连接器生产过程控制计划PMP精华版Word下载.docx
《连接器生产过程控制计划PMP精华版Word下载.docx》由会员分享,可在线阅读,更多相关《连接器生产过程控制计划PMP精华版Word下载.docx(24页珍藏版)》请在冰豆网上搜索。
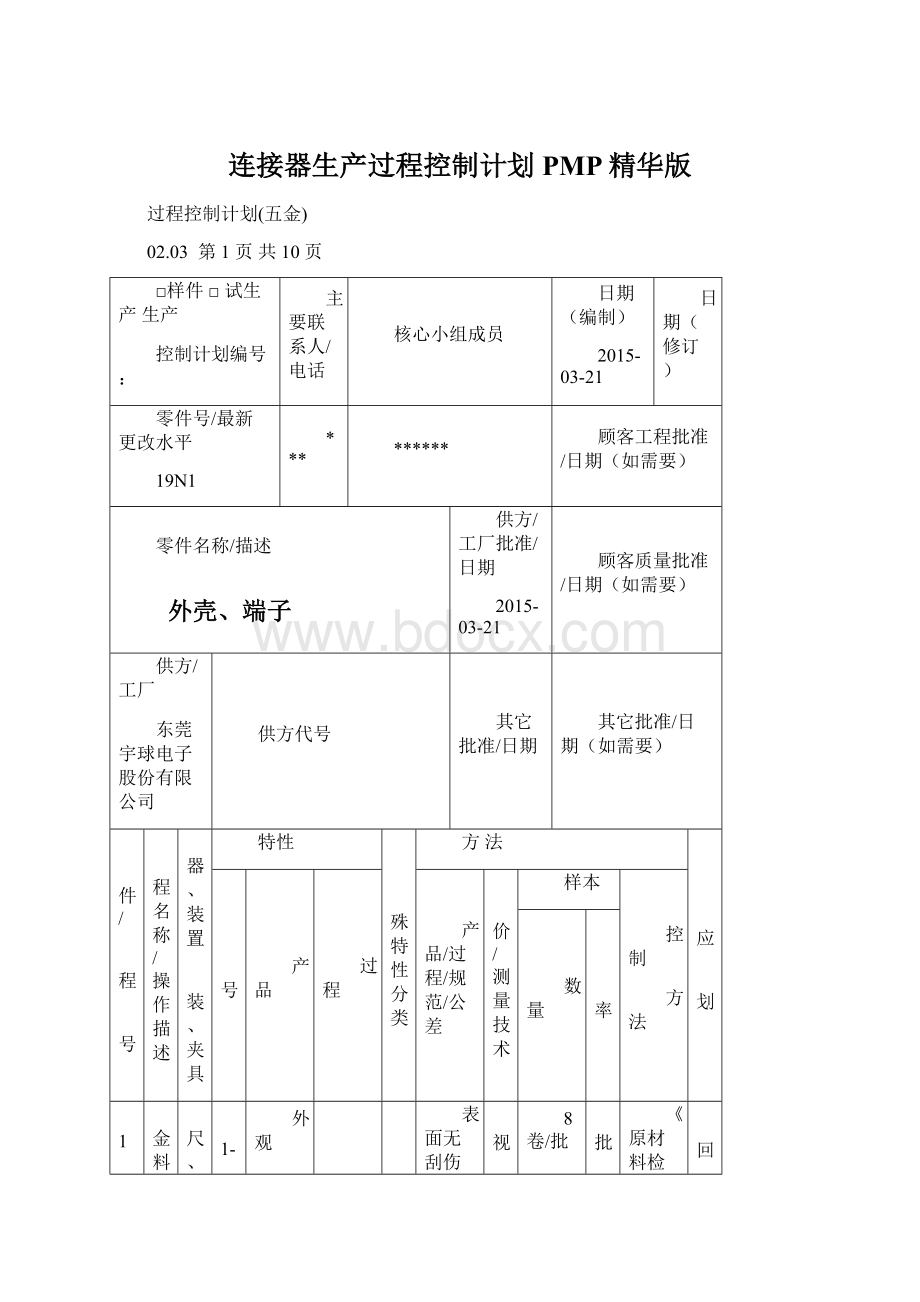
特性
特殊特性分类
方法
反应
计划
产品
产品/过程/规范/公差
评价/测量技术
样本
控制
方法
数量
频率
01
五金料原材料检验
卡尺、千分尺、硬度计、钳子
01-01
外观
表面无刮伤、脏污、扭曲变形、严重锈迹、毛刺、穿孔、高低不平、麻点、氧化、脱皮不良现象
目视
8卷/批
(≤8全检)
每批
《原材料检验标准—五金材料判定标准》、《常用金属材料技术标准》/材质证明/送货单
退回采购
01-02
材质
材质证明符合要求、实物及包装、入库单及样品一致.
01-03
硬度
◆
1.每卷剪出约50长,30宽放在专用折弯冲床折弯90°
二次确认没有断裂现象;
2.每盘剪出约100,15做硬度测试,每块至少测试3个点,且每个点之间间距≥3,符合C5191R、304要求。
硬度计
01-04
厚度/宽度
外壳厚度0.15、端子厚度0.15、宽度依采购单检验。
千分尺/卷尺
02.03第2页共10页
端子
02
五金料分条
分条机
02-01
不可有披锋,不平整
100%全检
进料检验报告
02-02
尺寸
外壳:
厚0.15宽30
千分尺
端子:
厚0.15宽26
03
冲压机冲,模具
冲压机,模具
03-01
吨数
★
≧25吨
每天检查一次
保养记录表
操作员知会上级处理
气压
5~6
03-02
毛刺,错位,划痕,垫伤
偏芯,变形,破裂等缺陷
目视,样品比对
作业员每2H检查一模穴
每2H检查80
连续
员工自检记录表
加工,挑选
03-03
参照工程图纸
卡尺/投影仪
首件、末件每一模穴
每2H检查一模穴
首件检验报告/巡检记录表
调试/修模/开不良处理联络单
02.03第3页共10页
反应计划
控制方法
冲压
5.83+0.030.03
投影仪
测量5
2H巡
检一次
首件确认表/
巡检记录表
调试/修模/开
不良处理联
络单
3.60+0.10.1
04
包装
自动卷料机
04-01
卷盘和
纸带
依产品料带宽度选择合适的纸带和胶盘
100%
每卷
退货返工
接头管理
料带接头相接时,用铜丝固定5个料带孔,并将重合后的端子扳掉一边,保持重合部位至保留一层端子厚度
每个接头
封口机、打包机、带刀
04-02
不可超过箱子黄线
目测
连续
\
重工
05
入库
05-01
零件入库单
备注:
检验:
□加工:
○包装:
▽(重点品质):
◆(重点过程):
★
过程控制计划(塑胶)
第4页共10页
胶壳、模定
塑料原材料检验
1.实物及厂商质量保证书、核对;
2.按色卡和实物样板,进行颜色核对。
10g~20g
进料检验报告/材质证明
送货单退采购
试料
注塑成品外观尺寸符合要求。
信赖性
注塑成品做恒温恒湿、高低温试验符合要求。
干燥
烤箱
温度
100-110℃
指数器
1次
每2H
塑胶材料烘烤记录表
立即调整
01-05
时间
6~8H
第5页共10 页
注塑
注塑机/模具/模温机
料筒温度
注塑成型工艺卡
电脑控制器
生产时每4小时检查一次
注塑工艺参数监控记录
调试
射胶及保压压力
02-03
射胶及保压时间
02-04
冷却时间
02-05
射胶及开模时间
02-06
成型周期
02-07
模具温度
第6页共10页
无缺胶、缩水、批锋、多胶、气纹、顶白、起泡、熔接线、色差不良
自检记录表巡回检验报告
调试/修模
基座:
依据工程图面
每12H检查一模穴
首件确认表/自检记录表/巡检记录表
0.71±
0.02
封口机\打包机\带刀架刀片
热封包装
3000每袋
电子称
符合数量标签
退货/重检
第7页共10页
30000每框
全部点数
退货
05-02
封口
封口完好无损,不可有封口漏气现象
过程控制计划(成品)
02.03第8页共10页
成品组装
组装
手工
基座无缺胶、破裂、色差不良;
铜套无松动、铆不到位不良。
作业员100%全检
每2H检10
检验记录表/首件检验报告巡检记录表
返工,报废
上锡
上锡机
五金脚无铆伤、漏铆、压不到位不良
返工
尺寸:
14±
0.15
卡尺
首件检查10
每4H检10
功能测试
测试仪
设定值为30mΩ
功能
作业指导书
检查
外观
外观检查
外观
02.03第9页共10页
10
封口机/打包机/
16-01
100每盘
7000外箱
目视
100%抽检时确认
检验报告
返工,报废
11
检验
耐压测试仪,绝缘电阻仪,毫欧姆表,
推拉力计
17-01
成品检验规范
100%检查
检验报告/尺寸检验报告
填退货通知单返工/报废
17-02
尺寸检测报告
游标卡尺/投影仪
10批
17-03
信赖性测试
产品规格书
耐压测试仪,绝缘电阻仪,毫欧姆表,推拉力计/目视
20批
信赖性测试报告
17-04
包装规格
02.03第10页共10页
12
产品出货检验
18-01
装错槽位,铆伤,铆不到位,装不到位,包装规格,包装数量,标签
检验报告尺寸检测报告检查成绩书出货检验报告
检验报告/出货检验报告
18-02
抽检20
18-03
100每盘
 升级会员
升级会员 