滤清器封口技术及缺陷分析董兴波.docx
《滤清器封口技术及缺陷分析董兴波.docx》由会员分享,可在线阅读,更多相关《滤清器封口技术及缺陷分析董兴波.docx(27页珍藏版)》请在冰豆网上搜索。
滤清器封口技术及缺陷分析董兴波
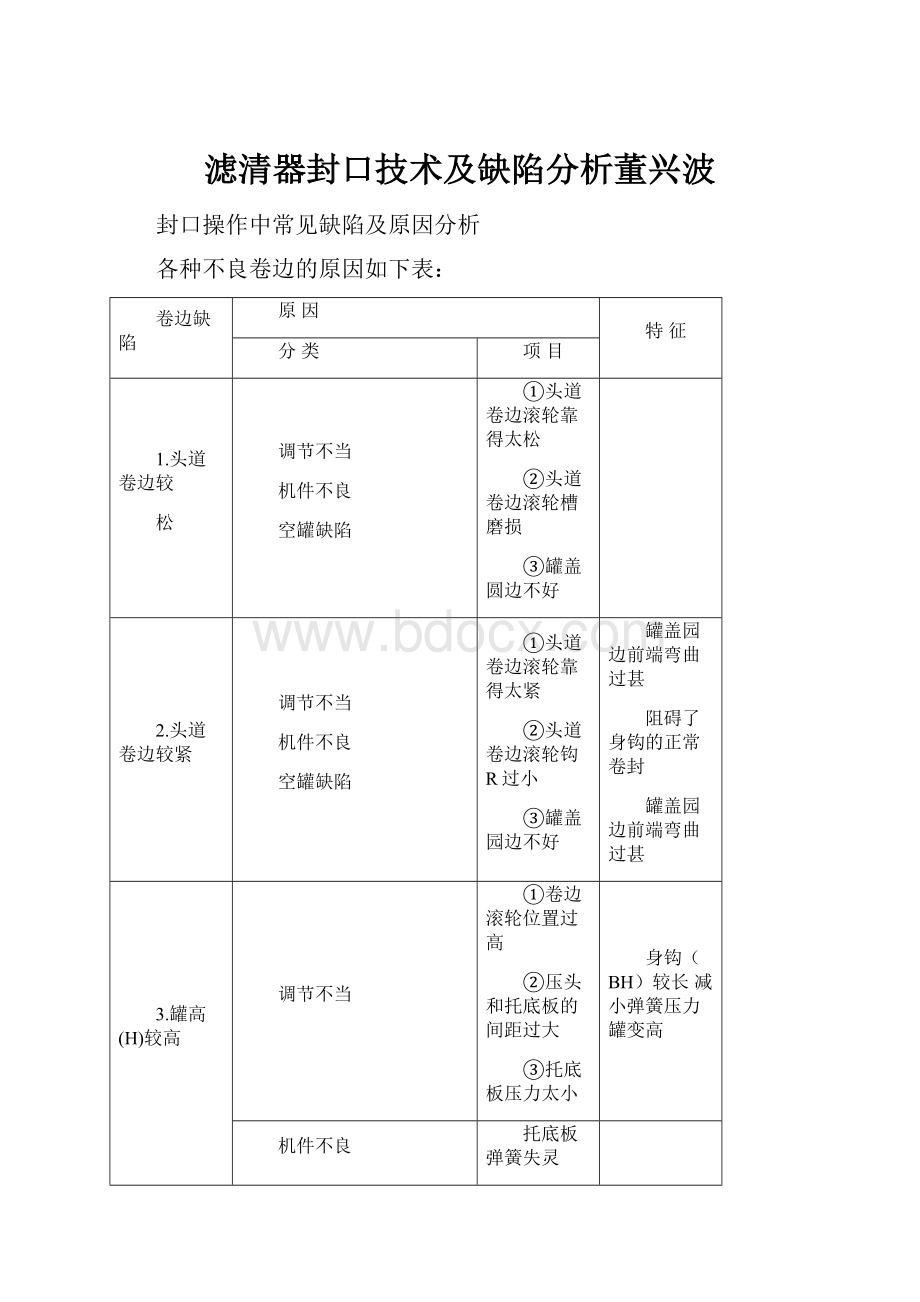
封口操作中常见缺陷及原因分析
各种不良卷边的原因如下表:
卷边缺陷
原因
特征
分类
项目
1.头道卷边较
松
调节不当
机件不良
空罐缺陷
①头道卷边滚轮靠得太松
②头道卷边滚轮槽磨损
③罐盖圆边不好
2.头道卷边较紧
调节不当
机件不良
空罐缺陷
①头道卷边滚轮靠得太紧
②头道卷边滚轮钩R过小
③罐盖园边不好
罐盖园边前端弯曲过甚
阻碍了身钩的正常卷封
罐盖园边前端弯曲过甚
3.罐高(H)较高
调节不当
①卷边滚轮位置过高
②压头和托底板的间距过大
③托底板压力太小
身钩(BH)较长减小弹簧压力罐变高
机件不良
托底板弹簧失灵
4.罐高(H)较低
调节不当
①压头和托底板的间距过小
②托底板压力太大
增加弹簧压力罐变矮
5.罐高(H)
参差不一
空罐不良
空筒高度偏差大
机件不良
①托底板的支撑不稳
②托底板衬垫和压头不完全平行
6.厚度T较大
调节不当
①卷边滚轮位置过高
②二道卷边滚轮位置太松
③二道卷边调整螺丝太松
机件不良
二道卷边滚轮沟磨损
空罐缺陷
罐盖密封胶过多,干燥不良
7.厚度T较小
调节不当
①头道卷边滚轮靠得太松
②二道卷边滚轮靠得太紧
身钩、盖钩迭接不好
迭接长度小
8.卷边宽度W较大
调节不当
①压头托底板的间距过小
②托底板压力太大
③头道滚轮靠得太松
④二道滚轮靠得太紧
身钩(BH)较长
卷边宽度(W)也较大
机件不良
头道卷边滚轮钩磨损
9.卷边宽度W较小
调节不当
①卷边滚轮位置过高
②压头和托底板的间距过大
③托底板压力太小
④头道滚轮靠得太紧
⑤二道卷边滚轮靠得太松
盖钩(CH)较短
埋头度(C)较深
身钩(BH)较短
机件不良
①头道滚轮沟槽R过小
②托底板弹簧失灵
③托底板的支撑不稳
10.埋头度(C)较深
调节不当
①卷边滚轮位置过高
②托底板压力太小
卷边上部变宽
卷边缺陷
原因
特征
分类
项目
10.埋头度(C)较深
机件不良
①压头直径太大
②压头太厚
③托底板弹簧失灵
④托底板的支撑不稳
⑤托底板的衬垫和压头不完全平行
另件制造不良,造成局部埋头度较深
11.埋头度(C)较浅
机件不良
①压头突缘磨损
②压头较薄
容易产生快口,机件制造不良容易产生快口
12.身钩(BH)
较长
调节不当
①压头和托底板的间距过低
②托底板压力太大
容易产生快口
13.身钩(BH)
较短
调节不当
①卷边滚轮位置过高
②压头和托底板的间距过高
③托底板压力太小
④头道滚轮太紧
⑤二道滚轮太松
罐高(H)较高
容易产生滑封
机件不良
①托底板弹簧失灵
②托底板的支撑不稳
空罐缺陷
①罐身翻边宽度小
②罐身翻边R过小
14.盖钩(CH)较长
调节不当
①头道卷边滚轮靠得太紧
机件不良
①压头较薄
容易产生快口
15.盖钩(CH)较短
调节不当
①卷边滚轮位置过高
②压头和过底板的间距过底
③托底板压力太大
④托底板压力太小
⑤头道滚轮太松
机件不良
①头道卷边滚轮沟槽磨损
②头道滚轮沟槽R过小
③压头直径较大
④压头较厚
机件制造不良
16.上部空隙(UC)较大
调节不当
①压头位置过低
②压头和过底板的间距过低
③托底板压力太大
④头道卷边滚轮太松
机件不良
①头道卷边滚轮沟磨损
②压头直径较大
③压头较厚
机件制造不良
17.上部空隙
UC较小
调节不良
①头道卷边滚轮靠得太深
机件不良
①压头较薄
机件制造不良
18.下部空隙Lc较大
调节不当
①头道卷边滚轮靠得太紧
②头道卷边滚轮靠得太松
③二道卷边滚轮靠得太紧
卷边缺陷
原因
特征
分类
项目
18.下部空隙
Lc较大
机件不良
①头道卷边滚轮沟磨损
②头道卷边滚轮沟R过小
③托底板弹簧失灵
空罐缺陷
①罐身翻边宽度较小
②罐身翻R过小
19.下部空隙
Lc较小
调节不当
①压头和托底板间距过小
②托底板压力太大
20.罐盖未套进
调节不当
①托底板压力太大
②压头和空罐中心线不吻合
③送罐盘位置不当
④罐盖输送不好
⑤推爪前后装置不当
送罐不好或托底板机件不好
罐盖圆边变形罐盖没有很好和罐身配套
空罐缺陷
①罐盖园边形状不好
②罐身及翻边形状变形
③罐身、罐盖嵌合过紧
21.牙齿
调节不当
①托底板的压力太大
②头道卷边滚轮太松
③二道卷边滚轮太紧
④罐盖输送不好
罐身翻边变形在二道卷边时产生变形
由于压得太紧产生变形
空罐缺陷
①罐盖橡胶过多干燥不好
②罐盖园边形状不好
③接缝不良
机件不良
①头道卷边滚轮沟磨损
②头道卷边滚轮不光滑
头道卷边较弱
22.舌头
调节不当
①托底板压力太大
②头道卷边太松
③二道卷边太紧
机件不好
①头道卷边滚轮沟磨损
②二道卷边滚轮沟磨损
③二道卷边滚轮转动不灵活
空罐缺陷
①罐盖圆边形状不好
②焊缝不良
23.快口(锐边)
调节不当
①卷边滚轮位置过高
②压头和托底盘的间距过小
③托底盘压力太大
④头道滚轮靠得太紧
⑤二道滚轮靠得太紧
机件不良
①压头磨损
②头道滚轮轴向窜动
③二道滚轮轴向窜动
④头道辊轮沟磨损
⑤二道辊轮沟磨损
卷边缺陷
原因
特征
分类
项目
24.卷边不光滑
调节不良
①头道卷边滚轮靠得太松
②二道卷边滚轮靠得太松
机件不良
①头道卷边滚轮沟磨损
②头道卷边滚轮转动不灵活
③二道卷边滚轮靠得太松
④二道卷边滚轮转动不灵活
空罐缺陷
①罐盖圆边形状不好
25.滑口
调节不当
①压头和托底板的间距过大
②托底板压力太大
③托底板压力太小
④头道卷边滚轮靠得太松
⑤头道卷边滚轮靠得太紧
⑥二道卷边滚轮靠得太紧
罐高(H)较高
身钩(BH)短
机件不良
①头道卷边滚轮运转不灵活
②二道卷边滚轮运转不灵活
③压头磨损,直径太小
④压头直径太大
⑤托底板弹簧失灵
⑥托底板上面磨损
⑦托底板支撑不稳
⑧托底板和压头不完全平行
26.密封胶
溢出
调节不当
①头道卷边靠得太紧
②二道卷边靠得太紧
空罐缺陷
①密封胶过多,干燥不好
27.疑似卷边
(假封)
调节不当
①罐盖输送不好
空罐缺陷
①罐盖园边形状不好
38.卷边损伤
调节不当
①卷边滚轮位置过高
②罐盖输送不好,盖子擦伤
机件不良
①头道卷边滚轮沟磨损
②二道卷边滚轮沟磨损
③压头磨损
29.卷封弹出
调节不当
①二道卷边滚轮靠得太紧
机件不良
①压头磨损
②二道卷轮与压头配合不好
金属罐卷封工艺
一、金属罐二重卷封的形成
二重卷封通常是由二步操作完成的。
第一步操作将罐身的翻边部分压到罐盖的卷曲部分形成互锁的结构。
第二步操作将第一步操作形成的互锁结构压紧完成卷封。
二重卷封的二步操作是通过两个滚轮来完成的,第一步操作的滚轮与第二步操作的滚轮的形状是不同的,第一步操作的滚轮沟槽较深而第二步操作滚轮沟槽较浅。
如图5-25所示。
图5-25金属罐卷封的二步操作
在卷封的形成过程及在最终的卷封结构中,罐盖的卷曲部分及罐身的翻边部分的形状及尺寸起着重要的作用,在最终的二重卷封中(如图5-26),罐盖的卷曲部分成为盖钩,而罐身的翻边部分则成为身钩,盖钩和身钩的重叠部分称为叠接(如图5-27)。
图5-26二重卷封各部分名称
图5-27二重卷封结构尺寸
要完成一个二重卷封,无论对何种卷封机,不管是高速机还是低速机,不管是多头封口机还是单头封口机,有四个设备部件必不可少,因为它们与卷封密切相关,这四个部件是托底盘、压头、第一道滚轮和第二道滚轮。
如图5-28所示。
图5-28二重卷封机构示意
1-压头;2-罐盖;3-罐身;4-托底盘;5-头道滚轮;6-二道滚轮;7-头道滚轮槽型;8-二道滚轮槽型
二重卷封的形成过程如下(如图5-29):
头道滚轮相对罐体作径向移动,滚轮沟槽迫使罐盖圆边向沟槽曲线法向卷曲。
此过程中,罐盖边缘与罐身翻边一起向下弯曲,罐盖边缘再沿着罐身边钩末端向内侧往上折叠,直至卷边初步定型后,头道滚轮退出卷封位置;接着二道滚轮开始靠近卷封位置与初步定型的卷边接触,并向罐体作径向移动推压卷边,使整个接缝均匀压紧,完成卷封作业。
图5-29二重卷边的形成过程
一般说来,滚轮槽型曲面可按罐径进行调节,以适应不同的材料、材料厚度、罐盖圆边和卷边的规格。
二、卷封设备及操作技术
1、卷封设备的种类及型号
因卷封机构的不同,卷封作业有两种情况:
一是罐体旋转,卷边滚轮自转并向罐体中心轴作径向移动完成卷封操作;二是罐体固定不动,卷边滚轮绕罐体旋转并自转,同时向罐体中心轴线作径向移动,完成卷封作业。
异形罐因压头中心至罐边距离不固定,故卷封时是采用第二种方法。
如图5-30所示为常用立式封罐机。
这是一台全自动封罐机,生产能力可达120只/min。
图5-30立式全自动封罐机
封罐机的型号由金属罐专业代号、封罐机类别代号、封罐机品种代号和编制序号组成。
示例如下:
表5-6为几种常见封罐机的性能对比情况。
表5-6常见封罐机的性能
设备型号
GT4A6
GT4B1
GISB2
GT4B4
GT4B6
GT4B7
GT4B12
GT4B13
可封罐形
圆罐、
异型罐
圆罐
圆罐
异形罐
圆罐
异形罐
圆罐
圆罐
卷封机构数目
单头
单头
单头
单头
单头
四头
四头
六头
每头卷边滚轮数
四滚轮
四滚轮
四滚轮
四滚轮
四滚轮
四滚轮
四滚轮
两滚轮
罐身工作状态
罐身固定
罐身固定
罐身固定
罐身固定
罐身固定
罐身固定
罐身固定
罐身自转
完成滚轮径向进给运动的作用元件
盘形凸轮与摆动从动杆
偏心套筒
行星齿轮偏心销轴
盘形凸轮与摆动从动杆
盘形凸轮与摆动从动杆
端面凸轮与直动从动杆
行星齿轮偏心销轴
固定内圆柱端面凸轮
完成滚轮仿型运动的作用元件
罐型靠模
罐型靠模
罐型靠模
卷封操作条件
非真空
非真空
真空
真空
非真空
非真空
真空
非真空
自动化水平
半自动
自动
自动
自动
自动
自动
自动
自动
生产能力,只/min
圆罐40,异形罐25
40~50
42
方形罐60,其它罐30
80
90~150
132
100~250
电机功率,kW
1.5
1.5
1.5
2.2
1.5
5.5
4
2.2
2、封罐机的结构和工作过程
根据金属罐的种类及封罐要求不同,封罐机有多种类型,一般可分为手动封罐机、半自动封罐机和自动封罐机。
手动封罐机是一种单工位的机器,既可以脚踏驱动,也可以用电动机驱动,但要用手把罐身和罐盖放到封口工位上,然后人工启动封罐过程,脚踏夹紧罐体,手工扳动卷封滚轮进给。
半自动封罐机是电动机驱动的单工位机器,手工将罐身和盖被置于封口工位,按下启动按钮或操作杆后,封罐过程就自动进行。
自动封罐机可以是单工位的,也可以是多工位的机器,罐体由传送带送到封口工位,由带有均匀分布的凸片或进给链叉的传输链将罐等距安置在传送带上,传送带与封罐机上的封口装置联动。
如图5-31所示为常见的自动封罐机结构图,其工作过程如下:
分盖器13从罐盖存槽12中分离出一只罐盖,并由推盖板推出落入输罐机构及推头15推送过来的罐口上,推头继续将带盖罐体送入带槽转盘11,由转盘将罐送至卷封工位;托罐盘上推(或同时旋转),罐盖被上压头紧压在罐口上,同时2个卷封滚轮8在封盘7旋转带动下,沿罐口先后2次加压滚动进给,使罐口翻边和罐盖圆边相咬合,进而卷曲,最后压紧完成二重卷边封口;卷封后的金属罐由转盘带离卷封工位,并由输罐机构输出。
两滚轮分别滚压卷封的过程如图5-29所示。
卷边内的缝隙由事先涂在罐盖圆边内的密封胶膜填充,进一步保证封口卷边的密封性。
图5-31封罐机的结构和工作过程
1-压盖杆;2-套筒;3-弹簧;4-上压头固定支座;5、6-齿轮;7-封盘;8-卷封滚轮;9-罐体;10-托罐盘;11-带槽转盘;12-罐盖存槽;13-分盖器;14-推盖板;15-推头
3、封罐机的操作和调整
(1)托底盘与上压头
在罐身与罐盖结合后且固定在压头与托底盘之间时,便开始了二重卷封。
卷封机有许多类型,就传动而言,有上压头传动的,也有上压头与托底盘同步旋转的。
也有一些卷封机在卷封时罐静止,卷封通过滚轮的运动来实现,但是无论何种卷封机,在调节托底盘时有两个参数必须注意,即托底盘下的弹簧压力和压头与托底盘之间的距离。
正确的托底盘下弹簧压力必须考虑罐型和罐身的材质,传统上罐径在73mm以下的饮料罐弹簧的压力在45~65kg,马口铁食品罐在75~95kg。
目前多数进口卷封机的托盘弹簧形变为0.55mm,而国产卷封机的弹簧形变为0.76~0.89mm。
在调节托底盘压力的同时,另一个需要调节的参数是上压头的高度。
如果上压头设置过低,罐身有可能被压坏,而上压头设置过高,上压头与罐盖之间可能打滑,甚至无法卷封。
调节上压头高度的参考公式如下(如图5-32所示):
h=H-h1-k-δ(5-1)
式中h——上压头高度,mm;
H——未卷封空罐高度,mm;
h1——卷封压头翻边高度,mm;
k——卷封时的高度损失,mm;
δ——托底盘的弹簧形变,mm。
图5-32上压头高度的调节
在调节托底盘压力和上压头高度之后,我们还必须观察下列几个事项:
①上压头与托盘的平行度;
②托底盘下的轴承磨损导致的偏心;
③底盘磨损导致的卷封时的摇晃;
④托底盘下弹簧的疲劳导致卷封结构的变化;
⑤上压头与罐盖的匹配。
(2)卷封的第一步操作
第一步操作开始时,第一道滚轮开始挤压罐盖,并通过罐盖向罐身的翻边部分传递压力。
此时罐身的翻边部分逐步向罐盖的卷曲部分延伸。
最后,罐盖的卷曲部分与罐身的翻边部分互相锁定,前后过程见图5-33所示。
图5-33第一步卷封过程
第一步操作是整个二重卷封的关键,可以说90%的卷封工作在第一步操作后已完成。
第一步操作不当造成的缺陷无法在第二步操作中予以纠正。
第一步操作是控制盖钩的关键。
同时第一步操作也影响埋头度、身钩的形成,以及最终盖钩上的皱纹和卷封宽度。
一般来讲,完成的第一步卷封底部是光滑的圆弧,盖的卷曲部分也应是平滑的圆弧接近罐身壁。
如图5-32“卷封第一步操作结束时的状态”那样。
除此之外,第一道滚轮与上压头的垂直相对位置应予以足够的重视。
最佳的间距应在0.076~0.13mm(见图5-34所示)。
与此同时,第一步操作的卷封间隙必须控制在0.076mm以下。
图5-34第一道滚轮与上压头的垂直相对间距
(3)卷封的第二步操作
在第一步操作完成后,第一道滚轮退出。
随即第二道滚轮推进。
随着挤压的加剧,第一道滚轮在盖钩上留下的皱纹被压平(见图5-35)。
图5-35卷封第二步操作前后
(1)第一道滚轮退出;
(2)第二道滚轮推进
在压平皱纹的同时,罐盖上的封口胶在挤压中产生压缩变形。
正是这种变形才使封口胶充填了二重卷边中存在的细小的渗漏通道,从而起到密封作用。
在完成的二重卷封中,有两个空腔分别称为上隧道和下隧道(参照图5-26)。
下隧道及周围区域(身钩卷入罐盖卷曲部分的这一区域)称为主要密封区域。
为了达到良好的密封,下隧道必须存在且必须充满封口胶。
相对于第一道操作而言,第二步操作较为简单。
第二步操作的目的就是压紧卷封,与第一步操作一样,也必须控制卷封间隙。
第二步操作的卷封间隙不得超过0.13mm(参照5-27所示)。
三、卷封滚轮的形状及尺寸
卷封滚轮分头道滚轮和二道滚轮,其外形轮廓和尺寸基本是一致的,仅在滚轮槽形部位,因其作用不同而不同。
卷封滚轮的外型尺寸因封罐机的型号不同而差别比较大。
卷封滚轮的槽型曲线有多种型式,一般都由3~4个圆弧段所构成。
头道滚轮的槽形窄而深,其主要作用是使罐盖的盖钩逐步向下弯曲到罐身翻边,进而连同罐身翻边一起进行卷曲使之相互钩合,使二重卷边基本定型。
故头道滚轮槽的上部曲线弯曲较少(曲率半径较大),使罐盖边缘易于向下弯曲,下部圆弧弯曲较小(曲率半径较小),并略有所谓“凹势”(特别是国内的头道滚轮曲线),使之便于盖边继续弯曲并逐步向上和罐身翻边钩合。
二道滚轮的槽型曲线相对头道滚轮曲线而言,宽而浅,其作用是把已经初步定型的卷边压扁、压紧。
二道滚轮曲线上部弯曲较大(曲率半径小)而下部弯曲较小,其型式大致可分为半月形或所谓“7”字形,半月形封口卷边外形美观但中间空隙较大;“7”字形封卷边一般呈矩形,外形稍差,但封口紧密度较好,故现在一般二道滚轮曲线用“7”字形较多。
封口滚轮的槽型曲线对封口质量极为重要,槽型的确定必须考虑用材厚度、罐盖圆边形状、罐型直径大小等因素,故必须慎重对待,一般滚轮曲线的制造程序为:
样板刀具车磨成形,热处理后经过曲线磨床进行精磨,使曲线轮廓达到稳定、准确,互换效率高,使用寿命长等特点。
图5-36、图5-37和表5-7、表5-8为几种国外金属罐二重卷封滚轮槽形曲线形状及尺寸,仅供参考。
图5-36头道滚轮槽型曲线图
表5-7头道滚轮槽型尺寸表(单位:
mm)
滚轮型号
I-1
I-2
I-3
I-4
I-5
罐体材料厚度
0.2~0.22
0.22~0.25
0.25~0.28
0.28~0.32
0.32~0.36
图5-35中相关尺寸
A
B
C
D
E
R1
R2
R3
R4
R5
R6
1.03
1.52
1.23
0.91
0.77
0.30
0.60
0.90
1.23
1.986
2.41
1.09
1.64
1.33
0.96
0.77
0.30
0.65
0.90
1.313
2.055
2.41
1.15
1.76
1.42
1.02
0.77
0.30
0.71
0.90
1.42
2.182
2.41
1.21
1.88
1.52
1.11
0.82
0.30
0.80
0.95
1.52
2.345
2.56
1.31
2.0
1.62
1.31
0.82
0.30
1.00
1.00
1.62
2.504
2.56
图5-37二道滚轮槽型曲线图
表5-8二道滚轮槽型尺寸表(单位:
mm)
滚轮型号
I-1
I-2
I-3
I-4
I-5
罐体材料厚度
0.2~0.22
0.22~0.25
0.25~0.28
0.28~0.32
0.32~0.36
图5-36中相关尺寸
B
E
C
R1
R2
R3
1.01
3.47
0.66
0.6
4.03
0.50
1.01
3.47
0.72
0.6
4.19
0.57
1.01
3.47
0.81
0.6
4.28
0.62
1.01
3.47
0.90
0.6
4.37
0.70
1.01
3.47
1.02
0.6
4.49
0.80
与卷封滚轮配套工作的是封罐机的压头,压头的主要作用是固定罐身与罐盖的位置,使滚轮卷曲压紧时,罐身处于固定位置,压头的大小按罐型直径加以选择,压头应标准化,不能随意更改尺寸,以确保罐身内径和罐盖标准,一般压头外径应略大于罐盖上模芯外径并略有正公差,然后向上倾斜成4°角。
压头太大造成封口后罐体不容易退出;压头太小则引起罐盖摩擦、打滑等缺陷,容易擦伤盖面造成罐体生锈,或造成封口松紧不一。
四、卷封工序常见质量问题分析
表5-9为卷边质量缺陷及原因分析。
表5-9卷边质量缺陷及原因分析
序号
质量缺陷
缺陷描述
原因分析
1
锐边及快口
卷边顶部内侧的锋口称锐边,当锐边达到金属板断裂的程度称快口。
快口属严重的卷边缺陷,也称为卷刃、翘片、薄刃等。
压头磨损或封口轮相对压头位置调得偏高;二道封口轮调得偏紧;压头与托盘间距过小或托盘压力太大;压头轴向有窜动;罐身翻边太大;盖内密封胶过多等。
2
假卷(假封)
假卷指折叠的盖钩紧压折叠的身钩,但未相互钩合的卷边,实质上是卷边身钩与盖钩没有咬合,属严重的卷边缺陷。
在罐身的运输、传送过程中所引起的翻边损坏(弯曲变形);罐身翻边形状不合格(如蘑菇形);罐盖圆边缺陷或损坏;封口时罐盖未对准罐身。
3
大塌边
大塌边指封罐时由于罐身或罐盖边缘严重碰瘪,致使罐身、罐盖没有相互钩合,在卷边下部有明显的罐身翻边露出现象,属严重的卷边缺陷。
在罐身运输和运送过程中造成的翻边损坏;罐身翻边形状不合格(如蘑菇形);罐盖圆边损坏或圆边过大;封口时罐盖未对准罐身。
4
跳封(跳过)
跳封是指由于焊缝处卷边较厚,封口滚轮经过罐身焊缝时跳过而未能将卷边压紧的现象。
跳封处卷封的紧度不足,属主要的卷边缺陷。
封罐机运行速度太快;二道封口轮缓冲弹簧太软,罐身接缝处太厚等。
5
卷边不完全(滑口)
卷边不完全指封罐过程中,由于罐盖在压头上打滑或封口滚轮转动不良等原因所造成的局部卷边未完全压紧的现象,也称滑封,属主要卷边缺陷。
其特点是卷边的一部分有正常的厚度,一部分则超厚(疏松)。
可能伴有因压头打滑引起的埋头壁倒圆褶皱变形。
头道卷边滑封沿周边显现牙齿迹象,二道卷边滑封使卷边不完全(疏松),还可能伴有卷边擦伤等现象
托盘压力偏小,罐盖与压头的尺寸小或锥度不合适;压头磨损;压头轴高度调节不当,与托盘之间间距过大;托盘弹簧失灵;压头或托盘上有油;压头轴向有窜动,定位不准等。
6
卷边“牙齿”
卷边牙齿指封罐不良,盖钩和身钩局部未叠接,在卷边下缘所形成的V形或突出,属主要缺陷。
一道封口轮的封口曲线不理想;罐盖在边缘上有皱纹;卷边内夹入杂物或罐盖内密封胶过多;托盘压力太大;封口轮轴承动转不灵活等。
7
铁舌或垂唇
因封罐不良,在卷边下缘明显露出的影响外观的舌状部分,称为铁舌或垂唇,也称褶皱(介于褶皱与皱纹之间的缺陷称为褶裥),属主要缺陷。
与卷边“牙齿”的原因大致相同。
8
卷边碎裂
卷边碎裂指封罐不良,卷边外层材料断裂现象,一般发生在罐身接缝处,属主要缺陷。
底盖折边圆弧处断裂或破裂,未经过放大常难以觉察,露出二道滚轮痕迹的卷边应作仔细检查,尤其是在罐身接缝或的垂唇的地方,也称为垂唇开裂式双线。
二道封口轮调得太紧,罐盖材料有缺陷;盖内密封胶过多;卷边内夹入杂物;由于头道封口轮调得太紧,引起罐盖折边过长等。
9
叠接率不符合要求
合格的叠接率应大于50%,在35%~49%之间时为次要缺陷;5%~34%之间时为主要缺陷;小于5%时为严重缺陷。
压头的埋头深度偏大会造成盖钩变小;一道封口轮调整太松也会使盖钩变小
 升级会员
升级会员 