管道标准及相关规范文档格式.docx
《管道标准及相关规范文档格式.docx》由会员分享,可在线阅读,更多相关《管道标准及相关规范文档格式.docx(62页珍藏版)》请在冰豆网上搜索。
HG20225-95
9
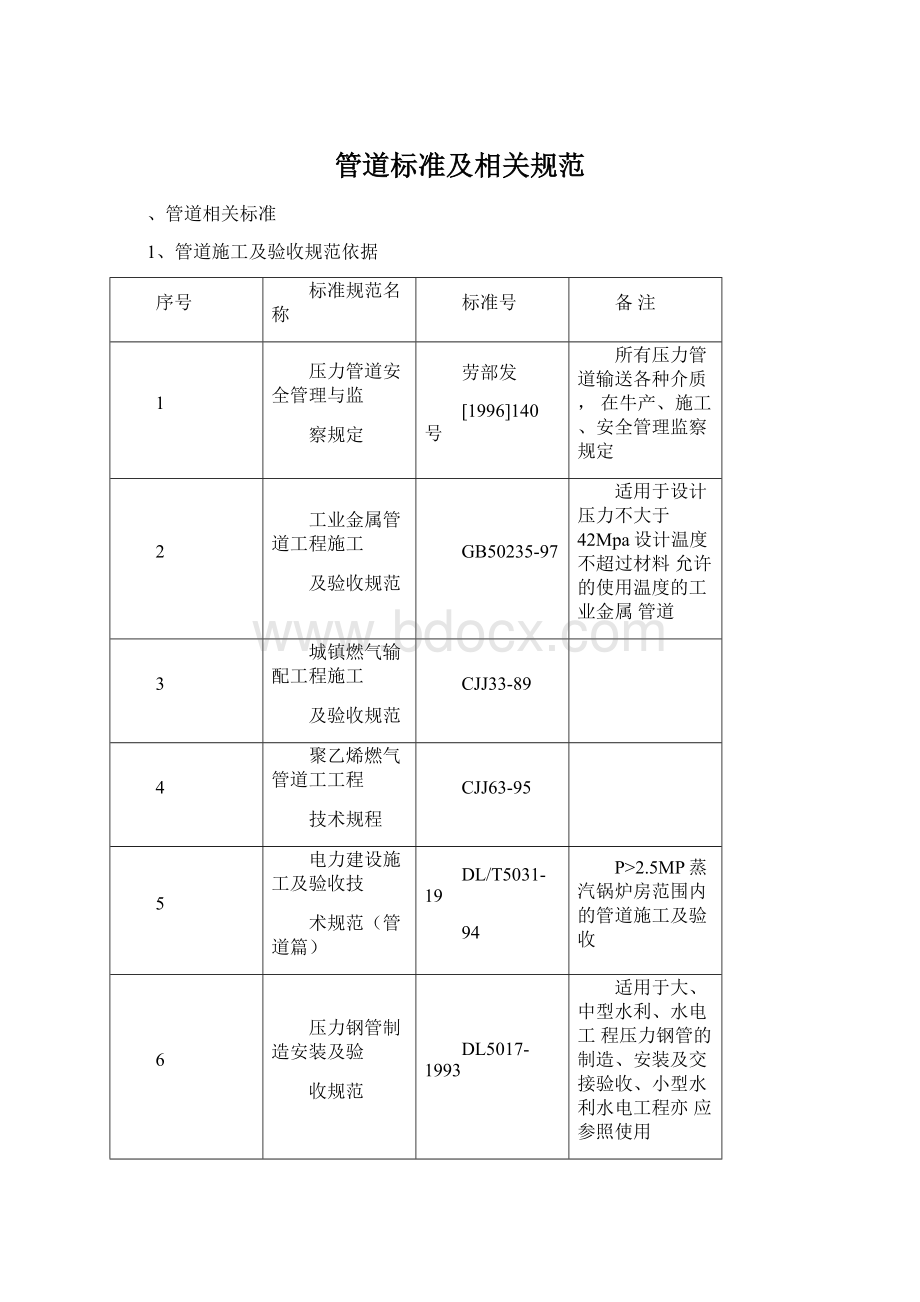
石油化工剧毒、易燃、可燃介质管道施工及验
SH3501-97
设计压力400Pa(绝压)至
98MPa(压力)设计温度
-200~850C的剧毒、易燃、可
燃介质钢质管道施工
10
工业管道工程
DB32/308-99
11
石油化工钢制管道工程
施工工艺标准
SHJ517-91
适用于设计压力400Pa~100MF绝压设计温度200~850C的石油化工装置与厂区内碳素钢、合金钢、耐酸不锈钢管道工程施工
12
玻璃纤维增强性树脂压力管道施工及验收规范
SY/T0323—
2000
适用于输送介质为液体和气液混合体的埋地和地面敷设及架空安装玻璃钢管道的施工及验收
13
输油输气管道线路工程
施工及验收规范
SY/T0401-98
14
石油天然气站内工艺管
道工程施工及验收规范
SY0402-2000
适用于与新建或改(扩)建石油天然气集输工艺相关的站内工艺管道工程
15
长输管道站内工艺管道
工程施工及验收规范
SY/T4002-90
16
石油天燃气管道跨越工
程施工及验收规范
SY4070-2000
适用于陆地石油、天然气管道跨越工程的施工及验收,输送其他介质的钢质管道跨越工程的施工及验收也可参考使用,不宜用于沿已建桥梁铺设的石油天然气管道工程
17
石油天燃气管道穿越工程施工及验收规范
SY/T4079-93
18
夹套管施工及验收技术规范
FJJ211-86
工作压力w25MPa(表压),温度-20~350C钢制工艺夹套管道施工(包括隐敝型和外露型)
2、管道焊接
现场设备工业管道焊接
工程及验收规范
GB50236-98
适用于碳素钢、合金钢、铝及铝合金、铜及铜合金、工业纯钛、镍及镍合金的手工焊接工程施工及验收
建筑钢结构焊接规程
JGJ81-91
适用于工业与民用建筑钢结构中普通碳素结构钢和低合金结构钢的焊接
术规范(焊接篇)
DL5007-92
2.5MPa蒸汽锅炉及锅炉范
围的焊接
铝及铝合金焊接技术规
程
HGJ222-92
石油化工钢制塔、容器
现场组焊施工工艺标准
SH3524-1999
石油化工低温钢焊接规
SH3525-1992
石油化工异种钢焊接规
SH3526-92
适用于石油化工工程常压容器,压力容器工业管道及钢结构等异种钢焊接手弧焊、手工钨板氩弧焊和埋弧自动焊的施工
石油化工工程铬钼耐热
钢管焊接技术规程
SHJ520-91
油气管道焊接工艺评定方法
SY4052-92
3、管道分级及无损探伤要求
按《工业金属管道工程施工及验收规范一GB50235-97>划分管道等级,见下表:
介质
条
件
级别
类型
性质
压力Mpa
温度C
剧毒
/
可燃、有毒
>
4.0
400
10.0
非可燃、有毒
A
流
V-29
设计规定的其他类
4.0<
PV10.0
V400
V4.0
体
B
V10.0
非可燃、无毒
V1.0
C
A类管道焊缝应进行100%X光无损检测
B类管道焊缝应进行不低于5%勺X光无损检测
C类管道焊缝可以不进行X光无损检测
按《石油化工剧毒、易燃、可燃介质管道施工及验收规范----SH3501--2000》、
划分管道等级,见下表:
条件
检验比
例%
合格标准
类另y
SHA
任意
100%
I
SHB
SHBI
4
-29<
tv400
20%
1vPv4
10%
<
1
-29
v-29
5%
SHA1毒性程度为极度危害介质管道(苯管道除外)2毒性程度为高度危害介质的丙稀晴,光气,二氧化碳,氟化氢管道;
3设计压力等于或大于10Mpa的S级管道.SHBI:
1毒性程度为极度危害介质的苯管道;
2毒性程度为高度危害介质管道(丙稀晴,光气,二氧化碳,氟化氢管道除外);
3甲类,乙类可燃气体和甲a类液化烃,甲b类可燃液体介质管道4乙a可燃液体介质管道.SHSI:
1乙可燃液体介质管道2丙类可燃液体介质管道.
管道级别
适用范围
1毒性程度为极度危害介质管道(苯管道除外)
2毒性程度为高度危害介质的丙稀晴,光气,二氧化碳,氟化氢管道;
3设计压力等于或大于10Mpa的SHB级管道
1毒性程度为极度危害介质的苯管道;
2毒性程度为高度危害介质管道(丙稀晴,光气,二氧化碳,氟化氢管道除外);
3甲类,乙类可燃气体和甲A类液化烃,甲B类可燃液体介质管道
4乙A可燃液体介质管道
1乙B可燃液体介质管道
2丙类可燃液体介质管道
按《化工金属管道工程施工及验收规范----HG20225----95》划分管道等级,下表:
n
10MPa
10Mpa>
P>
4Mpa
t>
400C
tV400C
4Mpa>
1Mpa
Bb
P<
1MPa
吕
Pw1MPa
G
186CVt>
400C
—
D
-29wtw
186C
注:
(1)当设计温度tV-29C时,无论哪一类管道,均应100%检验,U级合格
(2)氧气管道按B类管道进行检验。
(3)A类输送剧毒介质管道;
B类输送可燃介质和有毒介质的管道;
C类、D类输送非可燃介质,无毒介质的管道。
其中没
有设计压力P<
1Mpa且设计温度为一29E---186C的管道为D类管道。
城市燃气工程按城镇燃气输配工程施工及验收规范---CJJ33-89划分管道等级
1.焊缝内部质量应符合GB50236的川级焊缝标准
1.管道焊缝无损探伤数量,应按设计规定执行.当设计无规定时,抽查数量应不少于焊缝总数的15%;
2.抽查的焊缝中不合格者超过30%,则应加倍探伤,若加倍探伤仍不合格时,则应全部探伤.
3.对于穿越铁路公路河流城市主要道路及人口稠密地区地管道焊缝,均必需进
行100%勺无损探伤.
4.进行无损探伤的焊缝,其不合格部位必须返修,返修后仍需按原规定方法进行探伤.
4、压力管道级别划分
1.长输管道
1.符合下列条件之一的长输管道为GA1级:
1).输送有毒、可燃、易爆气体介质,设计压力P>
1.6MPa的管道;
川级焊缝
2)输送有毒、可燃、易爆液体流体介质,输送距离》200km且管道公称直径DN
300mm勺管道;
3)输送桨体介质,输送距离》50kmn且管道公称直径D心150mm.
2.符合下列条件之一的长输管道为GA2级:
1)输送有毒、可燃、易爆气体介质,设计压力Pv1.6MPa的管道;
2)GA1
(2)范围以外的管道;
3)GA1(3)范围以外的管道.
2.公共管道
GB1:
燃气管道;
GB2;
热力管道
3.工业管道
1.符合下列条件之一的工业管道为GC1级:
1)输送GB5044《职业性接触毒物危害程度分级》中规定毒性程度为极度危害的
2)输送GB50160《石油化工企业设计防火规范》及GBJ16《建筑设计防火规范》
中规定的火灾危险性为甲、乙类可燃气体或甲类可燃液体介质且设计压力P>
4.0Mpa的管道.
3)输送可燃流体介质、有毒流体介质,设计压力P>
4.0Mpa且设计温度》400C的管道;
4)输送流体介质且设计压力P>
10.0Mpa的管道.
2.符合以下条件之一的工业管道为GC2级.
1)输送GB50160《石油化工企业设计防火规范》及GBJ16《建筑设计防火规范》中规定的火灾危险性为甲、乙类可燃气体或甲类可燃流体介质且设计压力P<
4.0Mpa的管道;
A、输送可燃流体介质、有毒流体介质,设计压力P<
4.0Mpa且设计温度
400C的管道;
B输送非可燃流体介质、无毒流体介质,设计压力设计压力P<
10.0Mpa且设计温度》400C的管道;
C、输送流体介质,设计压力P<
4.0Mpa且设计温度<
400C的管道;
3、符合以下条件之一的GC2级管道划分为GC3级.
1)输送可燃流体介质、有毒流体介质,设计压力P<
2)输送非可燃流体介质、无毒流体介质,设计压力P<
400C的管道;
、管道相关规范
1.施工前的准备
1.1工业管道安装前,参与施工的技术人员操作工人必须认真识读设计图纸及其技术说明文件,明确设计意图,了解设计要求。
1.2各专业技术人员应参加由设计单位、建设单位、施工单位联合组织的图纸会审、技术交底,并接受设计单位技术交底,办理、图纸会审手续。
1.3各专业技术人员应根据设计图纸、图纸会审记录及国家预算定额,编制材料预算、企业定额确定施工机械和人工的消耗量。
1.3根据材料预算、施工机械和人工的消耗量编制材料要料计划、施工机械计划、劳动力计划。
1.4开工前应准备施工现场临时设施,落实与施工方法,施工机具相适应的道路、用水、用电、用气、材料堆场或仓库、施工工场、现场生活设施、办公用房、施工机具用房。
1.5各专业技术人员应根据设计图纸、施工方案、施工验收规范,向上岗人员进行安装工程技术交底和安全交底,并办理有关手续。
1.6对现场的材料、设备应按材料清单进行清点、核查。
不同材料,按不同技术要求认真检查其产品质量保证书、合格证、型号、规格、标准、材质、技术参数、数量是符合设计要求。
如不符合要求,应及时提出,并与有关方面协商接洽,做好记录。
1.7应会同土建施工单位、建设单位、按设计图纸及相关专业验收规范,验收土建构件、预留孔洞、预埋件、沟槽、土方和垫层,并办理签证手续。
1.8建设单位、施工单位共同确认施工条件是否成熟,办理工程开工报告。
2材料、设备进场检查要点
2,1.材料要求总则
并按有关规定具有产品出厂合格
钢材、管材、管件及附属制品等必须符合国家或部颁标准,证明、复试检测报告、产品质量认证或生产许可证。
2.2.材料要求细则
1镀锌钢管:
外观检查镀锌层良好、无锈蚀、无毛刺,壁厚均匀符合要求,端口无飞边。
管件无偏扣、乱扣、丝扣不全或角度不准等现象。
2焊接钢管及无缝钢管:
壁厚均匀、无锈蚀、无飞刺、符合要求,端口无飞边。
3铸铁管:
目测顺直,壁厚均匀符合要求,内外光滑、无浮砂、包砂、粘砂,更不允许有砂眼、裂纹、飞刺和疙瘩。
4阀门:
规格型号和适用温度、压力要求符合设计要求,铸造规矩,无毛刺、裂纹,操作灵活。
设备应具有出厂合格证和质量证明书,并应符合设计要求或地方有关规定。
进场时应做验收和按规定复验。
1材料进场检验报吿-疸有上朝检殓部门的荃字和壷章.
2进口设各宴有商检证明,反止文赁黃证皑尊▼屮
3.1施工方法:
3.2管道组成件及管道支承件的检验
3.2.1一般规定
管道组成件及管道支承件即管子、管件、法兰、垫片、紧固件、阀门、及
管道支吊架等,都必须具有制造厂的产品质量证明书、合格证,其质量应符合国家或行业有关标准的要求。
压力管道的组成件及管道支承件,其制造厂必须具有质量技术监督行政部门颁发地<
压力管道元件制造单位安全注册证书>
.
管道组成件及管道支承件在使用前应根据设计文件的要求核对其型号、规格、材质、标准、技术参数。
管道组成件及管道支承件在使用前应按相应产品质量标准进行外观检查,不合格者不得使用。
经外观检查合格后的管道组成件及管道支承件应按不同材质、不同要求,做好标识,分别堆放在专门的堆场或仓库内,防止锈蚀、损坏。
合金钢管及管件、紧固件应有材质标记,使用前应进行光谱分析复查或其他方法复查,并应在管子、管件、紧固件及阀门上做出标记。
合金钢阀门的内件材质应进行抽查,对同制造厂、同规格、同型号、同时到货的产品抽查数量不得少于一个。
设计文件要求进行低温冲击韧性试验的材料,供货方应提供低温冲击韧性试验的结果的文件,其指标不应低于设计文件的规定。
管道组成件及管道支承件的采购、验收、保管应按公司程序文件规定的办法执行.
3.2.2碳钢、合金钢管的检验
碳钢、合金钢管应具有制造厂的产品质量证明书,其内容应符合《钢管验收、包装、标识和质量证明书的一般规定》GB2102的要求。
在充分照明的条件下进行目视外观检查,内外表面不得有裂缝、折叠、扎折、离层、发纹、结疤等。
钢管表面如有缺陷必须完全清除掉。
清除深度不得超过公称壁厚的负偏差,其清除处的实际壁厚不得小于壁厚所允许的最小值。
并不得有超过负偏差的锈蚀、磨损、凹陷等缺陷。
管子的外形和尺寸应采用符合精度要求的量具进行检测,偏差应符合现行产品质量标准。
冷拔(扎)无缝钢管的尺寸允许偏差(GB8163、高压锅炉用无
缝钢管的尺寸允许偏差(GB5310、焊接钢管尺寸允许偏差(GB/T3092。
管子弯曲度:
当$w5mm时,〉1.5mm/m;
当S>
15mm时,〉2.0mm/m弯曲
的管子应调直后方能使用
3.2.3不绣钢管检验
不绣钢管应具有制造厂的产品质量证明书。
并应有化学成分、机械性能和热处理证明文件。
设计文件要求有晶间腐蚀试验的不绣钢管,供货单位应提供晶间腐蚀试验结果文件,其指标不得低于设计文件规定。
清除深度不得超过公称壁厚的负偏差,其清除处的实际壁厚不得小于壁厚所允许的最小值。
不锈钢、耐酸钢、无缝管尺寸允许偏差(GB2270。
3.2.4阀门检验
1)一般阀门检查
介质性
质
阀心材
压力
MPa
抽查比
例%
抽查
量
(个)
检验方
式
备
注
合金钢
光谱
每
批
100
壳体压
力密封
个
非可燃
无毒
1.0
T>
186
Tv-29
-29---186
每批:
①同制造厂、同规格、同型号、同时到货
2阀门壳体材料无渗漏为合格;
密圭寸试验宜以公称压力进行.
3按比例抽查的阀门,当有不合格产品时,应加倍抽查,如仍有不合格产品
则该批阀门不得使用
4公称压力小于1Mpa且公称直径大于或等于600mm的闸阀,可不单独进行壳体压力试验合闸板密封试验.壳体压力试验宜载系统试压时按管道系统的试压进行试验,闸板密封所有可采用色印等方法进行检验,结合面上的色印应连续.
5试压采用的压力表应经过计量检测合格,且载有效期内,压力表的行程应为试验压力的2倍左右.
6所有检验合格的阀门均应进行记录和在阀体上标识,且应与试验记录的内容相符和,试压人员应签字,检验责任员应对试验结果签字认可.
阀门应具有制造厂的产品质量证明书和合格证。
各类阀门安装前应进行下列检查:
(1).阀门铭牌完整、清晰,外表面应无裂纹、夹渣、沙眼、缩孔、折叠、重皮、皱折等缺陷。
(2)阀门填料应符合设计要求,填装方法应正确。
填料密封处的阀杆应无腐蚀。
(3)手动阀杆不弯曲,启动灵活,传动装置完好,指示应正确。
下列管道的阀门应逐个进行壳体压力试验和密封性试验,不合格者,不得使用。
(1)输送剧毒流体、有毒流体、可燃流体的阀门;
(2)输送设计压力大于1Mpa的阀门;
(3)设计压力小于等于1Mpa且设计温度小于一29C和大于186C非可燃流体、无毒流体管道的阀门。
输送设计压力大于1Mpa且设计温度小于一29C和大于186C非可燃流体、无毒流体管道的阀门应从制造厂、同规格、同型号、同时到货中抽取10%,且不
少于1个,进行壳体压力试验和密封性试验。
若不合格者加倍检查,如仍不合格者时,该批阀门不得使用。
公称压力小于1Mpa或等于1Mpa且公称直径大于600mn的闸阀,可不单独进行阀门壳体压力试验和闸板密封性试验。
壳体压力试验可在系统试压时按管道系统的试验压力进行。
闸板密封性试验可用色印法对密封面进行检查,接合面连续为合格。
安全阀应按设计文件规定的开启压力进行调试。
调试时压力应稳定,每个
安全阀启闭试验不得少于3次。
调试后应填写“安全阀最初调试记录”
阀门壳体压力试验不得小于公称压力的1.5倍,试验时间不得少于5min,以壳体填料无渗漏为合格。
阀门密封性试验宜以公称压力进行,以阀瓣密封面不漏为合格。
阀门试压应用洁净水进行,当阀门工作介质为轻质石油产品或温度大于120C的石油蒸馏产品时,阀门应用煤油进行试验。
阀门试压合格后,应填写“阀门试验记录”,之后交仓库分类存放。
合金钢阀门应逐个对壳体进行光谱分析,复查材质,每批取10%且不得少于1个。
阀门的操作机构和传动机构,应按设计要求进行检查与必要的调整,达到动作灵活,指示正确。
3.2.5管道附件的检验
3.2.5.1法兰
管道应法兰应符合设计文件要求,如设计文件无规定时,应按现行国家标
准《钢制管法兰标准》GB9112---GB9124执行。
钢制法兰的材质、性能、外观、标志应符合现行国家标准《钢制法兰技术条件》GB9125的规定:
1)锻造表面应光滑、不得有锻造伤痕、裂纹等缺陷。
2)机加工表面不得有毛刺、有害的划痕和其他降低法兰强度和法兰连接可靠性缺陷。
3)环行连接面法兰的密封面应全部逐个检查,法兰的两个侧面不得有机械加工引起的裂纹、划伤或撞伤等表面缺陷。
4)带有凹凸面的法兰应能自然嵌合,凸面的高度不得小于凹槽的深度。
5)法兰平面应于法兰密封平行,螺母接触面应光滑平整。
6)对焊法兰与管子焊接处的内外径尺寸应与管子相一致,接口的坡口应符合焊接工艺要求。
7)法兰外圆表面上应打印出材料牌号、公称压力和公称直径的标志。
合金钢法兰必须有热处理报告。
3.2.5.2螺栓、螺母
螺栓、螺母的螺纹应完整,无伤痕、毛刺等缺陷。
螺栓与螺母应配合良好,无晃动或卡涩现象,螺栓应与所选用法兰规格相匹配,一种法兰不得选用多种螺栓。
合金钢螺栓、螺母应逐根进行光谱检查,复查材质。
不合格者不得使用。
高压螺栓、螺母硬度值、机械性能应符合有关标准的规定。
3.2.5.3管法兰垫片
应根据设计文件要求进行选用。
其石棉橡胶垫片应符合《钢制管法兰用石棉橡胶垫片技术条件》(GB9129的要求、金属环垫片应符合《钢制管法兰用金属环垫片技术条件》的要求、缠绕式垫片应符合现行国家标准《缠绕式垫片技术条件》GB4622.3的要求、金属包覆垫片应符合《管法兰用金属包覆垫片》GB/T1501的要求、柔性石墨复合垫应符合《柔性石墨复合垫片》的要求、聚四氟乙烯包覆垫片应符合《管法兰用聚四氟乙烯包覆垫片》GB/13404的要求。
3.2.5.4弯头、异径管、三通
应符合《钢制对焊无缝管件》GB12459的要求。
3.2.6管道支承件检验管道支承件的刚结构的组装尺寸与焊结方式应符合设计要求。
滑动支架的工作面应平滑灵活,无卡涩现象。
支、吊架弹簧应有出厂质量证明书,其外观及尺寸,应符合下列要求:
1)弹簧表面不应有裂纹、折叠、分层、锈蚀等缺陷。
2)弹簧尺寸公差应符合图纸要求。
3)弹簧工作圈数的偏差不应超过半圈。
4)弹簧在自由状态时,其个圈节距应均匀,偏差不超过平均节距的10%。
5)弹簧两端支承面与弹簧中轴成垂直,其偏差不得超过自由高度的2%。
工作压力
 升级会员
升级会员 