工艺清单Word下载.docx
《工艺清单Word下载.docx》由会员分享,可在线阅读,更多相关《工艺清单Word下载.docx(17页珍藏版)》请在冰豆网上搜索。
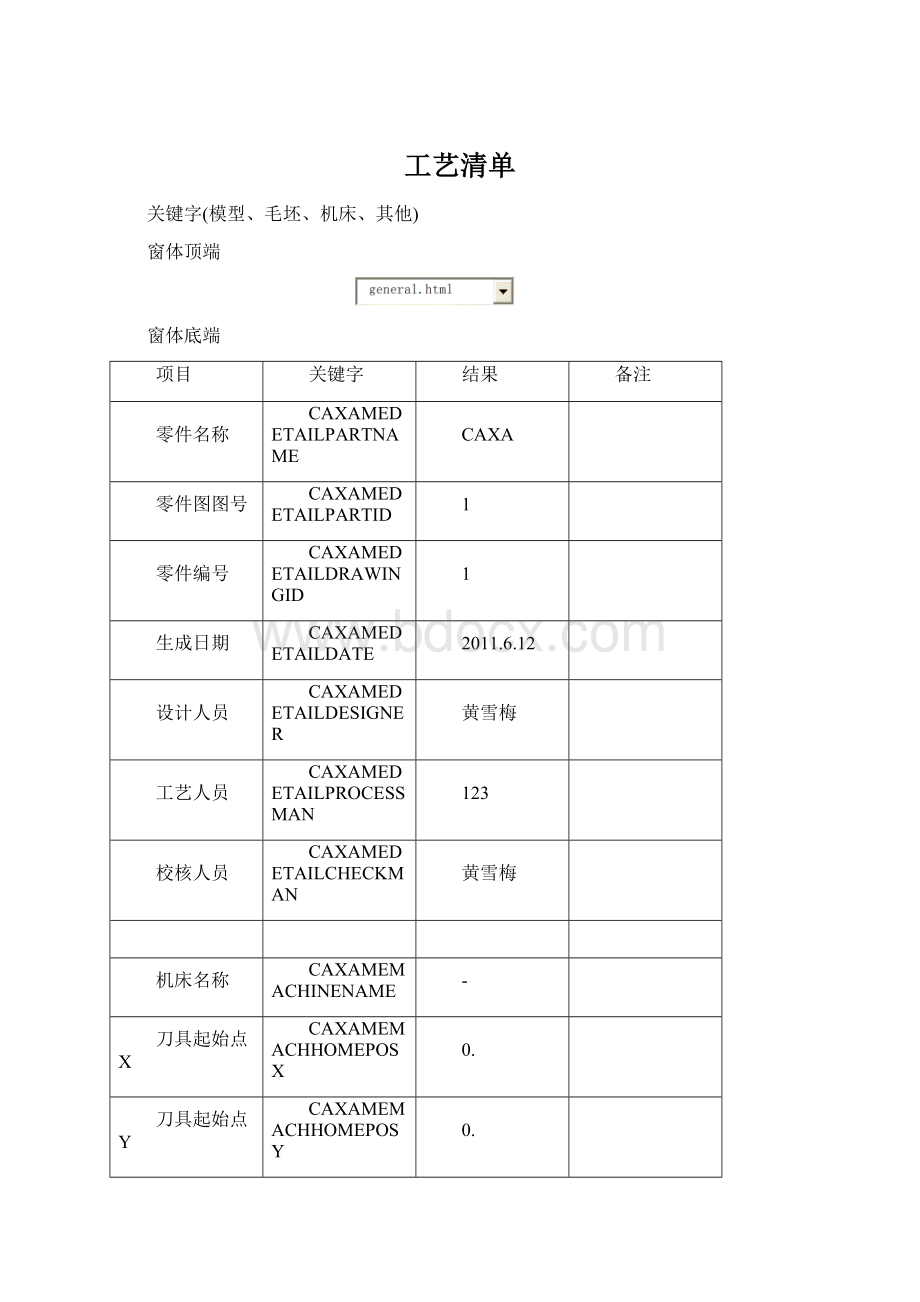
校核人员
CAXAMEDETAILCHECKMAN
机床名称
CAXAMEMACHINENAME
-
刀具起始点X
CAXAMEMACHHOMEPOSX
0.
刀具起始点Y
CAXAMEMACHHOMEPOSY
刀具起始点Z
CAXAMEMACHHOMEPOSZ
100.
刀具起始点
CAXAMEMACHHOMEPOS
(0.,0.,100.)
模型示意图
CAXAMEMODELIMG
HTML代码
模型框最大
CAXAMEMODELBOXMAX
(60.,40.,30.)
模型框最小
CAXAMEMODELBOXMIN
(-60.,-40.,0.)
模型框长度
CAXAMEMODELBOXSIZEX
120.
模型框宽度
CAXAMEMODELBOXSIZEY
80.
模型框高度
CAXAMEMODELBOXSIZEZ
30.
模型框基准点X
CAXAMEMODELBOXMINX
-60.
模型框基准点Y
CAXAMEMODELBOXMINY
-40.
模型框基准点Z
CAXAMEMODELBOXMINZ
模型注释
CAXAMEMODELCOMMENT
模型示意图所在路径
CAXAMEMODELFFNAME
C:
\DocumentsandSettings\Administrator\桌面\wokd\model.jpg
毛坯示意图
CAXAMEBLOCKIMG
毛坯框最大
CAXAMEBLOCKBOXMAX
毛坯框最小
CAXAMEBLOCKBOXMIN
毛坯框长度
CAXAMEBLOCKBOXSIZEX
毛坯框宽度
CAXAMEBLOCKBOXSIZEY
毛坯框高度
CAXAMEBLOCKBOXSIZEZ
毛坯框基准点X
CAXAMEBLOCKBOXMINX
毛坯框基准点Y
CAXAMEBLOCKBOXMINY
毛坯框基准点Z
CAXAMEBLOCKBOXMINZ
毛坯注释
CAXAMEBLOCKCOMMENT
毛坯类型
CAXAMEBLOCKSOURCE
铸件
毛坯示意图所在路径
CAXAMEBLOCKFFNAME
\DocumentsandSettings\Administrator\桌面\wokd\\block.jpg
关键字-功能参数
加工策略顺序号
CAXAMEFUNCNO
加工策略名称
CAXAMEFUNCNAME
等高线粗加工
标签文本
CAXAMEFUNCBOOKMARK
加工策略说明
CAXAMEFUNCCOMMENT
加工策略参数
CAXAMEFUNCPARA
加工方向:
顺铣
角度:
加工顺序:
Z向优先
删除面积系数:
0.1
删除长度系数:
行间连接方式:
直线
添加拐角半径:
否
执行平坦部识别:
XY向切入类型(行距/残留)
CAXAMEFUNCXYPITCHTYPE
行距
XY向行距
CAXAMEFUNCXYPITCH
1.
XY向残留高度
CAXAMEFUNCXYCUSP
Z向切入类型(层高/残留)
CAXAMEFUNCZPITCHTYPE
层高
Z向层高
CAXAMEFUNCZPITCH
Z向残留高度
CAXAMEFUNCZCUSP
主轴转速
CAXAMEFEEDRATESPINDLE
3000
通常切削速度
CAXAMEFEEDRATE
1000
行间连接速度
CAXAMEFEEDRATELINK
800.
返回速度
CAXAMEFEEDRATEBACK
慢速切削速度
CAXAMEFEEDRATEAIRCUT
二次慢速切削速度
CAXAMEFEEDRATESUBAIRCUT
起止高度
CAXAMEAIRCLEARANCE
50.
起止高度模式
CAXAMEAIRCLEARANCEMODE
绝对
加工余量
CAXAMESTOCKALLOWANCE
加工精度
CAXAMETOLERANCE
2
等高线精加工
使用镶片刀具:
恢复公差长度系数:
1.e-003
路径生成方式:
不加工平坦面加工
平坦面角度指定:
0.5
3
等高线补加工
加工方法:
开放周回(快速移动)
前把刀具半径:
10.
最大连接距离:
加工最小幅度:
0.2
1.e-002
关键字-刀具
刀具顺序号
CAXAMETOOLNO
刀具名
CAXAMETOOLNAME
D4
刀具类型
CAXAMETOOLTYPE
铣刀
刀具号
CAXAMETOOLID
刀具补偿号
CAXAMETOOLSUPPLEID
刀具直径
CAXAMETOOLDIA
4.
刀角半径
CAXAMETOOLCORNERRAD
2.
刀尖角度
CAXAMETOOLENDANGLE
刀刃长度
CAXAMETOOLCUTLEN
刀杆长度
CAXAMETOOLTOTALLEN
60.
刀具示意图
CAXAMETOOLIMAGE
D2
90.
D1
关键字-刀具路径
保留字
路径顺序编号
CAXAMEPATHNO
路径名称
路径示意图
CAXAMEPATHIMG
路径总加工时间(分)
CAXAMEPATHTIME
1.#IO
路径总加工长度(mm)
CAXAMEPATHLEN
3.436e+005
路径切削时间(分)
CAXAMEPATHCUTTINGTIME
119.9
路径切削距离(mm)
CAXAMEPATHCUTTINGLEN
1.199e+005
路径快速移动时间(分)
CAXAMEPATHRAPIDTIME
路径快速移动长度(mm)
CAXAMEPATHRAPIDLEN
2.238e+005
2.884e+004
26.99
2.699e+004
1853
3.28e+005
236.
2.36e+005
9.201e+004
关键字-NC数据
NC顺序编号
CAXAMENCNO
日期
CAXAMENCDATE
NC图片
CAXAMENCIMG
NC总时间(分)
CAXAMENCTIME
NC总长度(mm)
CAXAMENCLEN
7.004e+005
NC切削时间(分)
CAXAMENCCUTTINGTIME
382.8
NC切削长度(mm)
CAXAMENCCUTTINGLEN
3.828e+005
NC快速移动时间(分)
CAXAMENCRAPIDTIME
NC快速移动长度(mm)
CAXAMENCRAPIDLEN
3.176e+005
X最大
CAXAMENCCUTTINGMAXX
61.12
Y最大
CAXAMENCCUTTINGMAXY
41.26
Z最大
CAXAMENCCUTTINGMAXZ
X最小
CAXAMENCCUTTINGMINX
-61.1
Y最小
CAXAMENCCUTTINGMINY
-41.26
Z最小
CAXAMENCCUTTINGMINZ
绝对/相对
CAXAMENCABSINC
 升级会员
升级会员 