华工成型技术第三部分总结课案.docx
《华工成型技术第三部分总结课案.docx》由会员分享,可在线阅读,更多相关《华工成型技术第三部分总结课案.docx(37页珍藏版)》请在冰豆网上搜索。
华工成型技术第三部分总结课案
PartIII成形(型)部分
FormingandShapingProcessesandEquipment
13RollingofMetal(轧制)
13.1、Introduction
Rolling(轧制):
istheprocessofreducingthethickness(orchangingthecross-section)ofalongworkpiecebycompressiveforcesappliedthroughasetofrolls
Plate(厚板):
whicharegenerallyregardsashavingathicknessgreaterthan6mm,areusedforstructuralapplications
Sheet(薄板):
havingathicknesslessthan6mmthick;areprovidedtomanufacturingfacilitiesasflatpiecesorasstripincoilsforfurtherprocessingintovariousproducts.
Plate厚板作为结构件,Sheet薄板作为半成品
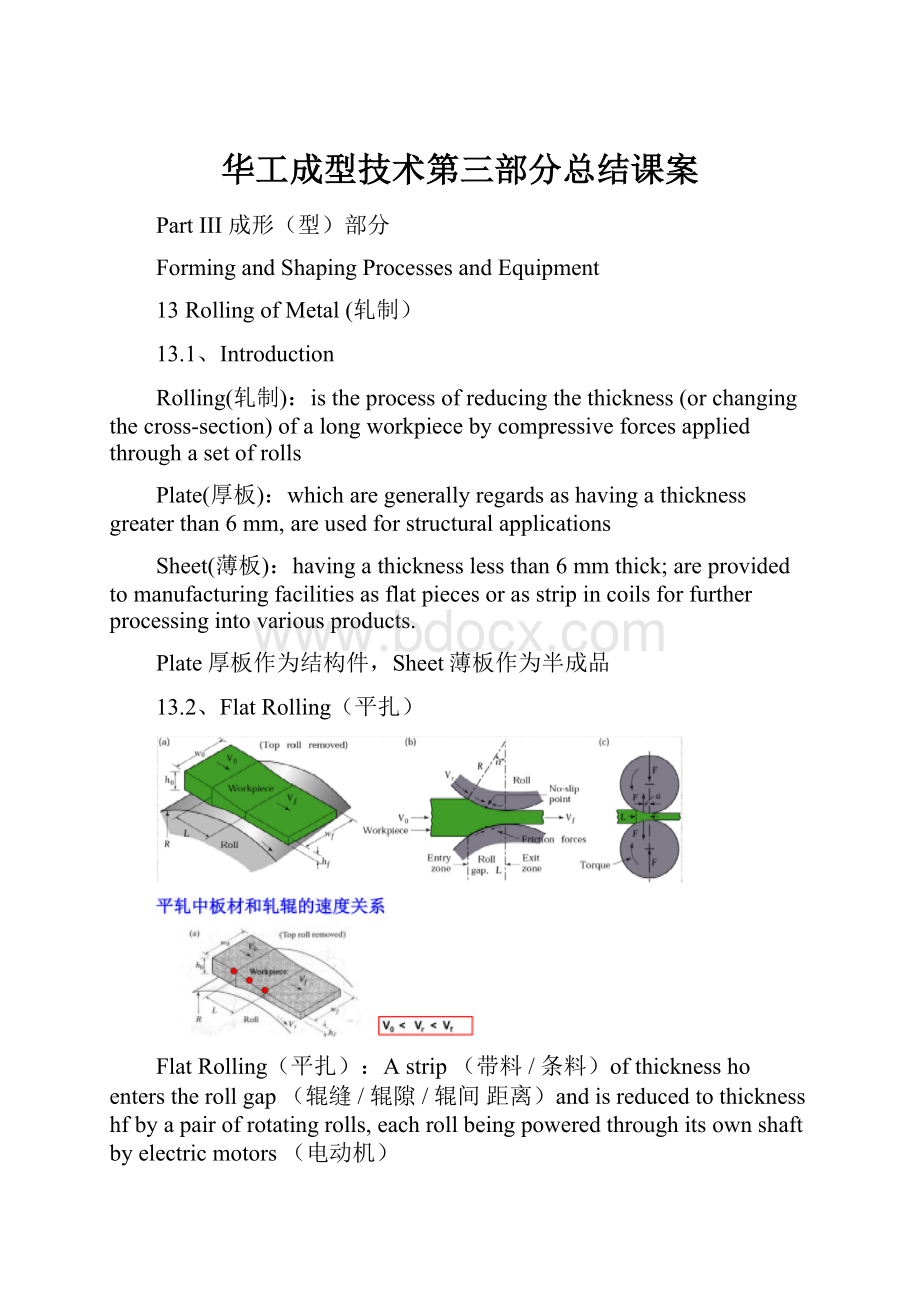
13.2、FlatRolling(平扎)
FlatRolling(平扎):
Astrip(带料/条料)ofthicknesshoenterstherollgap(辊缝/辊隙/辊间距离)andisreducedtothicknesshfbyapairofrotatingrolls,eachrollbeingpoweredthroughitsownshaftbyelectricmotors(电动机)
Vr:
Thesurfacespeedoftherolls(轧辊的速度)
V0:
Thevelocityofthestripattheentrance(板材入口处的速度)
Vf:
Thevelocityofthestripattheexit(板材出口处的速度)
neutralpoint(中性点)orno-slippoint(无滑动点):
onepointalongthecontactlengthwherethevelocityofthestripisthesameasthatoftheroll.
由于速度在中性点前后不一致引起摩擦力的方向在中性点两侧不一致
(1)FrictionalForces(摩擦力-平扎中材料前行的驱动力)
Therollspullthematerialintotherollgapthroughanetfrictionalforce(净摩擦力)onthematerial.
摩擦力的危害:
1)energyisdissipatedinovercomingfriction;2)highfrictioncoulddamagethesurfaceoftherolledproduct
Themaximumpossibledraft(压下量),definedasthedifferencebetweentheinitialandfinalthicknesses,(ho-hf),isafunctionofthecoefficientoffriction,μ,andtherollradius,R:
ho-hf=ūR
Thus,thehigherthefrictionandthelargertherollradius,thegraterthemaximumpossibledraft(andreductioninthickness)becomes.
(2)RollForce(轧制力):
F=LWYavg
减少轧制力的措施:
1)reducingfriction;2)usingsmaller-diameterrolls;3)takingsmallerreductionsperpass;4)rollingatelevatedtemperatures
(3)Spreading现象:
对于有高宽厚比的厚板或者薄板的轧制,材料的宽度在轧制过程中基本保持不变,但对于宽厚比较小的厚板或薄板的轧制,材料的宽度在轧制的过程中增加的现象叫做Spreading现象;从左图中Topview俯视图可以看出轧制后宽度变大
13.3、FlatRollingPractice(平扎工艺)
(1)Hotrolling(热轧)andColdrolling(冷轧):
Hotrolling:
carriedoutabovetherecrystallizationtemperature(再结晶温度)ofthemetal.
Theinitialbreakingdownofaningotorofacontinuouslycastslabisdonebyhotrolling.(为什么要用热轧对铸件进行初始的压碎?
)
1)reducegrainsizeinmetals;2)breakingupofbrittlegrainboundariesandtheclosingupofinternaldefects,especiallyporosity;3)improvestrengthandductility
Coldrolling:
carriedoutatroomtemperature
Comparedtohotrolling,Coldrollingproducessheetandstripwith
1)muchbettersurfacefinish(becauseoflackofscale);2)muchbetterdimensionaltolerances;3)muchbettermechanicalproperties(becauseofstrainhardening).
(2)Caststructure(铸造结构)andWroughtstructure(锻造结构):
caststructure:
1)typicallydendritic(树枝状的);2)includescoarse(粗糙的)andnonuniform(不均匀的)grains;3)usuallybrittle(易碎的)andporous(多孔的)
wroughtstructure:
1)finergrainssize(细小的晶粒尺寸);2)enhancedstrengthandductility(增强的强度和延展性)
(3)Theproductofthehotrolling(热轧产品):
Slab:
aslabisusuallyrectangularincross-section.slabsarerolledintoplatesandsheetslater.
Slab通常是具有长方形截面的厚板或者薄板
Bloom:
Bloomusuallyhasasquarecross-section,atleast150mmontheside.Bloomsareprocessedfurther,byshapingrolling,intostructureshapes,suchasI-beamsandrailroadrails.
Bloom通常是具有边长大于150mm的正方形截面的结构件,例如I字梁或者铁轨
Billets:
billetsareusuallysquare,withacross-sectionareasmallerthanblooms;theyarelaterrolledintovariousshapes,suchasroundrodsandbarsbytheuseofshapedrolls.
Billets通常是具有边长小于150mm的正方形截面的圆棒或者方棒
(4)Scale(热轧中的氧化皮):
Scaleisconditionedbyvariousmeans.Suchas:
1)useofatorch(火炬)orscaring(火焰表面清理);2)bypicklingwithacids(acidetching酸洗);3)bysuchmechanicalmeansasblastingwithwater(水爆);4)grinding(研磨)
(5)Packingrolling(叠板轧制):
Packrollingisaflat-rollingoperationinwhichtwoormorelayersofmetalarerolledtogether;thisprocesscanimproveproductivity(记住Packingrolling的目的在于提高生产效率)
(6)DefectsinRolledPlatesandSheets(轧制过程中的缺陷):
Undesirable(不利)-Degradesurfaceappearance(降低表面外观);Adverselyaffectthestrength(影响强度)
Sheetmetaldefectsinclude:
1)scale(绣皮)rust(氧化皮)scratches(擦伤).gouges(槽)pits(坑)
2)Cracks(裂纹)—Maybecausedbyimpuritiesandinclusions
4)Alligatoring(皱裂,鳄纹)——complexphenomenon
图(a)是波浪形边缘;图(b)是中心裂纹;图(c)是拉链式边缘裂纹;图(d)是皱裂
13.5、Shape-RollingOperations
Straightandlongstructureshapes,suchassolidbars,channels,I-beams,andrailroadrails,arerolledbypassingthestock(原料)throughasetofspeciallydesignedrolls(特制的轧辊)—型轧与平轧的主要区别在于型轧使用特制的轧辊
(1)Ringrolling(圆环轧制):
Inthering-rollingprocess,athickringisexpandedintoalargediameterringwithareducedcross-section.Theringisplacedbetweentworolls,oneofwhichisdriven,anditsthicknessisreducedbybringingtherollsclosertogetherastheyrotate.Sincethevolumeoftheringremainsconstantduringdeformation,thereductioninthicknessiscompensated(补偿)byanincreaseinthering’sdiameter.
Theadvantagesofthisprocessare1)shortproductiontimes,2)materialsaving,3)closedimensionaltolerances(精确的尺寸公差)4)favorable(良好的)grainflow(晶粒流线)intheproduct.
(2)Thread-Rolling(螺纹轧制):
Thethreadrollingprocessisacold-formingprocessbywhichstraightortaperedthreadsareformedonroundrodsbypassingthembetweendies.
Thethread-rollingprocesshasadvantagessuchas1)withoutanylossofmaterial(scrap);2)withagoodstrength(duetocoldworking);3)Thesurfacefinishisverysmooth;4)induces(诱发)compressiveresidualstresses(残余压应力)ontheworkpiecesurfaces;5)athighratesofproduction;6)Threadrollingissuperior(更好的)totheothermethodsofmanufacturingthreads
Figure13.16(a)Featuresofamachinedorrolledthread.(b)Grainflowinmachinedandrolledthreads.Unlikemachining,whichcutsthroughthegrainsofthemetal,therollingofthreadscausesimprovedstrength,becauseofcoldworkingandfavorablegrainflow.
机加工螺纹内部组织被切断,而轧制螺纹由于冷成型加工而保持良好的晶粒流线
Review:
1.Rollingistheprocessofreducingthethickness(orchangingthecross-section)ofalongworkpiecebyforcesappliedthroughasetofrolls.Therollspullthematerialintotherollgapthroughforcesonthematerial.
a)compressiveb)tensilec)sheard)frictional
2.WhichoneisNOTthecharacteristicofacaststructure?
a)dendriticb)finergrainssizec)brittled)porous
3.Whichoneisthecharacteristicofawroughstructure?
a)dendriticb)finergrainssizec)brittled)porous
4.WhichoneofthefollowingisNOTtheproductofthehotrollingprocess?
a)billetb)ingotc)slabd)bloom
5.Althoughfrictionisnecessaryforrollingmaterials,energyisdissipatedinovercomingfriction;thus,increasingfrictionmeansincreasingforcesandpowerrequirements.Furthermore,highfrictioncoulddamagethesurfaceoftherolledproduct.Acompromisehastobemade,onewhichincludeslowcoefficientsoffrictionbyusingeffectivelubrication.()
6.Intheflatrollingproducts,sheetsaregenerallyregardedashavingathicknessgreaterthen6mm.()
SUMMARY
1、Rollingistheprocessofreducingthethicknessorchangingthecross-sectionofalongworkpiecebycompressiveforcesappliedthroughasetofrolls.
Inadditiontoflatrolling,shaperollingisusedtomakeproductswithvariouscross-sections.
Productsmadebyrollinginclude:
plate,sheet,foil,rod,seamlesspipe(无缝钢管),andtubing;shaped-rolledproducts,suchasI-beamsandstructuralshapes;andbarsofvariouscross-section.
Otherrollingoperationincluderingrollingandthreadrolling.
2、Rollingmaybecarriedoutatroomtemperature(coldrolling)oratelevatedtemperatures(hotrolling).
Theprocessinvolvesseveralmaterialandprocessvariables,includingrolldiameter(relativetomaterialthickness),reductionperpass,speed,lubrication,andtemperature.
3、Continuouscastingandrollingofferrousandofnonferrousmetals(黑色和有色金属)intosemifinishedproductshavebecomeacommonpracticebecauseofitseconomicbenefits.
Question:
1、Whatisthedefinitionoftherolling?
2、Howtoclassifyrollingprocess?
3、Whatistheflatrolling?
4、Whatisthedifferencebetweenaplateandasheet?
5、Givesomeexamplesoftheapplicationoftheplatesandsheets.
6、Explaintherelationshipofthevelocitybetweenthestripandrolls.
7、Explaintheadvantagesanddisadvantagesofthefrictionduringtherolling.
8、Define(a)rollgap,(b)neutralpoint,(c)draft
9、Describethedifferencebetweenabloom,aslab,andabillet.
10、Listthedefectscommonlyobservedafterflatrolling
11、Whatisthehotrollingandcoldrolling?
12、Whatisthedifferencebetweencaststructureandwroughtstructure?
13、Whatisthedifferencebetweenhotrollingandcoldrolling?
?
14、Whatisscale?
15、Howtoremovethescale?
16、Whatistheshaperolling?
17、Makealistofsomepartsthatcanbemadebyshaperolling.
18、Describetypesofproductsthatcanbemadebythreadrolling
19、Whatistheadvantagesoftherollingprocess?
14ForgingofMetal(锻造)
14.1、Introduction
(1)Forgingisaprocessinwhichaworkpieceisshaped(formed)bycompressiveforcesappliedthroughvariousdies(模具)andtools(工具).Mostforgings,however,requireasetofdiesandsuchequipmentasapress(压力机)oraforginghammer(锻锤).
Characteristicsofforgedpart:
Metalflowandgrainstructurecanbecontrolled,Forgedpartshavegoodstrengthandtoughness.Theycanbeusedreliablyforstressedandcritical(关键的)application.
Typicalforgedproducts:
Bolts(螺栓)、Rivets(铆钉)、Connectingrods(连杆)、Gears(齿轮)、Shaft(轴)、Handtool(手工具)、Structuralcomponents(结构组件)
铸造件(Casting)有不可避免的缺陷,如晶粒粗大、结构疏松、具有多孔,其组织和
 升级会员
升级会员 