自动饲喂料线安装实用标准明细文档格式.docx
《自动饲喂料线安装实用标准明细文档格式.docx》由会员分享,可在线阅读,更多相关《自动饲喂料线安装实用标准明细文档格式.docx(15页珍藏版)》请在冰豆网上搜索。
等待30分钟后固定压紧。
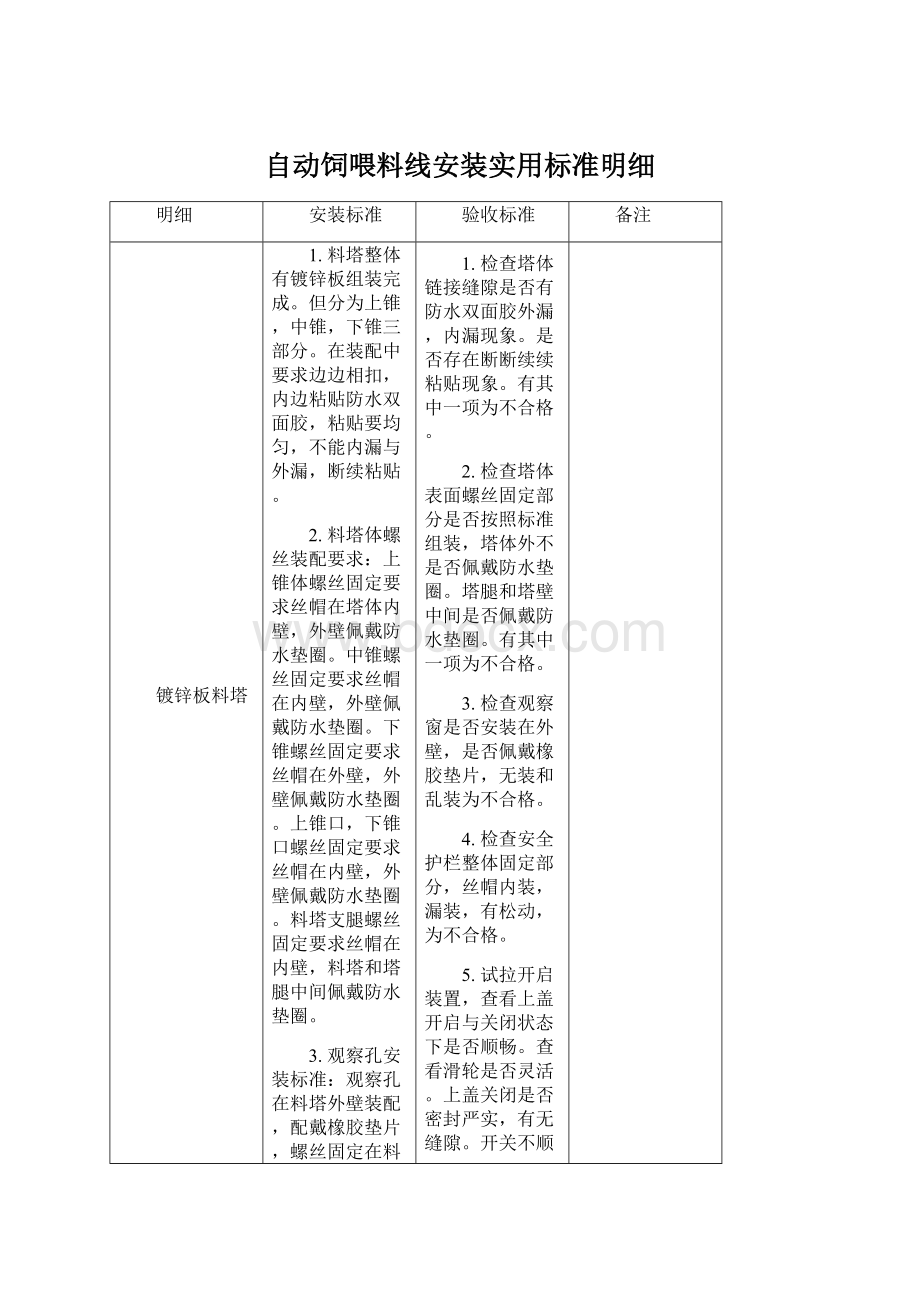
1.检查塔体链接缝隙是否有防水双面胶外漏,内漏现象。
是否存在断断续续粘贴现象。
有其中一项为不合格。
2.检查塔体表面螺丝固定部分是否按照标准组装,塔体外不是否佩戴防水垫圈。
塔腿和塔壁中间是否佩戴防水垫圈。
3.检查观察窗是否安装在外壁,是否佩戴橡胶垫片,无装和乱装为不合格。
4.检查安全护栏整体固定部分,丝帽内装,漏装,有松动,为不合格。
5.试拉开启装置,查看上盖开启与关闭状态下是否顺畅。
查看滑轮是否灵活。
上盖关闭是否密封严实,有无缝隙。
开关不顺畅,缝隙过大为不和格。
6.检验化学螺丝是否固定紧闭。
有无松动。
玻璃钢料塔
1.塔体为上下扣和左右扣两种。
装配前先把扣缝两侧涂防水结构胶,表面涂抹均匀,不漏涂,断续。
线条要饱和,组装缝内外壁采用防水结构胶填充饱和。
2.塔体螺丝固定标准:
所有螺丝固定部分佩戴垫片和防水胶垫,固定紧密无松动。
3.料塔退固定内壁佩戴防水橡胶垫片和加强钢板,塔退外支板四周涂抹防水结构胶。
4.防雨罩装配前罩平面上涂抹防水结构胶,表面涂抹均匀,补漏涂抹和断续涂抹。
螺丝固定丝帽在下方,上方涂抹防水结构胶。
5.料塔拉盖装配,滑轮固定灵活,塔盖易开易关,关闭后密封严实,回位性好。
上盖螺丝固定要求丝帽在下方,上方拉盖链接部分(含螺丝固定)涂抹防水结构胶。
与膨胀螺丝固定
1.检查塔缝处内壁是否防水结构胶涂抹填充饱和,是否有未涂抹现象,检查外壁塔缝是否防水结构胶涂抹饱和与无涂抹现象。
2.检查所有螺丝固定部分是否佩戴垫片和防水胶垫,检查螺丝固定部分是否有松动,漏装。
3.检查料塔退固定部分内壁是否佩戴防水橡胶垫片和加强钢板。
查看外支板四周是否涂抹防水结构胶。
4.检查防雨罩缝隙是否有防水结构胶挤压出来,螺丝固定部分是否涂抹防水结构胶。
5.检查关闭料塔盖后密封是否严实,塔盖固定部分是否涂抹防水结构胶。
试拉查看开关上盖是否顺畅,滑轮是否灵活。
6.检验化学螺丝是否固定紧闭。
主料管吊装标准
.室外吊装采用钢丝绳,不锈钢管卡,钢丝绳卡,花兰部件。
1.钢丝绳吊装标准:
吊装后垂直,孔距不大于2米。
固定后绳头不大于5cm绳头用电胶布缠绑。
2.不锈钢管卡标准:
管卡固定收紧后缝隙不大于1cm。
绳扣与管间距不大于1.5cm..
3.花兰安装标准:
花兰收紧后,后丝长度不低于1cm.丝长不大于6cm.
4.钢丝绳扣标准:
绳扣固定后离不锈钢管卡间距不大于1.5cm.
室内吊装用件:
钢丝绳,不锈钢管卡,钢丝绳绳扣,角铁。
两边钢丝绳对称,固定后无松动。
钢丝绳绳头长不大于5cm。
绳头用电胶布缠绑。
3.钢丝绳扣标准:
绳扣固定后离不锈钢管卡间距不大于1.5cm.。
两边绳扣固定紧后离钢梁不大于5cm。
4.角铁固定标准:
角铁固定垂直。
下边间距不大于2.5cm。
上边不超钢梁。
。
1.检查外部钢丝绳垂直度,测量钢丝绳头尺寸和绳头处理标准。
2.检查测量管卡,绳扣标准尺寸。
3.检查花兰固定后最低和最大尺寸。
.
4.查看绳扣固定后间距。
3查看绳扣固定后间距。
测量两边绳扣与钢梁间距。
4.查看角铁吊装垂直度,测量上下边距。
电机吊装标准
主料管装配表准:
电机材料:
铁链条,花栏,钢丝绳,绳扣,螺丝。
1.铁链条吊装标准:
铁链条每台电机用2根四角吊装。
减速机底座前两孔用一根。
后两孔用一根。
不能截断使用和对接使用。
吊装完成后四角铁链条头长不大于10cm。
2.花兰安装标准:
3.钢丝绳装配表准:
钢丝绳采用双鼓,固定完成后下拉不超10cm。
绳头长度不大于5cm.绳头用电胶布产缠绑。
4.绳扣固定标准:
绳扣固定完成后调到上方,离钢梁间距不大于0.5cm.。
5.螺丝固定标准:
螺丝固定后丝帽在上端,丝帽端佩戴垫片。
主料管有:
pvc管,镀锌管,抱箍。
组成
1.主管线装配接头处用pvc胶水粘合。
调校管线高低平行度。
水平面垂直度。
单u型丝固定适当,不能过紧于过松。
2.镀锌管线装配标准:
镀锌管线装配前先检验镀锌管有没变形,采用切割机切割掉料管口两端1cm管口愣。
处理切割口处毛刺。
管线对接缝隙不大于0.5cm。
抱箍缝隙涂抹防水结构胶。
1.检验铁吊链是否完整。
测量链条条头长度。
检查电机吊装是否平衡,不得有测偏,高低不平现象。
2.检查花兰固定后最低和最大尺寸。
3.测量钢丝绳头尺寸和绳头处理标准。
测量绳扣与钢梁间距。
查看螺丝固定表准。
1.检查管线高低平行度。
检查单u型丝固定处松紧度,检查料口两端毛刺处理和对接缝隙尺寸。
检查抱箍缝隙是否有防水处理。
下料管装配标准:
定量杯标准
下料管有(pvc管,三通下料口,弯头,喉箍,燕尾丝,开关内片,绳)组成。
1.PVC管标准:
下料尺寸有现场而定,上弯头,下弯头,料管进弯头不底于3.5cm。
2.弯头标准:
弯头进三通口不底于3.5cm,上弯头燕尾丝固定左右各一个,下弯头左右固定各一个。
3.三通口标准:
三通口和料管口装配吻合,内卡片装配易开易关,喉箍固定紧合。
绳装配开起配绿色小球,关闭配红色小球。
定量杯有(定量器,落料控制开关,喉箍,落料球,绳扣,绳,刻度尺)
1.定量杯进料口和主管线下料口吻合,同心,左右偏差不大于1cm.。
2.落料控制开关装配为向上为开启,向下关闭。
装配统一,调试开关灵活度,不能过紧于过松。
3.落料球球底部固定要打死结,球绳穿第一各滑轮孔,调试滑轮灵敏度,球绳与绳扣固定绳要正反穿,绳头长度不大于2cm。
圈长不大于4cm。
绳扣固定紧后,落料球高度统一,高低不大于1cm。
1.检查下料管进弯头尺寸。
查看弯头固定部分和三通下料口,试拉开关灵活度和小球固定部分。
1.检验定量杯是否垂直,开关是否灵活,测量绳头是否标准,提起后查看小球高度是否统一。
手绞车,电动拉杠,配重块装配标准。
室内,室外料线支架
1.手绞车装配标准:
固定螺丝丝帽向下,自带钢丝绳全拉开。
固定接口处绳头不大于5cm,手绞车落底后,转柱上缠绕钢丝绳不大于3圈,调试锁止开关是否正常。
2.电动推杆安装标准:
螺丝固定丝帽向支架一侧装配,绳扣固定后绳头不大于5cm。
绳扣高度不大于1.5cm。
3.配重块装配标准:
绳扣固定后于配重圈过度不大于1.5cm。
每单元高度统一。
室内,室外支架有(支架,双u型丝,吊环丝)组成。
1.料线支架固定间距不大于3米,每根高度误差不大于0.5cm。
双u型丝固定后丝长不大于0.5cm。
2.料线支架固定间距不大于2.5米,每根高度误差不大于0.5cm。
每根支架下埋地面30cm,地面下挖30*30*30cm孔用水泥填充饱和。
3.检查手绞车锁止开关是否正常。
测量钢丝绳头长度是否标准。
检查螺丝固定,配重高度是否统一。
1.检查支架间距是否标准,高度误差是否标准,地面水泥填充是否饱和。
镀锌下料管装配标准
主料线开下料口标准
.镀锌下料管有(下料管,双u型丝,啦叭口)
1.下料管切割后处理切割处毛边。
打磨切割内外口处,手抚摸光滑为表准。
固定下料管口与食槽底部间距为15cm。
每根高度误差不大于0.5cm。
与佩戴草帽。
2.喇叭口连接件进下料管上口不低于4cm。
安装完成后喇叭口停留在锁主状态。
主料线开下料孔一般分为2种(pvc管,镀锌管)
1.下料孔标准:
60*料管开口为椭圆型,开口尺寸42——45cm。
75*料管开口为椭圆型,开口尺寸60——62cm。
开孔内,外壁打磨处理毛边,手抚摸光滑,无毛刺。
1.检查下料管高度是否统一,手抚摸下料管上管口,下管口处毛边是否处理。
查看双u型丝固定后丝长是否达到标准。
检查喇叭口连接件进下料管上口是否达到标准,
1.检查开口尺寸,外形是否达到标准,手抚摸查看内壁毛刺是否处理。
电机,控制箱,插座箱线路标准
链条接扣固定标准
1.线路采用线管与线槽,线槽采用排钉固定,排钉间距不大于5cm。
线管管卡固定不大于50cm。
线路排直采用测平仪与蹦墨线找平。
转角处配弯头,分线处采用三通,进线处用软管连接,外部不漏电线与电缆。
电机接线处用圆形线鼻连接。
接线箱用u型线鼻连接。
接线间距最小不低于0.5cm。
1.链条接扣为内六方螺丝挤压型,装配时先把刮板链条切口处用电焊机烧流,打磨处理。
装配时把内六方螺丝挤压与外壁平衡,误差不大于0.2cm.。
接头刮板间距和刮板间距尺寸统一,误差不大于0.2cm.。
1.检验线路平衡度,转角,分线部分,电箱进线部分。
是否按照标准装配,检查接线部分是否按照标准装配。
1.检验链条接扣螺丝固定部分是否标准。
接头刮板间距是否标准。
查看链条头是否电焊处理。
转角,抱箍装配标准。
动力箱
转角为刮板自动饲喂部件,有上盖,下盖,轮,轴,轴承,垫片,螺丝,橡胶垫片,卡片组成。
1.室外装配\标准:
料管与转角连接卡片上下涂抹防水结构胶,下盖佩戴橡胶垫片,上下盖平面涂抹防水结构胶,螺丝固定丝帽在上方,整体螺丝固定部分和卡片固定部分涂抹防水结构胶。
上下盖缝隙处涂抹防水结构胶。
外部抱箍螺丝固定丝帽在上方,缝隙处涂抹防水结构胶。
(转角轮宽面要向进料方向转动为正转。
)
2.室内转角装配佩戴橡胶垫片,螺丝固定丝帽在上方。
抱箍固定缝隙在管线侧面,缝隙处涂抹防水结构胶,螺丝固定丝帽在上方。
动力箱为刮板链条自动饲喂动力。
他有电机,箱壳,动力轮,从动轮,弹簧,丝杠,防雨罩组成。
1.电机固定螺丝丝帽在壳体外壁,丝帽为自锁丝帽。
动力箱装配底端口为进料端,他与料塔变经料口连接。
高端口为回料口,他与转角连接。
装配时动力箱与变经料口对接平衡,高度平衡。
对接口缝隙不大于0.5cm.。
抱箍固定缝隙在侧面,抱箍固定缝隙涂抹防水结构胶。
链条连接完成后从动动轮上行程当块停留在行程开关左侧,间距不低于5cm.。
室外动力箱上不配装不锈钢防雨罩,才用20单u固定,丝帽固定在箱壳内部。
底角采用10*100膨胀丝固定。
1.检查转角是否装配橡胶垫片,螺丝装配是否标准。
查看转角需做防水部分是否有防水处理。
1检验动力箱平衡度。
查看连接口间距和连接部分是否涂抹防水结构胶和防雨罩装配。
检查从动力停留和行程开关间距。
查看电机固定螺丝部分是否有松动。
生产管理物料管控制度;
1.各生产小组物料领用,以当天领用当天清与下班前领用次日清为原则。
不得乱拿,乱放,乱抬。
日生产计划多少,备多少附件。
如用不完部件归还原始地方不得乱丢。
如发现一次对小组进行处罚。
2.各生产小组区域不经其组长同意不得乱拿,乱发,乱丢物料。
如被小组成员发现,可申请对他人进行处罚。
经生产部核实后,处罚金额可作为奖金发放给申请小组。
.如为申请,检查不合格有区域负责小组自行承担。
3.各小组,自选小组区域部分位,置设置为小部件零时存放区,要求:
小区域部件摆放整齐,卫生整洁,品种划分清晰。
无其他杂物。
垃圾等。
(含:
模具上,中,下部不得有零部件存放。
)每天下班前规整部件还原到小部件零时存放区。
其他地方不得有材料存放。
存放区域悬挂小部件零时存放区字样
4.各小组自选定验收不合格区域。
当天验收未通过的产品,规整到存放区域内。
要求:
存放区域产品摆放整齐,待次日抓紧整改报验。
同样产品在不合格区域存放不得超过3天。
超出天数,生产部有权利收交给他人处理。
生产费用不再给与计算。
5.各小组区域内不得存放验收合格产品,产品验收合格后,有组长协助,催促验收部门清理到产品入库待检区。
不合各产品有组长摆放在不合格区域。
次日上午9点前除不合格区域外,其他区域不得有验收合格成品。
6.检查不合格小组,每人每次给以50——100处罚。
检查定为不定期检查,不定时抽查。
 升级会员
升级会员 