津上FANUC加工中心VA3K参数设置04版.docx
《津上FANUC加工中心VA3K参数设置04版.docx》由会员分享,可在线阅读,更多相关《津上FANUC加工中心VA3K参数设置04版.docx(68页珍藏版)》请在冰豆网上搜索。
津上FANUC加工中心VA3K参数设置04版
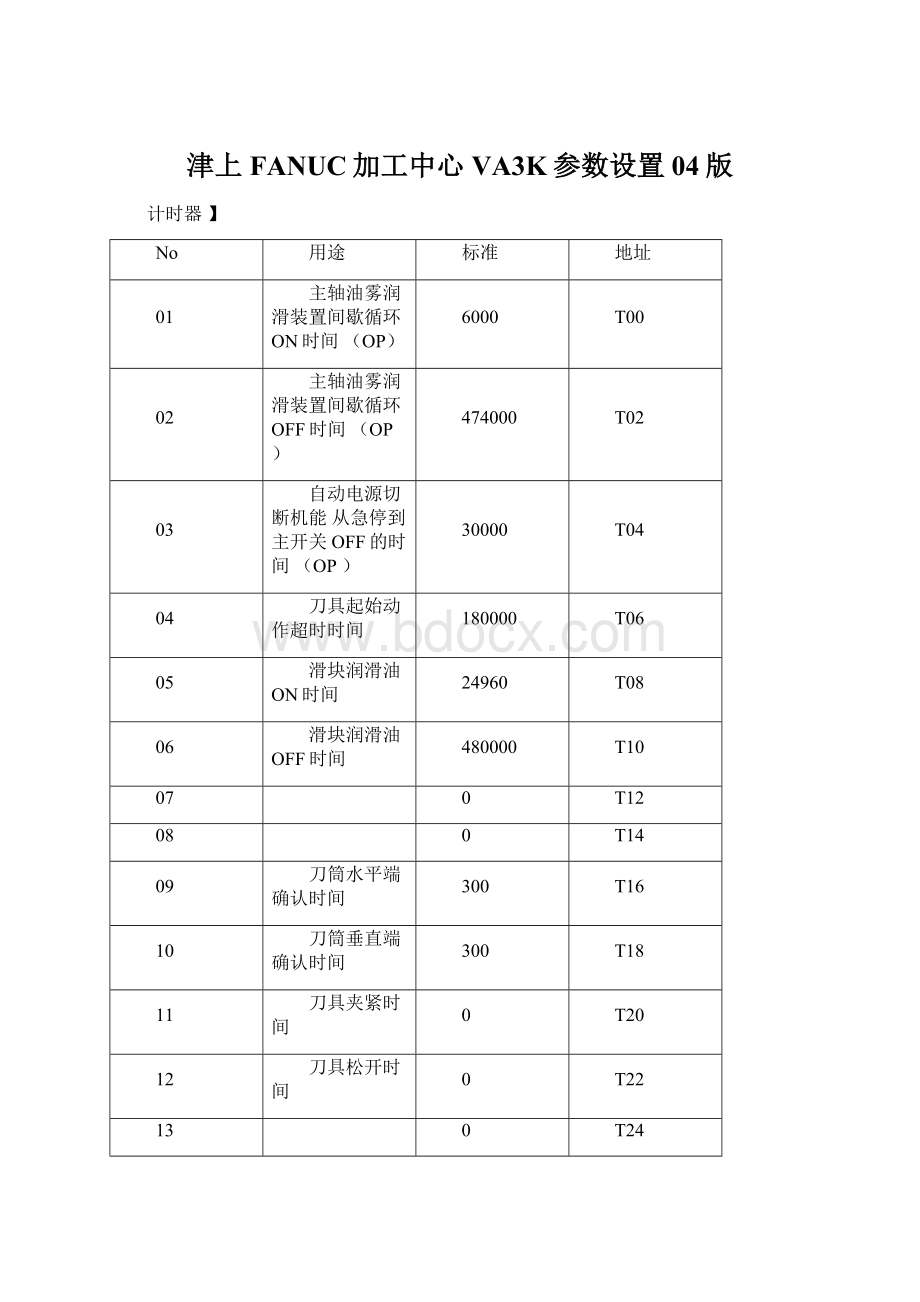
计时器】
No
用途
标准
地址
01
主轴油雾润滑装置间歇循环ON时间(OP)
6000
T00
02
主轴油雾润滑装置间歇循环OFF时间(OP)
474000
T02
03
自动电源切断机能从急停到主开关OFF的时间(OP)
30000
T04
04
刀具起始动作超时时间
180000
T06
05
滑块润滑油ON时间
24960
T08
06
滑块润滑油OFF时间
480000
T10
07
0
T12
08
0
T14
09
刀筒水平端确认时间
300
T16
10
刀筒垂直端确认时间
300
T18
11
刀具夹紧时间
0
T20
12
刀具松开时间
0
T22
13
0
T24
14
正面门关闭确认时间
200
T26
15
不锈钢钣金(左侧面)关闭确认时间
200
T28
16
0
T30
17
0
T32
18
0
T34
19
0
T36
20
0
T38
21
第6轴夹紧延迟时间(OP)
200
T40
22
第7轴夹紧延迟时间(OP)
200
T42
23
第6轴伺服OFF时间(OP)
200
T44
24
第7轴伺服OFF时间(OP)
200
T46
25
润滑脂润滑泵的监视时间(OP)
0
T48
26
润滑脂润滑泵的停止时间(OP)
0
T50
27
润滑脂润滑泵的停止辅助时间(OP)
0
T52
28
自动门打开确认时间(OP)
200
T54
29
自动门关闭确认时间(OP)
200
T56
30
ADMINISTRATOR键ON时,主轴停止确认时间
496
T58
31
刀库回转时显示门关闭信息的延迟时间
496
T60
32
刀库停止时伺服OFF延迟时间
496
T62
33
刀库回转时显示不锈钢门关闭信息的延迟时间
496
T64
34
主轴夹紧时有刀具确认时间
0
T66
35
主轴夹紧时有刀具确认延迟时间
0
T68
36
0
T70
37
0
T72
38
0
T74
39
0
T76
40
0
T78
41
M100完了延迟时间(A社特注式样)
0
T80
42
M101完了延迟时间(A社特注式样)
0
T82
43
M102完了延迟时间(A社特注式样)
0
T84
44
M103完了延迟时间(A社特注式样)
0
T86
45
0
T88
46
0
T90
47
0
T92
48
0
T94
49
M108完了延迟时间(A社特注式样)
0
T96
50
M109完了延迟时间(A社特注式样))
0
T98
注)无特殊记载的数据,设定为"0"
ORG
VA3
電装部
3885-E030
1
符号
機種
部分
次組立図番
品番
作成年月日
13.07.20
製番
客先名
品名
PMCパラメータ
図番
3885-E030-0100P1/30
符号
年月日
変更No.
実施製番
機番
(株)ツガミ
【计时器】
No
用途
标准设定值
地址
51
M110完了延迟时间(A社特注式样)
0
T100
52
M111完了延迟时间(A社特注式样)
0
T102
53
M112完了延迟时间(A社特注式样)
0
T104
54
M113完了延迟时间(A社特注式样)
0
T106
55
M114完了延迟时间(A社特注式样)
0
T108
56
M115完了延迟时间(A社特注式样)
0
T110
57
0
T112
58
0
T114
59
0
T116
60
0
T118
61
0
T120
62
0
T122
63
0
T124
64
0
T126
65
0
T128
66
0
T130
67
0
T132
68
0
T134
69
0
T136
70
0
T138
71
0
T140
72
0
T142
73
0
T144
74
0
T146
75
0
T148
76
0
T150
77
0
T152
78
0
T154
79
0
T156
80
0
T158
81
0
T160
82
0
T162
83
0
T164
84
0
T166
85
0
T168
86
0
T170
87
0
T172
88
0
T174
89
0
T176
90
0
T178
91
0
T180
92
0
T182
93
0
T184
94
0
T186
95
0
T188
96
0
T190
97
0
T192
98
0
T194
99
0
T196
注)无特殊记载的数据,设定为"0"。
ORG
VA3
電装部
3885-E030
1
符号
機種
部分
次組立図番
品番
作成年月日
13.07.20
製番
客先名
品名
PMCパラメータ
図番
3885-E030-0100P2/30
符号
年月日
変更No.
実施製番
機番
(株)ツガミ
计数器】
No
用途
标准设定值
地址
01
0
C00
02
0
C04
03
0
C08
04
0
C12
05
0
C16
06
0
C20
07
0
C24
08
0
C28
09
0
C32
10
0
C36
11
0
C40
12
0
C44
13
0
C48
14
0
C52
15
0
C56
16
0
C60
17
0
C64
18
0
C68
19
0
C72
20
0
C76
21
0
C80
22
0
C84
23
0
C88
24
0
C92
25
0
C96
26
0
C100
27
0
C104
28
0
C108
29
0
C112
30
0
C116
31
0
C120
32
0
C124
33
0
C128
34
0
C132
35
0
C136
36
0
C140
37
0
C144
38
0
C148
39
0
C152
40
0
C156
41
0
C160
42
0
C164
43
0
C168
44
0
C172
45
0
C176
46
0
C180
47
0
C184
48
0
C188
49
0
C192
50
0
C196
注)无特殊记载的数据,设定为
"0"。
ORG
VA3
電装部
3885-E030
1
符号
機種
部分
次組立図番
品番
作成年月日
製番
客先名
13.07.20
品名
PMCパラメータ
図番
符号
年月日
変更No.
実施製番
機番
(株)ツガミ
3885-E030-0100
P3/30
【数据】
1.数据工作台
GROUPTABLECOUNT=6
No.ADDRESSPARAMETERTYPENo.OFDATA001D000000000000021
002D00300000000002
003D005000000000014
004D01000000000023
005D10000000000003
006D20000000000017
2.数据
※刀库20把刀式样
No
用途
标准设定值
地址
D0
主轴刀具编号
初期値99
D1
刀库#1刀具编号
初期値1
D2
刀库#2刀具编号
初期値2
D3
刀库#3刀具编号
初期値3
D4
刀库#4刀具编号
初期値4
D5
刀库#5刀具编号
初期値5
D6
刀库#6刀具编号
初期値6
D7
刀库#7刀具编号
初期値7
D8
刀库#8刀具编号
初期値8
D9
刀库#9刀具编号
初期値9
D10
刀库#10刀具编号
初期値10
D11
刀库#11刀具编号
初期値11
D12
刀库#12刀具编号
初期値12
D13
刀库#13刀具编号
初期値13
D14
刀库#14刀具编号
初期値14
D15
刀库#15刀具编号
初期値15
D16
刀库#16刀具编号
初期値16
D17
刀库#17刀具编号
初期値17
D18
刀库#18刀具编号
初期値18
D19
刀库#19刀具编号
初期値19
D20
刀库#20刀具编号
初期値20
D30
更换位置刀库编号
初期値1
D31
更换位置刀库编号
初期値1
D50
ATC报警速度超限#1(0.0-46.999):
常规刀具
100
D51
ATC报警速度超限#2(47.0-82.999):
常规刀具
100
D52
ATC报警速度超限#3(83.0-312.999):
常规刀具
100
D53
ATC报警速度超限#4(313.0-359.999):
常规刀具
100
D54
0
D55
0
D56
0
D57
ATC报警速度超限#1(0.0-46.999):
重量刀具
75
D58
ATC报警速度超限#2(47.0-82.999):
重量刀具
75
D59
ATC报警速度超限#3(83.0-312.999):
重量刀具
75
D60
ATC报警速度超限#4(313.0-359.999):
重量刀具
75
D61
0
D62
0
D63
0
D100
密码设定领域1
初期値0
D104
密码设定领域2
初期値0
D108
密码设定领域3
初期値0
注)无特殊记载的数据,设定为"0"。
ORG
VA3
電装部
3885-E030
1
符号
機種
部分
次組立図番
品番
作成年月日
13.07.20
製番
客先名
品名
PMCパラメータ
図番
3885-E030-0100P4/30
符号
年月日
変更No.
実施製番
機番
(株)ツガミ
No
用途
标准设定值
地址
D1000
主轴刀具编号一时记忆
设定不可
D1001
刀库刀具编号一时记忆
设定不可
D1002
T指令编号记忆
设定不可
D2000
设定不可
D2002
将PRM4029(输出限制值)的值变更到「D2008」的值所使用的主轴电机定子温度※未使用
45
D2004
PRM4029(输出限制值)的值变更到「D2006」的值所用的主轴电机定子温度※未使用
40
D2006
输出限制(常规)※未使用
100
D2008
输出限制值(电机温度高)※未使用
100
D2010
钢性攻丝时定数(常规)※未使用
400
D2012
钢性攻丝时定数(电机温度高)※未使用
500
ORG
VA3
電装部
3885-E030
1
符号
機種
部分
次組立図番
品番
作成年月日
13.07.20
製番
客先名
品名
PMCパラメータ
図番
3885-E030-0100P5/30
符号
年月日
変更No.
実施製番
機番
(株)ツガミ
【保持继电器】
地址
Address
机能
Function
标准设定值Standard
K000.0
0:
三段信号灯红灯点亮无效
1:
三段信号灯红灯点亮有效
0
K000.1
0:
三段信号灯黄灯点亮无效
1:
三段信号灯黄灯点亮有效
0
K000.2
0:
三段信号灯绿灯点亮无效
1:
三段信号灯绿灯点亮有效
0
K000.3
0:
三段信号灯点亮
1:
三段信号灯闪烁
0
K000.4
0:
冲洗铁屑切削液仅和标准切削液连动
1:
冲洗铁屑切削液和标准切削液连动并且用M50/51起动/停止有效
0
K000.5
0:
报警信息显示为日文
1:
报警信息显示为英文
0
K000.6
0:
追加第6轴时,第6轴在全原点复归无效
1:
追加第6轴时,第6轴在全原点复归有效
0
K000.7
0:
追加第7轴时,第7轴在全原点复归无效
1:
追加第7轴时,第7轴在全原点复归有效
0
K001.0
0:
自动门无效
1:
自动门有效
0
K001.1
0:
追加第6轴时,夹紧用的电磁阀无效
1:
追加第6轴时,夹紧用的电磁阀有效
0
K001.2
0:
追加第7轴时,夹紧用的电磁阀无效
1:
追加第7轴时,夹紧用的电磁阀有效
0
K001.3
0:
6、7轴用电磁阀在ON时夹紧
1:
6、7轴用电磁阀在OFF时夹紧
0
K001.4
0:
K1.4=0?
K1.5=0:
6,7轴LS信号为夹紧/松开的两者确认
K1.4=1?
K1.5=0:
6,7轴LS信号仅为夹紧确认
1:
K1.4=0?
K1.5=1:
6,7轴LS信号仅为松开确认
K1.4=1?
K1.5=1:
6,7轴LS信号无效
0
注)无特殊记载的数据,设定为"0"。
ORG
VA3
電装部
3885-E030
1
符号
機種
部分
次組立図番
品番
作成年月日
13.07.20
製番
客先名
品名
PMCパラメータ
図番
3885-E030-0100
P6/30
符号
年月日
変更No.
実施製番
機番
(株)ツガミ
【保持继电器】
地址
Address
机能
Function
标准设定值Standard
K0001.5
0:
K1.4参照
1:
0
K0001.6
0:
追加第6轴时,超程有效
1:
追加第6轴时,超程无效
0
K0001.7
0:
追加第7轴时,超程有效
1:
追加第7轴时,超程无效
0
K0002.0
0:
第6轴电磁阀在手动模式下松开无效
1:
第6轴电磁阀在手动模式下松开有效
0
K002.1
0:
第7轴电磁阀在手动模式下松开无效
1:
第7轴电磁阀在手动模式下松开有效
0
K002.2
0:
第6轴夹紧时,伺服OFF无效
1:
第6轴夹紧时,伺服OFF有效
0
K002.3
0:
第7轴夹紧时,伺服OFF无效
1:
第7轴夹紧时,伺服OFF有效
0
K002.4
0:
工作台为NIKKEN制(夹紧、松开确认有,电磁阀ON时松开)
1:
工作台为YUKIWA制(仅夹紧端,电磁阀ON时夹紧)
0
K002.5
0:
工作台的松开仅在M指令(M10)下
1:
工作台的松开在M指令(M10)和手工操作模式选择第+4轴
0
K002.6
0:
1:
0
K002.7
0:
记忆模式选择按钮固定无效
1:
记忆模式选择按钮固定有效
0
K003.0
0:
刀具寿命管理机能报警显示无效
1:
刀具寿命管理机能报警显示有效
0
K003.1
0:
1:
0
注)无特殊记载的数据,设定为"0"。
ORG
VA3
電装部
3885-E030
1
符号
機種
部分
次組立図番
品番
作成年月日
13.07.20
製番
客先名
品名
PMCパラメータ
図番
3885-E030-0100
P7/30
符号
年月日
変更No.
実施製番
機番
(株)ツガミ
 升级会员
升级会员 