压力容器作业指导书好.doc
《压力容器作业指导书好.doc》由会员分享,可在线阅读,更多相关《压力容器作业指导书好.doc(253页珍藏版)》请在冰豆网上搜索。
批准人
李虎波孙乐仙焦同良
文件编号QPS01-01
第1页共2页
编制人
文件名
审核人
产品标识规定
1.适用范围
1.目的和适用范围
本规定适用于所有压力容制造的半成品及成品的标识,当与图纸或工艺文件相抵触时,执行图纸或工艺文件。
2.半成品、成品的标识方法
2.1利用产品编号对产品进行标识;利用产品编号加件号,对半成品进行标识。
2.2产品编号方法
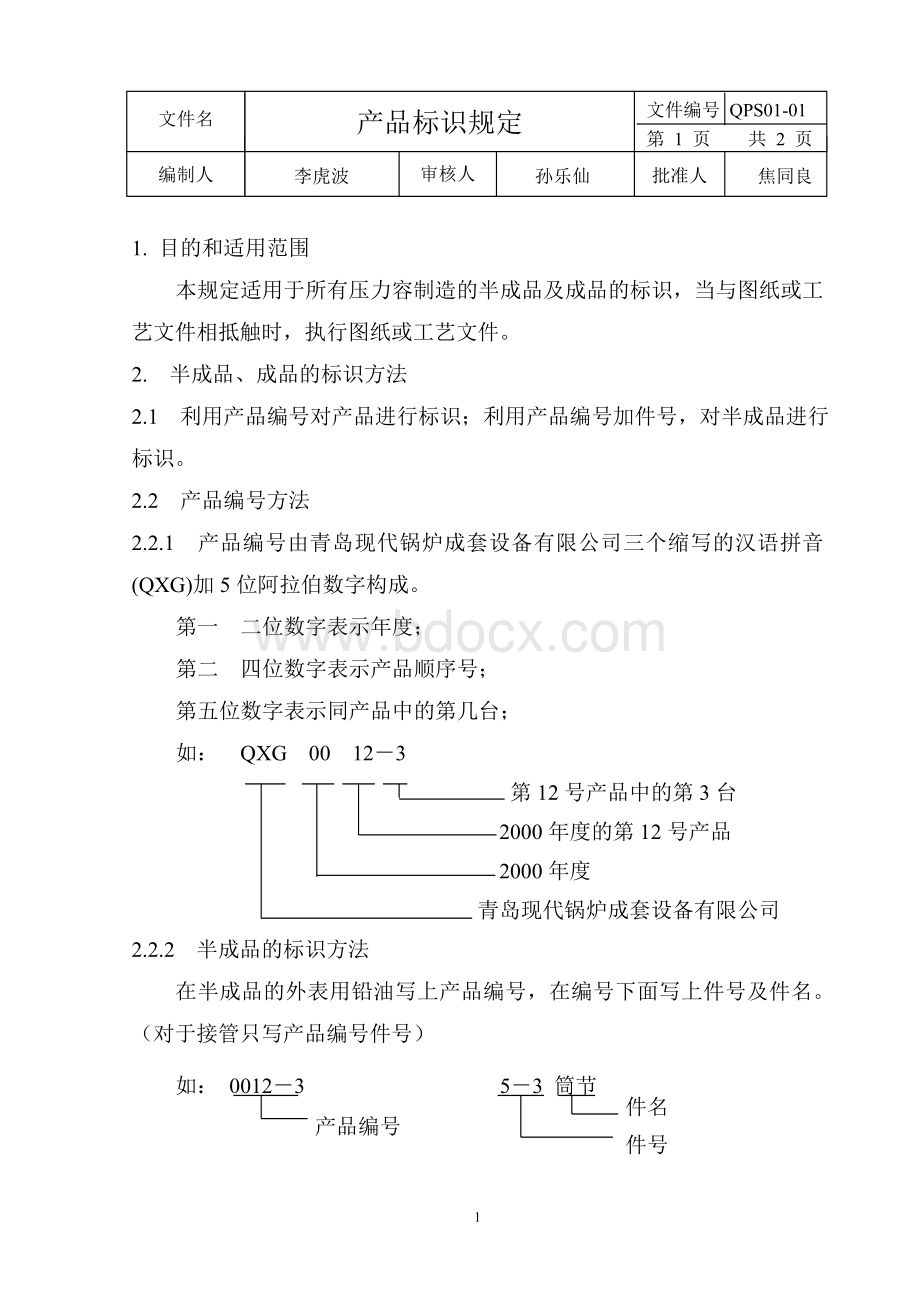
2.2.1产品编号由青岛现代锅炉成套设备有限公司三个缩写的汉语拼音(QXG)加5位阿拉伯数字构成。
第一二位数字表示年度;
第二四位数字表示产品顺序号;
第五位数字表示同产品中的第几台;
如:
QXG0012-3
第12号产品中的第3台
2000年度的第12号产品
2000年度
青岛现代锅炉成套设备有限公司
2.2.2半成品的标识方法
在半成品的外表用铅油写上产品编号,在编号下面写上件号及件名。
(对于接管只写产品编号件号)
件名
件号
产品编号
如:
0012-35-3筒节
批准人
李虎波孙乐仙焦同良
文件编号QPS01-01
第2页共2页
编制人
文件名
审核人
产品标识规定
3.成品标识方法
以产品铭牌做为其成品标识。
4.无论是半成品还是成品除对实物进行标识外,必须在相应的软件资料上进行标识,其方法是在一切与产品有关的表卡等文件上填写产品名称和产品编号。
批准人
李虎波孙乐仙焦同良
文件编号QPS01-02
第1页共3页
编制人
文件名
审核人
材料标识规定
1.目的和适用范围
为了使压力容器材料标识统一规范,具有唯一性和可追溯性。
本规定适用于压力容器受压元件和焊接材料。
2.材料标识的内容
2.1进货材料均应按QCP01-04《采购控制程序》进行检验和试验。
并按QCP01-12《检验、试验和检验、试验状态控制程序》作好状态标识。
2.2状态标识的合格区、待验区、不合格区以及材料类别和区域标识,用标牌标识。
材料的产品标识用标签。
2.3经检验合格的受压元件和焊接材料要存入在合格区内,并用标签标识以下内容:
2.3.1库区排位:
2.3.2名称、规格、材质、数量;
2.3.3产地
2.3.4材料自编号
3.材料自编号
3.1材料自编号由材料检验员编制,并在合格材料入库通知单中注明交保管员。
材料自编号由四部分组成:
3.1.1到货年度;
3.1.2到货月份;
3.1.3材料代号;
3.1.4批次代号。
批准人
李虎波孙乐仙焦同良
文件编号QPS01-02
第2页共3页
编制人
文件名
审核人
材料标识规定
3.2材料代号用材料名称的汉语拼音的第一个字母大写表示。
如B-表示板材,G-表示管材,H-表示焊材,F-表示法兰,Z-表示管咀,W-表示弯头,FT-表示封头,GD-表示过渡段。
3.3材料自编号的表达方式如下表:
方法
适用范围
钢印标记
钢板、厚度≥6mm
钢管、DN>50mm,且壁厚>5mm
圆钢、d≥32mm
碳钢法兰
书写标记
钢板、厚度<6mm
低温容器材料和不锈钢
管材DN≤50MM且壁厚≤5mm
管咀
标签标记
焊接材料
换热管
3.4材料自编号的标记位置(图中为标记位置):
3.4.1钢板类:
中心线
100mm
3.4.2钢管、管嘴和元钢类:
60~80mm
批准人
李虎波孙乐仙焦同良
文件编号QPS01-02
第3页共3页
编制人
文件名
审核人
材料标识规定
3.4.3法兰及法兰盖类
b/2b/2
4.标记移植
4.1标记处应用白色铅油框出。
4.2钢印标记的钢印采用低应力印记,打印深度为0.3~0.5mm。
4.3受压元件领出时,计划员根据工艺文件填写限额领料单,保管员根据限额领料单的规格型号和库存,填写材料自编号,材料检验员核对限额领料单,实物与工艺文件相符后,在限额领料单上盖章确认。
4.4切割发放的材料,保管员应先将材料自编号移植到没有标记的一边,并经材料检验员确认无误后,方可切割发放。
4.5当移植的标记磨损或丢失后,应按QCP01-05《产品标识和可追溯性控制程序》进行追回和补齐。
批准人
李虎波孙乐仙焦同良
文件编号QPS01-03
第1页共2页
编制人
文件名
审核人
压力容器铭牌规定
1.总则:
本工艺适用于压力容器制造的铭牌标识。
2.铭牌的制造
2.1产品铭牌的尺寸、内容、格式一般按图2-1规定执行。
2.2铭牌的边框、文字、方块为凸面磨光本色,底为凹面黑色烤漆面,φ3孔为黑色凹面,安装时配钻。
2.3铭牌内的文字均为长仿宋体,铭牌内容及外形尺寸详见图03-1
2.4一般用途的产品,其铭牌可用普通质量硬纯铝板,表面经无色阳极氧化处理。
2.5若产品设计工艺文件对铭牌有特别要求(包括尺寸、内容、格式、材料等)时,按设计工艺文件规定执行。
3.产品铭牌的安装
3.1卧式容器一般安装在封头中心线上方或筒体水平中心线的上方。
3.2立式容器(塔器)一般安装在筒体下部1.4~1.6米处。
3.3若图样或工艺文件对铭牌安装位置有特殊要求时,以图样或工艺文件为准。
3.4安装铭牌时,先将铭牌支架焊在产品表面上,然后再将铭牌铆接在其支架上。
支架所用材料和产品焊接处的材料相同或相近。
支架的外形尺寸应为长X宽X高=200X120X50(若容器有保温层时,根据保温层厚度确定铭牌的高度),支架板厚为3~5mm。
3.5产品在压力试验前应将铭牌支架焊在产品上,对有热处理要求的产
批准人
李虎波孙乐仙焦同良
文件编号QPS01-03
第2页共2页
编制人
文件名
审核人
压力容器铭牌规定
品,应在热处理前将铭牌支架焊在产品上,与产品一同进行热处理。
3.6产品制造完后,经劳动部门驻厂检查员检查合格后,在铭牌上打上检查员钢印号,产品方可出厂。
容器名称
孔Ф3
监检标记
R4
设计压力最高工作压力MPa
耐压试验压力MPa
设计温度℃
介质
制造日期
产品编号
容器类型
产品标准
容器净重kg
容积m3
许可证编号
110
青岛现代锅炉成套设备有限公司
设备编号注册编号
铭牌的拓印件存于压力容器产品质量证明书中
本设备须经当地锅炉压力容器安全监察机构登记注册并发给注册编号后方能投入使用
180
图03-1铭牌尺寸图
批准人
焦之桢孙乐仙焦同良
文件编号QPS01-04
第1页共11页
编制人
文件名
审核人
容器放样下料工艺
1.总则
1.1本工艺适用于碳素钢、低合金钢,不锈钢及不锈复合钢制压力容器制造的下料工序。
1.2对不锈钢制压力容器还应遵照不锈钢制压力容器制造工艺的规定执行。
1.3本工艺是压力容器制造指导性通用工艺文件;须与产品工艺文件配合使用,如产品工艺文件有特殊要求时,以产品工艺文件为准。
2.一般要求
2.1排版人员必须由经验丰富的铆工负责进行,排板图经过审批后方可下料。
2.2下料前必须做好充分准备,对图纸、排板图工艺要求做到心中有数,所用工具准备齐全。
所使用的计量器具必须经过计量检测合格且在有效期内。
2.3容器受压元件用料必须经检查合格,并有材质标记,对于材质不清规格不符者不准放样号料,材料不经检查员检查合格的不准号料,如材料代用时没有代用单不准号料。
2.4对于筒体长度(高度)大于10m的容器,下料时每道环缝留出1.5~2mm的收缩余量。
3.对压力容器对接焊缝位置的要求
3.1筒节最短一节长度、碳钢、低合金钢不小于300mm。
3.2同一筒节A类焊缝相互平行,相邻焊缝间弧长距离:
碳素钢、低合金钢不小于500mm,不锈钢不小于300mm。
批准人
焦之桢孙乐仙焦同良
文件编号QPS01-04
第2页共11页
编制人
文件名
审核人
容器放样下料工艺
3.3相邻筒节的A类焊缝的距离,或封头A类焊缝的端点与相邻筒节A类焊接接头边缘的距离应大于3δn(δn筒体名义厚度)且不小于100mm。
3.4容器内件和筒体焊接的焊缝边缘尽量避开筒体以及封头焊接接头。
3.5卧式容器A类焊缝不能位于壳体底部140o角度内,B类焊缝位于支座之外,且支座垫板焊缝与壳体B类焊缝距离应大于50mm。
3.6封头由瓣片和顶圆对接制成时,焊缝只允许是径向和环向,径向焊缝之间最小距离>3δn(δn名义厚度)且不小于100。
见图04-1
>3δn≥100mm
图04-1
3.7球壳瓣片最小宽度须大于50mm。
也应尽量避免在容器焊缝及其边缘附近开孔,如果必须开孔时,则被开孔两侧各不少于1.5倍开孔直径范围内的焊缝进行100%的X射线探伤。
其执行标准及合格级别与开孔所在的焊缝要求相同。
4.样杆和样板的制作
4.1在放样时,应熟悉并了解以及图纸、工艺、材料定额表有无不符之处。
4.2样杆、样板一般用1~2mm厚的薄钢板制作。
制作的样板、样杆应平
批准人
焦之桢孙乐仙焦同良
文件编号QPS01-04
第3页共11页
编制人
文件名
审核人
容器放样下料工艺
直,做完后禁止锤击以防变形,要经检验员确认,并用代号标在样板上。
4.3所有的角度卡样板和其他的卡样板,在样板上和板杆上无法用文字表示者,必须向其操作的工序详细交待清楚。
5.号料
5.1号料前检查样杆、样板是否有弯曲和其它缺陷,并检查材料是否与图纸要求一致,做到材料无检查员确认标识不得下料。
材料标识先移植、后下料。
5.2吊粉线时两端要拉紧,提稳后垂直下弹,如有模糊不清之处,擦掉重弹,并不准打出双线。
使用的各种尺类、如盘尺、卷尺、钢板尺等都应事先检查是否完整、数字是否清楚。
5.3对特殊零件或同类型的零件要先号大料后号小料,便于穿插套号,互相借用,合理用料。
5.4号料时所有的切边钢板坡口,均按工艺要求的坡口型式用符号表示出来。
5.5对于不锈复合钢板号料前,必须对复合结合率进行一定比例(见图纸)的超声波探伤,其结合率必须大于90%,且单个不贴合面积小于100cm2。
5.6根据切割方法,留出切口余量。
当有机加工要求时,根据工艺要求留出加工余量。
5.7号孔料时,先量出孔的中心距(或中心线的距离),根据中心线定出孔的位置,然后用样冲子打出冲眼。
(不锈钢及不锈复合板复合层除外)
5.8除不锈钢及不锈复合板复合层外,所有切断线,都应打出冲眼及符
批准人
焦之桢孙乐仙焦同良
文件编号QPS01-04
第4页共11页
编制人
文件名
审核人
容器放样下料工艺
号,圈子要划圆,冲痕要打在圆周线上。
5.9样板上所有标记应全部写在所号的材料上,以免发生错误。
5.10制做成批同样的件时,制造上又无经验,可先做一个样子,待检查合格后再继续号料制做。
5.11现场号通用符号
①中心线②正或反曲线
③卷曲圆曲线④打凸
⑤位置线
5.12压力容器下料尺寸确定及其要求:
5.12.1筒体下料总长度的确定:
一般情况下应与图纸尺寸相同但对于长(高)度大于10m的容器排版时,每道环缝应留出1.5~2mm的焊接收缩余量。
5.12.2筒体展开长度的确定
5.12.2.1对于不锈复合钢压力容器其展开长度为:
L=丌(Dn+δj)
5.12.2.2对于其它钢压力容器其展开长度为:
L=丌(Dn+δ)
注:
Dn-筒体内直径
批准人
焦之桢孙乐仙焦同良
文件编号QPS01-04
第5页共11页
编制人
文件名
审核人
容器放样下料工艺
δj-不锈复合钢板基层厚度
δ-钢板厚度
5.12.3号料时板材边缘留出20~30mm的切边量。
5.12.4划线公差要求:
长度公差±2mm,宽度公差±1mm,对角线尺寸量(e1,-e2)≤2mm,两相互平行线长度差不大于1mm。
见图5.12.4
刨边余量线
e2
e1
实际用料量
H±1MM
产品编号
产品名称
排版编号
材料规格
台节数编号
检查线
e1-e2≤2mm
材质代号
3
50
3
e±2mm
图5.12.4
5.12.5必须划出心线,并标明位号(一般要划四条心线,筒单容器也可划两条)
5.12.6必须划出50mm的检查线,实际用料线和刨边余量线,所有线条打上样冲眼,以便下道工序使用,检查线必须划的准确平行。
5.12.7产品试板在号筒体料时要同时号出。
5.13整体冲压椭圆形封头坯按以下公式展开算料。
Ф=1.20Dg+δn+2h2
式中Ф-毛坯直径mm
批准人
焦之桢孙乐仙焦同良
文件编号QPS01-04
第6页共11页
编制人
文件名
审核人
容器放样下料工艺
Dg-公称直径mm
δn-名义厚度mm
h2-直边高度mm
封头展开毛坯尺寸见附表5.14,成型封头几何形状与尺寸见表5.13。
5.14分瓣封头号料时,每片小口处同时号出吊耳,瓣片周边留10~20mm的切割余量。
6.气割要求
6.1气割前先弄清板面上各种标记、符号、线条的含义。
6.2气割要按划线尺寸进行,切割前须将板料垫平,工件下面要留出一定间隙,以利于熔渣的吹出。
6.3气割前,应检查割矩切割氧气流的形状,若氧气流是笔直清晰的圆柱体并且有适当的长度时,方可切割,若不规则,不得切割工件。
6.4碳钢或低合金钢的规范选择可参考表6.4
6.5复合钢板的气割要求
6.5.1气割方法:
采用氧-乙炔气割法由碳钢向复层切割,其规范详见表6.5.1
表6.4
板材厚度mm
割矩
气体压力MPa
型号
割咀号码
氧气
乙炔
<3.0
G01-30
1-2
0.3~0.4
0.01~0.2
3.0-12
1-2
0.4~0.5
12-30
2-4
0.5~0.7
30-50
G01-100
3-5
0.5~0.7
50-100
5-6
0.6~0.8
批准人
焦之桢孙乐仙焦同良
文件编号QPS01-04
第7页共11页
编制人
文件名
审核人
容器放样下料工艺
表6.5.1
总厚度
mm
复层厚度
mm
切割条件
mm/min
氧气压力
公斤n/cm2
火嘴直径
mm
火嘴距离
mm
割嘴角度
4
6
9
0.7
1.5
2.0
580
510
460
0.5
0.7
0.8
1.0
1.0
1.0
6-8
6-8
6-8
0o
0o
0o
16
20
22
3.0
3.0
4.0
380
320
310
1.0
1.5
1.5
1.5
1.5
1.5
7~10
7~10
7~10
10o
10o
10o
30
50
83
3.0
3.0
3.0
300
260
230
2.0
2.5
2.8
1.5
2.0
2.0
7~10
7~10
7~10
10o
15o
20o
6.6不锈钢板的气割要求
6.6.1气割方法:
采用等离子切割方法,为使切口光洁,边缘整齐和无粘液,应根据板厚选择相应的割嘴,其规范详见表6.6.1
表6.6.1
钢板厚度
mm
喷嘴孔径
mm
切割电压
V
切割电流
A
氮气流量
升/小时
切割速度
米/小时
切割宽度
mm
8
12
16
3
3
3
120
120~130
120~130
185
200~210
200~220
2100~2300
2300~2400
2400~2600
40~50
40
40
4.2
4.5~5
4.5~5.5
20
25
30
3
3
3
120~130
120~135
120~140
230~240
260~280
260~280
2500~2700
2500~2700
2500~2700
32~40
45~55
35~40
4.5~5.5
5~6
5.5~6.5
40
45
100
3.5
3.5
4.5
140~145
145
145
320~340
320~340
380
2500~2700
2400~2500
2500
28~35
20~25
45
6.5~8
6.5~8
6.7气割后相对于气割(或冲眼)的偏差一般按表6.7的要求。
表6.7
板厚mm
≤25
25~50
>50
手工气割mm
±1.5
=2
±2
机械气割mm
±0.6
1
±1.5
批准人
焦之桢孙乐仙焦同良
文件编号QPS01-04
第8页共11页
编制人
文件名
审核人
容器放样下料工艺
6.8气割后的端面应无明显烧塌和大于1.5mm深的风沟及大于1mm深的凹坑。
7.其它零件下料规定
7.1底座圈下料的压力容器受压零件,如封头、锥体、法兰、大小口接管、补强圈等,下料后均标明产品编号、产品名称和材质等。
7.2凡型材及板材下料的其它零件尺寸公差若图纸未注明均按表7.2之中规定。
表7.2
下料尺寸mm
200~500
500~1000
1000~1500
1500~2000
尺寸公差mm
±1.5
±2
±2.5
±3
8.安全注意事项
8.1周围环境应无易燃易爆物品。
8.2压力表嘴和氧气带嘴不许与油脂接触,以防爆炸。
8.3操作时氧气瓶与乙炔瓶距离不得小于5m。
8.4氧气和乙炔胶管,应经常检查有无泄漏,压力表要定期校验。
8.5引火时,需用打火机或火柴,不得使用其它方法点火,当发生回火时,应迅速关闭氧气阀,再关闭气炔阀。
批准人
焦之桢
 升级会员
升级会员 