULSE_4
累计脉冲个数低16位
D8180
累计脉冲个数高16位
D8181
当前段(表示第n段)
D8190
PULSE_1
当前次脉冲个数低16位
D8191
当前次脉冲个数高16位
D8192
PULSE_2
当前次脉冲个数低16位
D8193
当前次脉冲个数高16位
D8194
PULSE_3
当前次脉冲个数低16位
D8195
当前次脉冲个数高16位
D8196
PULSE_4
当前次脉冲个数低16位
六、脉冲输出案例:
说明,通过X2选择给变频器输出脉冲.通过三档旋钮(X0﹑X1)选择脉冲输出的频率,操纵V5变频器的频率。
1).变频器参数:
脉冲输出给定频率.
脉冲最大给定频率
脉冲最小给定频率时,对应变频器为
脉冲最大给定频率时,对应变频器为
5.=35输入端子X6选择为脉冲频率输入
2).端子接线图
3).程序:
2.分丝机往复运动中点校正
说明:
利用伺服在中点开关周围往复运动,每往复一次,距离减少20个脉冲,减少到定值70000后,以固定值往复运动,运行10000次后停机。
每次后退通过中点开关时,校准原点位置,减少机械误差。
1).分丝机示用意:
2).程序
3磨床程序
说明:
磨床在磨轴承,第一通过慢慢减速磨好轴承,磨完轴承后快速回原点,对砂轮的磨损补偿,从头设原点,预备磨下一个轴承。
在磨床运用中,利用多段速指令,自动减速无需停机,极大的提高了生产效率。
1).流程图
2).磨床加工示用意:
3).程序:
 升级会员
升级会员 