锅炉大修项目质量标准doc.docx
《锅炉大修项目质量标准doc.docx》由会员分享,可在线阅读,更多相关《锅炉大修项目质量标准doc.docx(17页珍藏版)》请在冰豆网上搜索。
锅炉大修项目质量标准doc
大修分厂锅炉大修质量标准
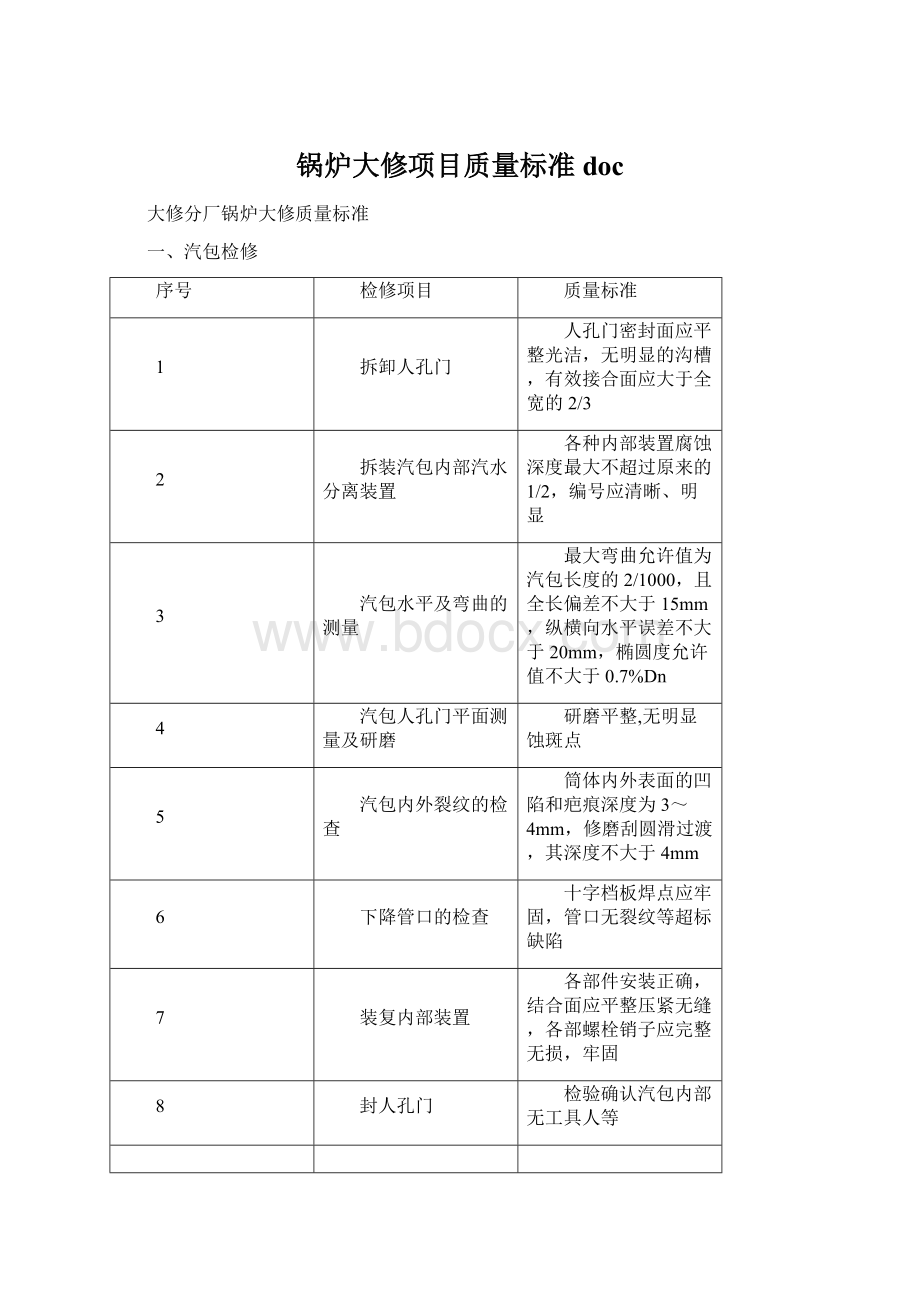
一、汽包检修
序号
检修项目
质量标准
1
拆卸人孔门
人孔门密封面应平整光洁,无明显的沟槽,有效接合面应大于全宽的2/3
2
拆装汽包内部汽水分离装置
各种内部装置腐蚀深度最大不超过原来的1/2,编号应清晰、明显
3
汽包水平及弯曲的测量
最大弯曲允许值为汽包长度的2/1000,且全长偏差不大于15mm,纵横向水平误差不大于20mm,椭圆度允许值不大于0.7%Dn
4
汽包人孔门平面测量及研磨
研磨平整,无明显蚀斑点
5
汽包内外裂纹的检查
筒体内外表面的凹陷和疤痕深度为3~4mm,修磨刮圆滑过渡,其深度不大于4mm
6
下降管口的检查
十字档板焊点应牢固,管口无裂纹等超标缺陷
7
装复内部装置
各部件安装正确,结合面应平整压紧无缝,各部螺栓销子应完整无损,牢固
8
封人孔门
检验确认汽包内部无工具人等
二、汽包安全阀检修
序号
检修项目
质量标准
1
安全阀的解体
螺栓应无裂纹、变形、损伤等缺陷,硬度应在规定范围内
2
弹簧的检修
弹簧应无损伤、变形,轴承完好,弹簧硬度达到RC40~45
3
阀杆、阀盖的检修
阀杆应平直、光洁、无锈蚀,丝口完整无滑牙,弯曲度每500mm长度小于0.05mm
4
阀芯、阀座的
密封面应地麻点、沟槽、裂纹,密封面平整光洁,粗糙度达0.2
5
清洗所有紧固件
螺杆、螺母丝扣应无滑牙,无裂纹,配合间隙在要求范围内,硬度值在允许范围内
6
组装
按拆卸顺序的相反顺序组装
三、集汽集箱安全阀检修
序号
检修项目
质量标准
1
安全阀的解体
螺栓应无裂纹、变形、损伤等缺陷,硬度应在规定范围内
2
弹簧的检修
弹簧应无损伤、变形,轴承完好,弹簧硬度达到RC40~45
3
阀杆、阀盖的检修
阀杆应平直、光洁、无锈蚀,丝口完整无滑牙,弯曲度每500mm长度小于0.05mm
4
阀芯、阀座的
密封面应地麻点、沟槽、裂纹,密封面平整光洁,粗糙度达0.2
5
清洗所有紧固件
螺杆、螺母丝扣应无滑牙,无裂纹,配合间隙在要求范围内,硬度值在允许范围内
6
组装
按拆卸顺序的相反顺序组装
四、过热器检修
序号
检修项目
质量标准
1
准备工作
脚手架符合《安规》中的有关规定,临时电源线应绝缘良好,工作人员碰不着
2
过热器管的防爆检查
过热器管径胀粗要求:
合金钢≯2.5%,碳素钢≯3.5%,过热器管子不应存在明显的颜色变化及纵向裂纹现象
3
过热器管的取样
切口距离弯头起点70mm以上,距离原焊口150mm以上,焊口中心距离联箱外壁,支吊箱边缘至少700mm,不得强力对口,对口间隙±0.5mm
4
新管检查
管径偏差和椭圆偏差不应超过管子外径1%,厚度误差不大于0.25mm,弯曲半径R>3.5D,超声波控伤及光谱分析合格
5
过热器紧固件及定距片的检修
紧固件、定距片应无弯曲,位置和间隙调正确,以保证管子自由膨胀,梳形板应完整无损,排列整齐
6
过热器联箱的检查
联箱封头应用氩弧焊打底,手工焊盖面的焊接工艺,联箱允许弯曲度在3/1000以下
7
减温器的检修
减温器在大修中不做解体检查
五、空气预热器检修
序号
检修项目
质量标准
1
准备工作
准备材料充分,照明等符合《安规》要求
2
检查漏风及消除漏风
所有不通及堵死的管子总数不大于总数的10%
3
伸缩节的检查
伸缩节良好,无卡死裂纹和脱焊
六、省煤器检修
序号
检修项目
质量标准
1
省煤器管的检查
省煤器管胀粗不得超过原直径的3.5%,局部腐蚀或磨损深度不大于壁厚的1/3,面积不大于2cm2,否则更换
2
省煤器管子割换
切割点距离弯头起点不少于110mm,且两焊口间距不少于150mm,对口偏斜度不大于壁厚的1%,焊缝经100%控作检验合格
3
省煤器联箱的检查与修理
切割位置应做好记录,联箱内无水垢,积砂焊口须经探伤检查合格
4
联箱膨胀指示器的检修
指示器安装位置正确,牢固,牌面清洁,刻度明显,校正零位
七、水冷壁检修
序号
检修项目
质量标准
1
准备工作
脚手架经验收合格,电源线绝缘良好,工作人员碰不着
2
水冷壁的检查及测量
弯管椭圆度标准
管径
管子弯曲半径
60
100~250
250~500
4.8
2.5
2.0
弯曲允许值
弯曲长度
≤100
100~500
500~1000
>1000
允许值
±2
±3
±3
±4
3
割管取样及对口
割下的管子应注明部位、根数,割管点应距离弯头起占或距联箱外壁大于70mm,且两焊口间距大于250mm,坡口角度为30~35°,边厚度为0.5~2mm,对口间隙为2~3mm,对接管口应内产齐平
4
水冷壁联箱手孔盖的切割
联箱内不允许有水垢和杂物,定期排污管孔畅通,焊口进行100%控伤,对口间隙:
2~3mm,坡口角度:
30~35°
八、燃烧器检修
序号
检修项目
质量标准
1
准备工作
照明绝缘良好,脚手架符合《安规》要求
2
燃烧器检修
喷嘴高度和宽度允许偏差±4mm,各喷嘴中心线应对齐,左右偏差不大于2mm,与假想切圆的切线允许偏差不大于0.5°
3
油枪的检修
油枪雾化片、旋流片应规格正确,平整光洁,各密封面良好无渗漏,金属软管无泄漏,焊点无脱焊
九、本体疏水阀检修
序号
检修项目
质量标准
1
框架的检修
框架应无裂纹,与阀座接触处椭圆应≯0.5mm
2
阀座、阀体的检修
接合面无丝痕,粗糙度达3.2,丝扣完好,压板弯度≯全长的2%
3
阀杆、阀芯四合环的检修
阀杆弯曲度≯0.5mm,丝扣无磨损,滑丝现象,四合环应厚度均匀,无破损现象
4
装复
闸板与闸杆连接牢靠,闸杆吻合良好,垫圈与阀盖间隙:
0.1~0.3mm,阀杆与压盖间隙:
0.1~0.3mm,阀门开关灵活无卡涩
十、定排阀检修
序号
检修项目
质量标准
1
框架的检修
框架应无裂纹,与阀座接触处椭圆应≯0.5mm,丝扣应完好无损,无滑牙,轴承完整无损,无变形
2
阀座、阀体的检修
填料室内壁光洁无变形,接合面无丝痕,粗糙度达3.2,丝扣应完好,压板弯度≯全长的2%
3
阀杆、阀芯四合环的检修
1阀杆弯曲度≯0.5mm,丝扣无磨损,滑丝现象;
2密封面应无裂纹、沟槽,粗糙度达1.6;
3四合环应厚度均匀,无破损、变形现象,材质符合要求
4
装复
闸板与闸杆连接牢靠,闸杆吻合良好,各部件间隙如下:
①垫圈与阀盖:
0.1~0.3mm;②阀杆与压盖间隙:
0.1~0.3mm;
③填料与压盖间隙:
0.1~0.15mm;④阀杆与座圈间隙:
0.1~0.2mm;阀门开关灵活无卡涩和空行程现象
十一、紧急放水电动阀检修
序号
检修项目
质量标准
1
拆卸阀盖
丝扣应完整无缺,无裂纹损伤
2
检修阀壳、阀座
密封面应无麻点,凹坑、丝痕,光亮一致,平整,无裂纹,接合面应光亮整洁
3
拆下阀杆阀芯
拆卸时注意防止损伤丝扣
4
检修阀盖、阀杆和阀芯
阀杆弯曲度<0.1~0.5mm,丝扣完好,无磨损,阀芯封面粗糙度达1.6
5
装复
法兰接合面间隙应四周均匀,开关灵活,无卡涩现象
6
水压试验
接合面应严密不漏
十二、主给水调节阀检修
序号
检修项目
质量标准
1
解体
拆卸时不要碰伤阀芯及阀座,零部件放好
2
检修阀杆与阀芯
阀杆弯度小于0.1~0.15mm,丝扣完好,配合良好
3
阀体及阀座的检修
结合面应无伤痕、麻点、沟槽
4
其它部件的检修
螺栓、螺母丝扣完好,内腐蚀小于1mm,压盖弯曲度小于1mm
5
装复前的测量工作
所有间隙均应符合原图纸要求
6
装复
各部件旋转灵活,垫片应压紧,法兰四周间隙应保持均匀
7
水压试验
各焊口、接合面应严密不漏
十三、锅炉本体其它检修项目
序号
检修项目
质量标准
1
立柱倾斜度的检查
测量方法正确,记录齐全,清楚
2
炉顶钢架的外表检查
钢板不应有分层、夹渣、裂纹等缺陷,焊缝符合标准
3
平台扶梯的检修
护板高度为100mm,护栏高度1.5mm,倾斜度不大于50°扶梯宽度小于600mm
4
门类的检修
各门孔的固定螺栓应齐全,应棉绳应完整不漏风
十四、磨煤机检修
序号
检修项目
质量标准
1
甩钢球
钢球直径≤φ30mm时,不可继续使用,甩钢球后罐体内无碎钢球及杂物
2
拆卸磨煤机出入口料斗
料斗磨损大于原厚度1/2时应进行焊补
3
检查出入口螺旋管
螺旋管及螺旋线磨损≮原厚度的60%,否则更换
4
更换螺旋管
螺旋线方向正确,接合面严密,间隙小于10mm
5
检查衬瓦楔子及螺栓
衬瓦、楔子无损坏、松动现象,磨损大于2/3时应更换
6
更换衬瓦
衬瓦、楔子无裂纹、气孔缺陷,螺栓须缠上石棉绳,防止漏粉
7
清理大小齿轮及保护罩
齿轮磨损≮原厚度的20%,各螺栓应牢固,无松动,最大径向跳动≤1.3mm,轴向窜动≤1.6mm
8
大齿轮翻身或更换
起吊工具应试验合格方可使用,齿距应等于正常齿距
9
顶大罐拆卸主轴进行检查
枕木垫牢,翻瓦过程中严禁杂物落入乌金面,空心轴径不得损伤
10
主轴乌金及空心轴的刮研
乌金瓦厚度不得≤6mm,脱落不超过30%,大瓦接触角度为70~90°,接触点应不少于1点/cm2,接触面积大于85%,空心轴椭圆度不大于0.05mm,圆锥度不大于0.08mm,轴颈光洁度大于1.6,平整误差<0.05
11
大瓦落位及落入大罐
轴颈、球面座、乌金瓦面清洁干净,下落过程中无损伤,主轴承标高误差0.5mm,水平偏差0.1mm/M,推力间隙1.2~1.5mm,膨胀间隙:
16mm,大罐水平误差≤0.05mm
12
进出口料斗组装
料斗法兰接合面应严密不漏,法兰螺栓齐全,密封填料不得重叠,压紧程度适宜
13
小齿轮的检修
齿轮上节圆的齿厚磨损近3~5mm将其翻身使用,否则更换
14
轴承的检查及装配
轴承内圈应紧靠轴肩,轴承型号应朝外侧
15
小齿轮就位及找正
大、小齿轮面接触率沿齿方向≮50%,沿齿长方向方向≮60%,齿侧间隙为0.05~0.1mm
16
电机找正
电机地脚片不得超过三片,找正标准径向≤0.08mm,轴向≤0.05mm,对轮间距3~6mm
17
联轴器的装配
棒销齐全,规格合适,禁止将棒销打坏
十五、排粉机检修
序号
检修项目
质量标准
1
测量原始数据
靠背轮径向跳动≯0.1mm,轴向跳动在距离中心200mm处测量≯0.1mm
2
检查拆卸靠背轮
对轮螺丝应无裂纹、弯曲、咬边等缺陷,螺丝与橡皮圈最大间隙不超过0.6mm
3
叶轮的检修
叶片无明显变形及裂纹,焊缝无严重磨损,否则更换或进行焊补
4
轴承检查
轴承滚球内轨道无麻点、裂纹、锈蚀现象
5
零部件检查
大轴弯曲度:
0.10μm/mm,椭圆度0.02mm,轴颈处无毛刺,丝扣完整无损伤
6
装轴承
新装轴承应转动灵活,无卡涩现象
7
装复轴承箱
推力间隙0.03~0.05mm,承力间隙2~5mm,端盖回油孔在正下方,冷却水畅通
8
靠背轮、叶轮的安装
配合处无毛刺,键与槽两侧不应有间隙,顶部间隙为0.1~0.4mm
9
 升级会员
升级会员 