工业金属管道工程施工质量验收规范中的表格Word文件下载.docx
《工业金属管道工程施工质量验收规范中的表格Word文件下载.docx》由会员分享,可在线阅读,更多相关《工业金属管道工程施工质量验收规范中的表格Word文件下载.docx(54页珍藏版)》请在冰豆网上搜索。
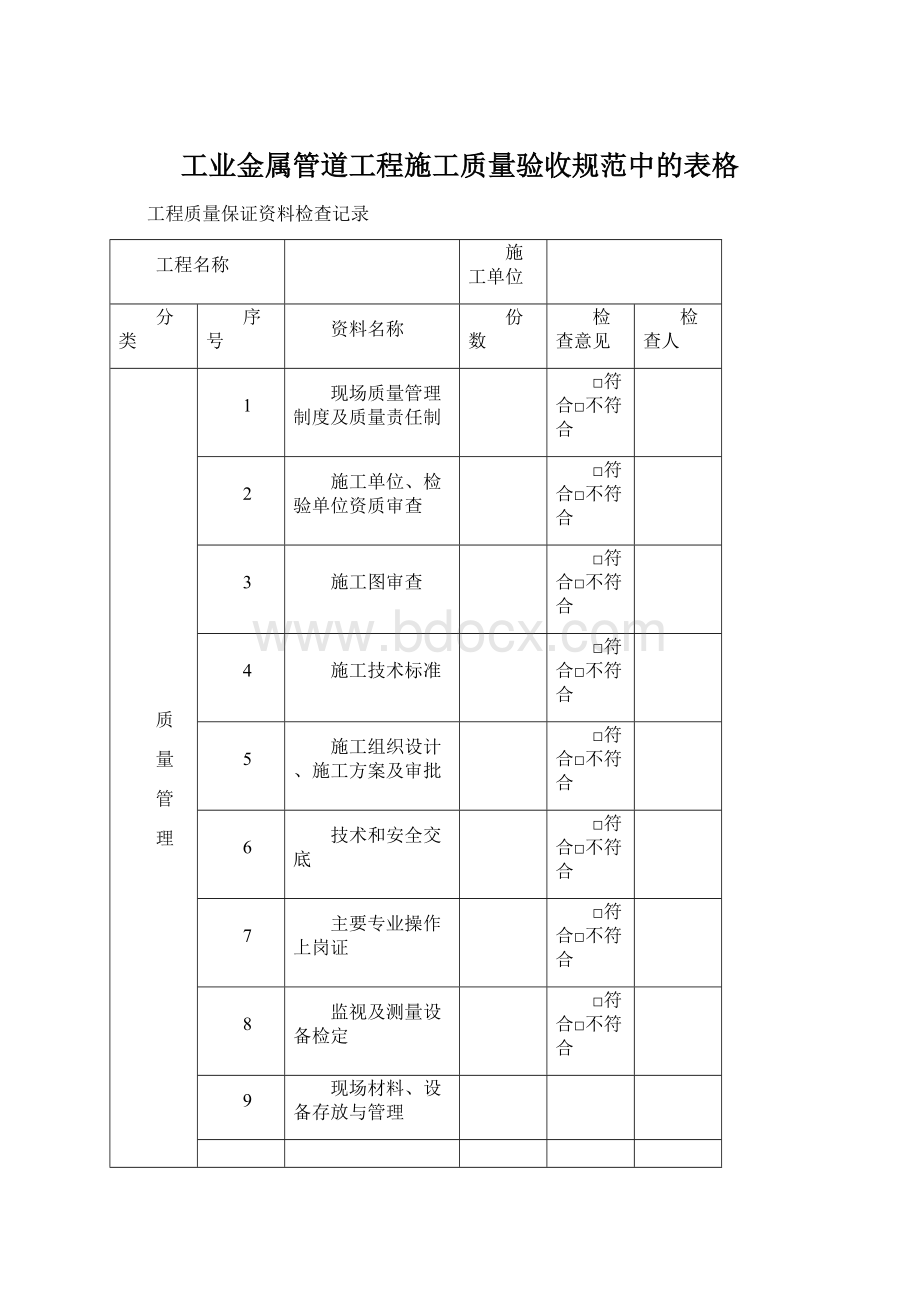
主要专业操作上岗证
8
监视及测量设备检定
9
现场材料、设备存放与管理
控
制
图纸会审、设计变更、材料代用单、协商记
工程开工文件
材料质量证明文件及检验试验报告
施工记录
施工检测、检验试验报告
隐蔽工程(封闭)验收记录
中间交接记录
单位、分部、分项工程质量验收记录
压力管道安装监督检验报告
10
质量事故处理记录
11
竣工图
结论:
施工单位项目负责人:
年月日
建设单位项目负责人
(总监理工程师):
附录C单位(子单位)工程质量验收记录
表C单位工程质量验收记录
工程名称
开工日期
项目经理
项目技术负责人
竣工日期
序号
项目
验收记录
结论
1
分部工程
共分部,经检查分部,
符合标准及设计要求分部
2
质量控制资料
共项,经检查符合要求项
3
综合验收结论
参
加
验
收
单
位
建设单位
监理单位
设计单位
(公章)
项目负责人:
年月日
总监理工程师:
附录B分部(子分部)工程质量验收记录
表B分部(子分部)工程质量验收记录
分项工程数量
分包单位
分包单位负责人
分包单位技术负责人
序
号
分项工程名称
检验
项目数
施工单位检查评定结论
建设(监理)单位验收结论
□符合□不符合
4
5
6
7
8
9
10
质量的控制资料
项目技术负责人:
附录A分项工程质量验收记录
表A分项工程质量验收记录
检验项目
施工单位检验结果
□符合□不符合
施工单位质量检查员:
施工单位专业技术负责人:
年月日
建设(监理)单位验收结论
建设单位专业技术负责人:
(监理工程师):
表4A1管道元件和材料的检验分项工程质量验收记录
管道元件和材料的检验
主
项
目
元件和材料
组成件
阀门壳体压力试验和密封试验
安全阀压力调整和密封试验
GC1级管道和C类流体管道外表面磁粉检测或渗透检测
元件和材料低温冲击韧性、晶间腐蚀等其他特性数据检验
合金钢螺栓、螺母材质抽样检验
一般项目
元件和材料的材质、规格、型号、数量和标识
表5A1管道加工弯管制作分项工程质量验收记录
管道加工弯管制作
主控
项目
弯管制作后的最小壁厚
GC1级管道和C类流体管道表面无损检测
一般
制作的弯管质量
Π形弯管平面度
允许偏差(mm)
直管段长度
≤500
>500~1000
>1000~1500
>1500
平面度
≤3
≤4
≤6
≤10
表5A2管道加工卷管制作分项工程质量验收记录
管道加工卷管制作
卷管焊缝的位置
周长允许偏差及圆度
公称
尺寸
周长允许偏差
圆度允许
偏差
≤800
±
外径的1%且不应大于4
>800~1200
>1200~1600
>1600~2400
11
>2400~3000
13
>3000
15
卷管的校圆样板与卷管内壁的不贴合间隙
卷管端面与中心线的垂直允许偏差
表5A3管道加工管口翻边分项工程质量验收记录
管道加工管口翻边
扩口翻边
焊制翻边
表5A4管道加工夹套管制作分项工程质量验收记录
管道加工夹套管制作
夹套管的内管焊缝
夹套管的内管和外管压力试验
夹套管的加工尺寸和外观质量
表5A5管道加工斜接弯头制作分项工程质量验收记录
管道加工斜接弯头制作
斜接弯头的焊接接头焊缝
斜接弯头的周长
表5A6管道加工支吊架制作分项工程质量验收记录
管道加工支吊架制作
管道支、吊架组件焊缝
一
般
管道支吊架的型式、材质、加工尺寸及精度
管道支、吊架焊接外观检查
表6A焊接和焊后热处理分项工程质量验收记录
焊接和焊后热处理
管道及管道组成件的焊接和焊后热处理
在焊缝上开孔或开孔补强后焊缝进行射线或超声波检测
平焊法兰、承插焊法兰或承插焊管件与管子角焊缝的焊脚尺寸
支管连接角焊缝的形式和厚度
管道焊缝的位置
表7A1管道安装分项工程质量验收记录
管道安装
清洗、脱脂或内部防腐的管道组成件
埋地管道的外防腐层质量
埋地管道安装前,支承地基或基础检查
埋地管道试压、防腐合格后,隐蔽工程检查
管道法兰、焊缝及其他连接件的设置
管道的坡度、坡向及管道组成件的安装方向
表7A2管道预制分项工程质量验收记录
管道预制
预制完毕的管段,轴测图标注管线号和焊缝编号。
内部清理、封闭管口
自由管段和封闭管段的加工尺寸
允许偏差
自由
管段
封闭
长度
1.5
法兰密封面与管子中心线垂直度
DN<
100
0.5
100≤DN≤300
1.0
DN>
300
2.0
法兰螺栓孔对称水平度
1.6
DN为管子或管道元件的公称尺寸
表7A3钢制管道安装分项工程质量验收记录
钢制管道安装
高温或低温管道法兰的螺栓,在试运行时热态紧固或冷态紧固
管道预拉伸或压缩
管道膨胀指示器安装
蠕胀测点和监察管段安装
合金钢管道系统安装后,材质标记
管道安装时,法兰密封面及密封垫片
法兰连接与管道同心,螺栓自由穿入。
法兰螺栓孔跨中布置。
法兰间保持平行
法兰连接使用同一规格螺栓,安装方向一致。
螺栓紧固后与法兰紧贴。
当需加垫圈时,每个螺栓不应超过一个。
所有螺母应全部拧入螺栓。
管道安装螺栓、螺母应涂刷二硫化钼油脂、石墨机油或石墨粉等
管道安装的允许偏差
坐标
架空及地沟
室内
25
室外
埋地
60
标高
20
水平管道平直度
DN≤100
2l‰,最大50
DN>100
3l‰,最大80
立管铅垂度
5l‰,最大30
成排管道间距
交叉管的外壁或绝热层间距
注:
1l为管道的有效长度。
2DN为管子公称尺寸。
表7A4连接设备的管道安装分项工程质量验收记录
连接设备的管道安装
管道与设备的连接
对不允许承受附加外荷载的动设备,管道与动设备连接质量
管道与动设备的接口
表7A5铸铁管道安装分项工程质量验收记录
铸铁管道安装
铸铁管道安装的坐标、标高
管道沿直线安装时,承插接口的环向间隙,承插口间的轴向间隙
管道沿曲线安装时,接口的借转角
管道柔性接口连接
管道刚性接口连接
表7A6不锈钢和有色金属管道安装分项工程质量验收记录
不锈钢和有色金属管道安装
符合7A1的规定
有色金属管道组成件与黑色金属管道支承件之间接触
不锈钢、镍及镍合金管道法兰用非金属垫片的氯离子含量
用钢管保护的铅、铝及铝合金管试压
不锈钢和有色金属管道安装后,其表面质量
铜及铜合金管道连接
□符合□不
 升级会员
升级会员 