数控加工专业技能训练铣题库.docx
《数控加工专业技能训练铣题库.docx》由会员分享,可在线阅读,更多相关《数控加工专业技能训练铣题库.docx(26页珍藏版)》请在冰豆网上搜索。
数控加工专业技能训练铣题库
工种:
数控加工中心
类型:
专业技能训练
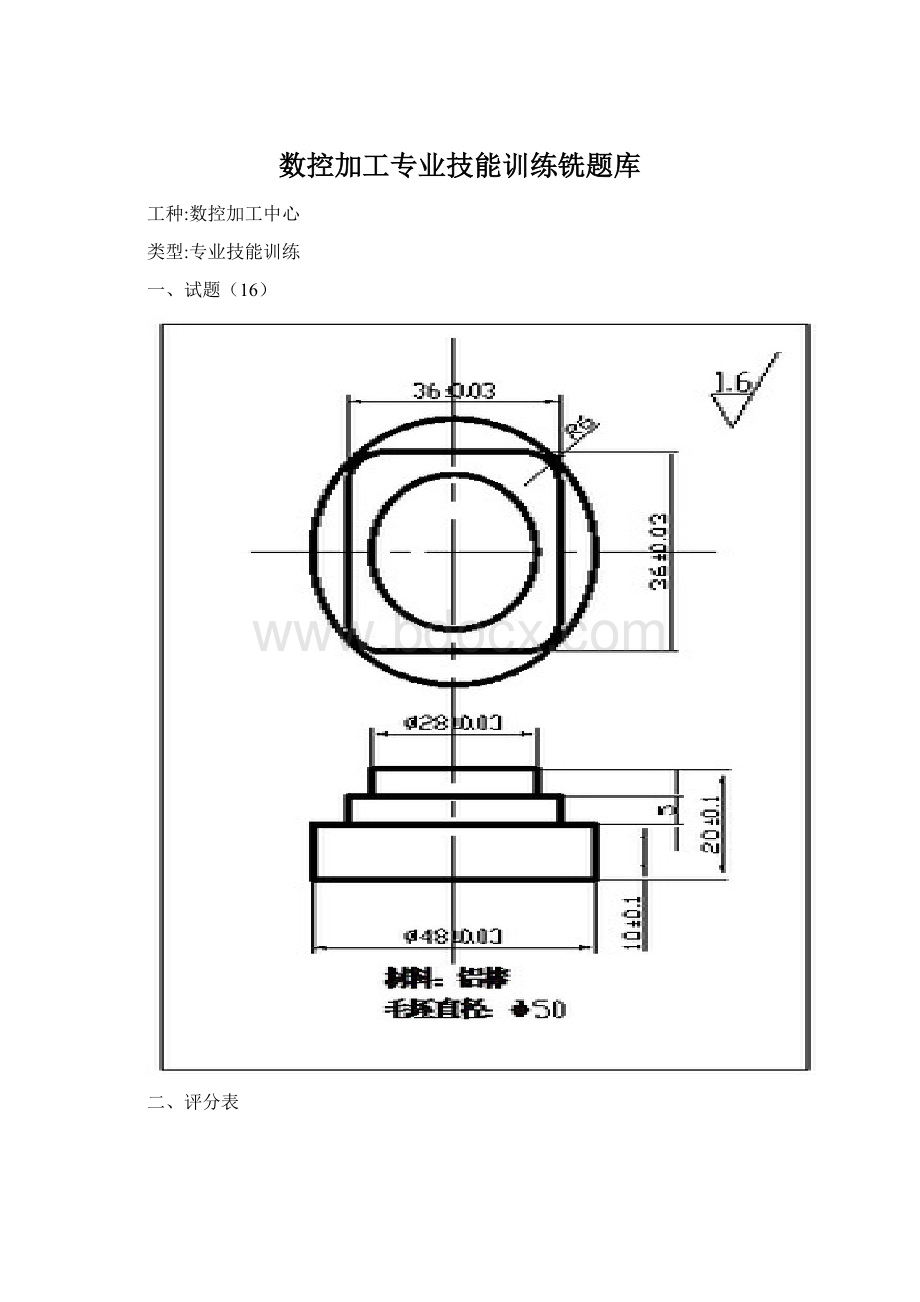
一、试题(16)
二、评分表
试题编号
专业技能训练
(1)
操作时间
120min
姓名
总分
序号
考核项目
考核内容及要求
评分标准
配分
检测结果
得分
备注
1
φ48外圆
保证尺寸公差
超差0.01减2
20
2
φ28外圆
保证尺寸公差
超差0.01减2
20
3
四边宽度36
保证尺寸公差
超差0.01减2
20
4
总高20
保证尺寸公差
超差0.01减1
15
5
粗糙度
保证粗糙度Ra1.6
超出不得分
10
安全文明生产
1、遵守机床安全操作规程。
2、刀具、工具、量具放置规范。
3、设备保养、场地整洁。
酌情扣1-5分
5
工艺合理
1、工件定位、夹紧及刀具选择合理。
2、加工顺序及刀具轨迹路线合理。
酌情扣1-5分
5
程序编制
1、指令正确,程序完整。
2、数值计算正确、程序编写表现出一定的技巧,简化计算和加工程序。
3、刀具补偿功能运用正确、合理。
4、切削参数、坐标系选择正确、合理。
酌情扣1-5分
5
发生重大事故(人身和设备安全事故)、严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操资格。
记录员
监考人
检验员
考评员
工种:
数控加工中心
类型:
专业技能训练
一、试题(17)
二、评分表
试题编号
专业技能训练
(2)
操作时间
120min
姓名
总分
序号
考核项目
考核内容及要求
评分标准
配分
检测结果
得分
备注
1
φ48外圆
保证尺寸公差
超差0.01减4
20
2
宽度40
保证尺寸公差
超差0.01减4
20
3
宽度10
保证尺寸公差
超差0.01减4
20
4
总高20
保证尺寸公差
超差0.01减4
20
5
粗糙度
保证粗糙度Ra1.6
超出不得分
5
安全文明生产
1、遵守机床安全操作规程。
2、刀具、工具、量具放置规范。
3、设备保养、场地整洁。
酌情扣1-5分
5
工艺合理
1、工件定位、夹紧及刀具选择合理。
2、加工顺序及刀具轨迹路线合理。
酌情扣1-5分
5
程序编制
1、指令正确,程序完整。
2、数值计算正确、程序编写表现出一定的技巧,简化计算和加工程序。
3、刀具补偿功能运用正确、合理。
4、切削参数、坐标系选择正确、合理。
酌情扣1-5分
5
发生重大事故(人身和设备安全事故)、严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操资格。
记录员
监考人
检验员
考评员
工种:
数控加工中心
类型:
专业技能训练
一、试题(18)
二、评分表
试题编号
专业技能训练(3)
操作时间
120min
姓名
总分
序号
考核项目
考核内容及要求
评分标准
配分
检测结果
得分
备注
1
φ48外圆
保证尺寸公差
超差0.01减4
20
2
内方四边宽度34
保证尺寸公差
超差0.01减4
20
3
φ30内圆
保证尺寸公差
超差0.01减4
20
4
总高20
保证尺寸公差
超差0.01减4
20
5
粗糙度
保证粗糙度Ra1.6
超出不得分
5
安全文明生产
1、遵守机床安全操作规程。
2、刀具、工具、量具放置规范。
3、设备保养、场地整洁。
酌情扣1-5分
5
工艺合理
1、工件定位、夹紧及刀具选择合理。
2、加工顺序及刀具轨迹路线合理。
酌情扣1-5分
5
程序编制
1、指令正确,程序完整。
2、数值计算正确、程序编写表现出一定的技巧,简化计算和加工程序。
3、刀具补偿功能运用正确、合理。
4、切削参数、坐标系选择正确、合理。
酌情扣1-5分
5
发生重大事故(人身和设备安全事故)、严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操资格。
记录员
监考人
检验员
考评员
工种:
数控加工中心
类型:
专业技能训练
一、试题(19)
二、评分表
试题编号
专业技能训练(4)
操作时间
120min
姓名
总分
序号
考核项目
考核内容及要求
评分标准
配分
检测结果
得分
备注
1
φ40内圆
保证尺寸公差
超差0.01减4
20
2
内方四边宽度14.14
保证尺寸公差
超差0.01减4
20
3
槽深8
保证尺寸公差
超差0.01减4
20
4
总高20
保证尺寸公差
超差0.01减4
20
5
粗糙度
保证粗糙度Ra1.6
超出不得分
5
安全文明生产
1、遵守机床安全操作规程。
2、刀具、工具、量具放置规范。
3、设备保养、场地整洁。
酌情扣1-5分
5
工艺合理
1、工件定位、夹紧及刀具选择合理。
2、加工顺序及刀具轨迹路线合理。
酌情扣1-5分
5
程序编制
1、指令正确,程序完整。
2、数值计算正确、程序编写表现出一定的技巧,简化计算和加工程序。
3、刀具补偿功能运用正确、合理。
4、切削参数、坐标系选择正确、合理。
酌情扣1-5分
5
发生重大事故(人身和设备安全事故)、严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操资格。
记录员
监考人
检验员
考评员
工种:
数控加工中心内外形加工
类型:
专业技能训练
一、试题(20)
二、评分表
试题编号
专业技能训练(5)
操作时间
150min
姓名
总分
序号
考核项目
考核内容及要求
评分标准
配分
检测结果
得分
备注
1
键槽宽度10
保证尺寸公差
超差0.01减4
20
2
宽度20
保证尺寸公差
超差0.01减4
20
3
φ14槽深5
保证基本尺寸
超出不得分
10
4
总高20
保证尺寸公差
超差0.01减4
20
5
粗糙度
保证粗糙度Ra1.6
超出不得分
15
安全文明生产
1、遵守机床安全操作规程。
2、刀具、工具、量具放置规范。
3、设备保养、场地整洁。
酌情扣1-5分
5
工艺合理
1、工件定位、夹紧及刀具选择合理。
2、加工顺序及刀具轨迹路线合理。
酌情扣1-5分
5
程序编制
1、指令正确,程序完整。
2、数值计算正确、程序编写表现出一定的技巧,简化计算和加工程序。
3、刀具补偿功能运用正确、合理。
4、切削参数、坐标系选择正确、合理。
酌情扣1-5分
5
发生重大事故(人身和设备安全事故)、严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操资格。
记录员
监考人
检验员
考评员
工种:
数控加工中心内外形加工
类型:
综合技能训练
一、试题(16)
二、评分表
试题编号
综合技能训练
(1)
操作时间
150min
姓名
总分
序号
考核项目
考核内容及要求
评分标准
配分
检测结果
得分
备注
1
薄璧厚度3
保证尺寸公差
超差0.01减4
20
2
轮廓形状
保证轮廓形状
超出不得分
20
3
φ80外圆
保证基本尺寸
超出不得分
10
4
总高15
保证基本尺寸
超出不得分
20
5
粗糙度
保证粗糙度Ra1.6
超出不得分
15
安全文明生产
1、遵守机床安全操作规程。
2、刀具、工具、量具放置规范。
3、设备保养、场地整洁。
酌情扣1-5分
5
工艺合理
1、工件定位、夹紧及刀具选择合理。
2、加工顺序及刀具轨迹路线合理。
酌情扣1-5分
5
程序编制
1、指令正确,程序完整。
2、数值计算正确、程序编写表现出一定的技巧,简化计算和加工程序。
3、刀具补偿功能运用正确、合理。
4、切削参数、坐标系选择正确、合理。
酌情扣1-5分
5
发生重大事故(人身和设备安全事故)、严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操资格。
记录员
监考人
检验员
考评员
工种:
数控加工中心
类型:
综合技能训练
一、试题(17)
二、评分表
试题编号
综合技能训练
(2)
操作时间
150min
姓名
总分
序号
考核项目
考核内容及要求
评分标准
配分
检测结果
得分
备注
1
φ66外圆圆
保证尺寸公差
超差0.01减4
5
2
φ58外圆圆
保证尺寸公差
超差0.01减4
20
3
键宽8
保证尺寸公差
超差0.01减4
10
4
槽宽8
保证尺寸公差
超差0.01减4
15
4
总高20
保证基本尺寸
超出不得分
20
5
粗糙度
保证粗糙度Ra1.6
超出不得分
15
安全文明生产
1、遵守机床安全操作规程。
2、刀具、工具、量具放置规范。
3、设备保养、场地整洁。
酌情扣1-5分
5
工艺合理
1、工件定位、夹紧及刀具选择合理。
2、加工顺序及刀具轨迹路线合理。
酌情扣1-5分
5
程序编制
1、指令正确,程序完整。
2、数值计算正确、程序编写表现出一定的技巧,简化计算和加工程序。
3、刀具补偿功能运用正确、合理。
4、切削参数、坐标系选择正确、合理。
酌情扣1-5分
5
发生重大事故(人身和设备安全事故)、严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操资格。
记录员
监考人
检验员
考评员
工种:
数控加工中心内外形加工
类型:
综合技能训练
一、试题(18)
二、评分表
试题编号
综合技能训练(3)
操作时间
200min
姓名
总分
序号
考核项目
考核内容及要求
评分标准
配分
检测结果
得分
备注
1
φ66外圆圆
保证尺寸公差
超差0.01减4
10
2
φ60内圆圆
保证尺寸公差
超差0.01减4
10
3
圆槽深3
保证尺寸公差
超差0.01减4
15
4
三角台高6
保证尺寸公差
超差0.01减4
15
5
总高15
保证尺寸公差
超差0.01减4
10
6
长键槽宽5
保证基本尺寸
超出不得分
10
7
长键槽深5
保证尺寸公差
超差0.01减4
8
8
粗糙度
保证粗糙度Ra1.6
超出不得分
7
安全文明生产
1、遵守机床安全操作规程。
2、刀具、工具、量具放置规范。
3、设备保养、场地整洁。
酌情扣1-5分
5
工艺合理
1、工件定位、夹紧及刀具选择合理。
2、加工顺序及刀具轨迹路线合理。
酌情扣1-5分
5
程序编制
1、指令正确,程序完整。
2、数值计算正确、程序编写表现出一定的技巧,简化计算和加工程序。
3、刀具补偿功能运用正确、合理。
4、切削参数、坐标系选择正确、合理。
酌情扣1-5分
5
发生重大事故(人身和设备安全事故)、严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操资格。
记录员
监考人
检验员
考评员
工种:
数控加工中心
类型:
综合技能训练
一、试题(19)
二、评分表
试题编号
综合技能训练(4)
操作时间
150min
姓名
总分
序号
考核项目
考核内容及要求
评分标准
配分
检测结果
得分
备注
1
φ80外圆圆
保证尺寸公差
超差0.01减4
8
2
5-M10X1孔
保证螺纹大小
超出不得分
25
3
形状
保证内外轮廓形状
超出一项减4分
12
4
槽深
保证尺寸公差
超差0.01减4
15
5
总高19
保证基本尺寸
超出不得分
10
6
粗糙度
保证粗糙度Ra1.6
超出不得分
15
安全文明生产
1、遵守机床安全操作规程。
2、刀具、工具、量具放置规范。
3、设备保养、场地整洁。
酌情扣1-5分
5
工艺合理
1、工件定位、夹紧及刀具选择合理。
2、加工顺序及刀具轨迹路线合理。
酌情扣1-5分
5
程序编制
1、指令正确,程序完整。
2、数值计算正确、程序编写表现出一定的技巧,简化计算和加工程序。
3、刀具补偿功能运用正确、合理。
4、切削参数、坐标系选择正确、合理。
酌情扣1-5分
5
发生重大事故(人身和设备安全事故)、严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操资格。
记录员
监考人
检验员
考评员
工种:
数控加工中心
类型:
综合技能训练
一、试题(20)
二、评分表
试题编号
综合技能训练(4)
操作时间
200min
姓名
总分
序号
考核项目
考核内容及要求
评分标准
配分
检测结果
得分
备注
1
φ25外圆圆
保证尺寸公差
超差0.01减4
5
2
四孔中心距31
保证尺寸公差
超差0.01减4
20
3
通孔φ8
保证尺寸公差
超差0.01减4
10
4
台高4
保证尺寸公差
超差0.01减4
15
4
总高30
保证基本尺寸
超出不得分
20
5
粗糙度
保证粗糙度Ra1.6
超出不得分
15
安全文明生产
1、遵守机床安全操作规程。
2、刀具、工具、量具放置规范。
3、设备保养、场地整洁。
酌情扣1-5分
5
工艺合理
1、工件定位、夹紧及刀具选择合理。
2、加工顺序及刀具轨迹路线合理。
酌情扣1-5分
5
程序编制
1、指令正确,程序完整。
2、数值计算正确、程序编写表现出一定的技巧,简化计算和加工程序。
3、刀具补偿功能运用正确、合理。
4、切削参数、坐标系选择正确、合理。
酌情扣1-5分
5
发生重大事故(人身和设备安全事故)、严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操资格。
记录员
监考人
检验员
考评员
 升级会员
升级会员 