数车中级工实训文件模块二.docx
《数车中级工实训文件模块二.docx》由会员分享,可在线阅读,更多相关《数车中级工实训文件模块二.docx(12页珍藏版)》请在冰豆网上搜索。
数车中级工实训文件模块二
数车(中级工)实训文件
模块二
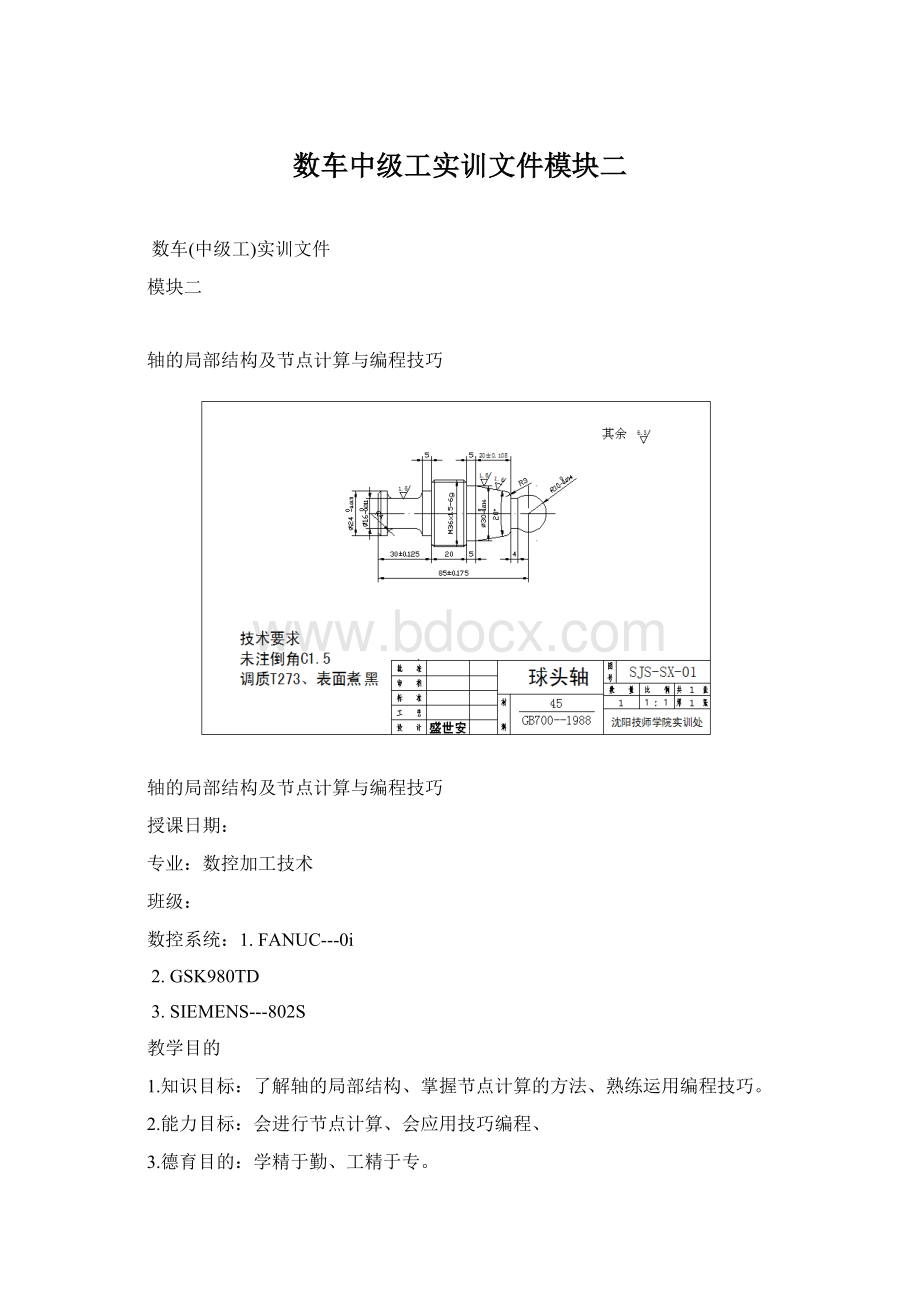
轴的局部结构及节点计算与编程技巧
轴的局部结构及节点计算与编程技巧
授课日期:
专业:
数控加工技术
班级:
数控系统:
1.FANUC---0i
2.GSK980TD
3.SIEMENS---802S
教学目的
1.知识目标:
了解轴的局部结构、掌握节点计算的方法、熟练运用编程技巧。
2.能力目标:
会进行节点计算、会应用技巧编程、
3.德育目的:
学精于勤、工精于专。
教学重点:
节点计算与编程技巧。
教学难点:
节点计算。
教学内容
在所有的机器中,轴类零件所占比重最大。
零件表面除圆柱形表面外,还有圆锥面、圆弧面、圆角、倒角、沟槽及螺纹等结构要素。
一.基础知识
1.圆锥面结合的应用
圆锥面的结合常用机床主轴轴孔、车床与磨床尾坐套筒的锥孔及前后顶尖及锥套、钻头和铰刀的锥柄、鼓风机或引风机的轴颈、各种圆锥形的销轴以及某些特殊零件的圆锥形表面等。
圆锥面结合的优点是:
1)当圆锥面的角度较小时,可以传递很大扭矩;
2)其结合面同轴度高;
3)拆装方便。
2.圆锥的各部分尺寸计算
1)圆锥的斜角(a/2)和锥度(C);
2)圆锥的大端直径(D);
3)圆锥的小端直径(d);
4)圆锥的圆锥部分长度(L)。
公式一:
tana/2=(D-d)/2L或
D=d+2L.tan.a/2或
d=D-2L.tan.a/2或
L=(D-d)/2tan.a/2
公式二:
C=(D-d)/L或
D=d+CL或
d=D-CL或
L=(D-d)/C
3.直角三角形边长和角度的计算
1)勾股定理公式:
a²+b²=c²
2)三角函数公式:
A角的正弦:
sinA=a/c=对边/斜边;
A甪的余弦:
cosA=b/c=邻边/斜边;
A角的正切:
tanA=a/b=对边/斜边;
A角的余切:
cotA=b/a=邻边/对边。
4.常用锥度
1)莫氏圆锥:
莫氏圆锥应用广泛,如:
车床主轴锥孔、尾座套筒锥孔,钻头、铰刀刀柄等;它共分七个号码,0号最小、6号最大,每一个号码的圆锥角度各不相同。
莫氏圆锥的锥度及锥体斜角
圆锥号码
锥度
锥体斜角
大端基准圆D(mm)
0
1:
19.212
1º29′27″
5.045
1
1:
20.047
1º25′43″
12.065
2
1:
20.020
1º25′50″
17.180
3
1:
19.922
1º26′16″
23.825
4
1:
19.254
1º29′15″
31.267
5
1:
19.002
1º30′26″
44.399
6
1:
19.182
1º29′36″
63.348
2)公制圆锥:
公制圆锥共有8个号码,即:
4、6、80、100、120、140、160、200号。
其号码所指为大端直径,锥度C为1:
20。
6.标准锥度
专用标准锥度
锥度C
圆锥角a
圆锥斜度a/2
应用
1:
4
14º15′
7°7′30″
车床主轴轴头及相连的法兰盘
1:
5
11°25′16″
5°42′38″
易于拆装的连接:
砂轮主轴与砂轮盘的结合、雓型摩擦离合器等。
1:
7
8°10′16″
4°5′8″
旋塞式阀门阀体及旋塞等。
1:
12
4°46′19″
2°23′9″
具有锥孔旳轴承内孔及锥套。
1:
15
3°49′6″
1°54′33″
主轴与齿轮的连接部位。
1:
16
3°34′47″
1°47′24″
圆锥管螺纹。
1:
20
2°51′51″
1°25′56″
公制工具圆锥、雓形主轴轴颈与法兰盘。
1:
30
1°54′35″
0°57′17″
装柄的铰刀、扩孔钻与柄的配合。
1:
50
1°8′45″
0°34′23″
圆锥定位销及锥铰刀。
7:
24
16°35′39″
8°17′50″
铣床主轴孔、铣刀刀柄及刀杆锥体。
7:
64
6°15′38″
3°7′49″
刨齿机工作台的心轴孔。
2.相关工艺知识
1.节点计算
见图1:
求A点X和B点X、Z的值。
在RtΔOBC中已知∠B=10ºOB=R=3mm求OC和CB。
OC=sin10ºXOB=0.17365X3=0.52095
CB=cos10ºXOB=0.98481X3=2.95443
在RtΔDBE中巳知∠E=10ºED=20-CA
ED=20-(3-0.52095)=17.52095求BD
BD=tan10ºXED=0.17633X17.52095=3.08947
∴A点X=30-2BD-2BC=30-2X3.089-2X2.954=170914
B点X=30-2BD=30-2X3.089=23.822
Z:
CA=OA-OC=3-0.52095=2.479≈2.48
2.圆球截面颈部直径的计算
在加工圆球或圆弧时,有时也要进行节点计算;如图2。
为了找到C点的坐标值,必须进行如下计算:
在ΔOAB中OA=10OB=6则
AB²=10²-6²=64则AB=8∴AC=16
3.普通螺纹的计算
外螺纹大径:
d=D
外螺纹小径;d1=d-1.3P
外螺纹加工大径:
dg=d-0.1P
式中:
D----公称尺寸
d----螺纹大径
P----螺距
3.数控编程的技巧
1.G71编程时圆锥面的予加工
本零件在用G71指令加工圆锥面时,只能如图3所示:
先车外端部的一半球面、车圆柱面、粗车圆锥面,此时圆雓面的小端直径为:
D=30-20.tan10ºX2
=30-20X20X0.17633X2
=22.9468
2.球面后端与轴颈的加工
完成上述粗互后,此时如用G73编程进行下序加工则因G73封闭循环使辅助加工时增长,降低了劳动生产率.此时应如图4所示:
首先把35º右偏尖刀定位在球面轴向中心线的右侧,留出2mm空刀导入量,分2----3刀将轴向中心线左端的球面、Φ16部、圆锥面小端的圆角R3粗车后在X方向退刀、各部留精加工余量0.5mm(此时A点X方向的尺寸值小干Φ20);然后G73编程对各部粗车,留精加工余量0.2mm;G70编程再精车即可。
沈阳xx学院实训处
数控车床加工工序卡
产品名称
零件名称
零件图号
设备名称或型号
63液压机
球头轴
SJS--SX--01
CK6141
工步号
工步名称
工步内容
刀具号
主轴转速
r/min
进给速度
mm/r
备注
5
装夹
将毛坯装入三爪卡盘、外伸40、找正,保持毛坯中心
线与主轴中心线重合。
10
对刀
用试切对刀法对刀、用MDI方式验刀,验刀时精、粗
车刀必须保持刀轨一致,验刀后测量值与输入值有误差时
应进行处理。
15
车端面
手轮切削端面、外圆长30,至见平后缷下工件。
T0101
600
20
平台划线
以加工面为基准,在平台上用高度划线尺划线,保持
高度95。
25
掉头装夹
将光滑面装入三爪卡盘、外伸40、找正,保持毛坯中
心线与主轴中心线重合。
30
车端面
手轮车端面、保持长度95.10。
T0101
600
编制
审核
批准
共4页
第1页
沈阳xx学院实训处
数控车床加工工序卡
产品名称
零件名称
零件图号
设备名称或型号
63T液压机
轴2
SJS--SX--03
CK6141
工步号
工步名称
工步内容
刀具号
主轴转速
r/min
进给速度
mm/r
备注
35
钻中心孔
用中心钻钻中心孔、开启润滑。
保持深度。
更换活顶
A3中心钻
1000
尖、调整好尾坐与卡盘间的距离
40
装夹
毛坯放入三爪卡盘外伸80,将中心孔放入顶尖后卡紧
顶住(一卡一顶)。
45
粗车外圆
G71编程。
粗车Φ24部至30/长30,不留余量。
T0101
600
0.3
粗车M36X1.5部外圆至Φ35.8/长25及前倒角C1.5、
不留余量。
50
切槽及倒角
在Z54处切槽至Φ31、切M36X1.5部后倒角C1.5。
T0202
450
0.05
刀宽4mm
55
车螺纹
车M36X1.5部螺纹。
(检)
T0404
600
程序停止、掉头
5
装夹
Φ30部垫铜皮装入三爪卡盘、令螺纹部前端面紧贴卡
编制
审核
批准
共4页
第2页
沈阳xx学院实训处
数控车床加工工序卡
产品名称
零件名称
零件图号
设备名称或型号
63T液压机
轴2
SJS--SX--03
CK6141
工步号
工步名称
工步内容
刀具号
主轴转速
r/min
进给速度
mm/r
备注
爪后夹紧。
10
粗车外圆
G71编程,粗车R10/长10、Φ10/长10、粗车圆锥面:
T0101
600
0.3
其小头直径Φ22.95、大头直径Φ30/长20、粗车Φ30/长5,
外圆留余量0.5、端面留余量0.2.
15
切空刀槽
G94编程,切球头后湍部空刀槽至Φ16.5X4。
T0202
450
0.05
20
粗车球头后半部
分别对刀至Φ22/Z-10、Φ20.5/Z-10处,G03编程、分两
T0303
600
0.15
及R3
次粗车球头后半部;G0
 升级会员
升级会员 