2塑料注塑模具设计注意事项.docx
《2塑料注塑模具设计注意事项.docx》由会员分享,可在线阅读,更多相关《2塑料注塑模具设计注意事项.docx(16页珍藏版)》请在冰豆网上搜索。
2塑料注塑模具设计注意事项
射出成形品制品设计的注意事项
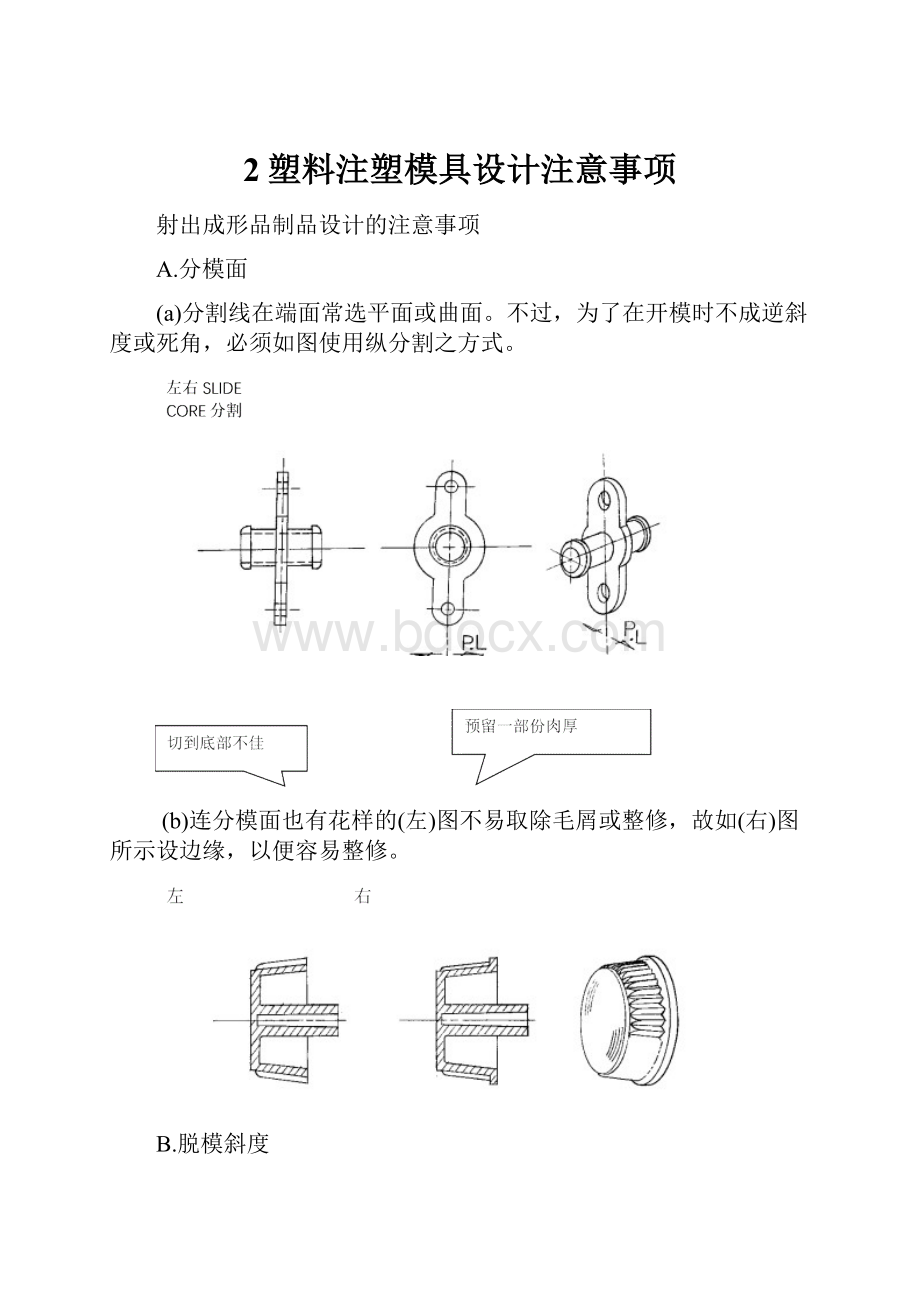
A.分模面
(a)分割线在端面常选平面或曲面。
不过,为了在开模时不成逆斜度或死角,必须如图使用纵分割之方式。
(b)连分模面也有花样的(左)图不易取除毛屑或整修,故如(右)图所示设边缘,以便容易整修。
B.脱模斜度
(a)脱模斜度因树脂种类,成形品的不同
形状、肉厚而异,宜约1/30~1/60(2°~1°),
实用最小限度达1/120(0.5°),不过,愈大
愈好,容器或茶杯之类内外侧都需脱模斜
度的成形品如图(右)所示,内侧至少比
外侧大一度。
(b)下图:
将有死角(undercut)的成形部改成斜度而除去死角部,由此可比较制品设计的良否,模具的构造简单,价格也减低。
下为脱模斜度的实用例。
斜度因高度而稍有不同,高度50mm以内的脱模斜度为1/30~1/35,高度超过100mm时,常为1/60以下,中间高度则在1/30~1/60之间愈大愈好,有浅褶皱的成形品以1/5~1/10为基准。
(c)格子
格子的脱模斜度因形状尺寸、格子部面积的大小等而异,通常格子部的顶边与底边的长度差之半与高度之比取为1/12~1/14,但下示条件的场合宜改变斜度(下图)。
(甲)格子部的面积愈大时,脱模斜度愈多。
(乙)格子部的间距P为4mm以下时,斜度取为1/10。
(丙)
图(右)所示,可动侧的脱模斜度
宜小,以便脱模之际,成形品残留
于可动模。
(d)肋
脱模斜度要使顶部与底部的长度差之半与肋高之比约1/50~1/20。
但顶部因有加工上的限制,不易为1.0mm~1.8mm以下,为了使用底部不发生收缩下陷,也须成侧壁或底部肉厚的50~70%尺寸。
不忌讳收缩下陷时,可取80~100%。
(e)毂部(boss)
成形品中的毂部为安然成品或
金属零件用的台,不只需要物性
强度、中间也常有安装孔,图右
所示为3mm自攻螺丝用毂部的
关系尺寸。
Unit:
mm
T
2.5-3.0
3.5
D
7
7
8
D’
6
6.5
7
t
T/2OR1.0-1.5
d
2.6
ď
2.3
高度H宜在30mm以下,毂部高度超过30mm,而且需要强度时,在下图中,取下示的脱模斜度
固定侧
(较大的模斜度)
可动侧
(较小的脱模斜度)
可见内侧的脱模度常大于外侧。
C:
肉厚
原則上,成形品的肉厚宜均勻,理由有二,一是成形中的冷却時間取決於肉厚,局部較厚時,冷時間受限於該厚部,成形週期延長,成形生產性減低。
第2問題是冷期間中,樹脂固化時,持續收縮。
肉厚不均匀的话,收缩也不均等,造成收缩下陷或不理想的内部应力,造成变形或破裂,下图为肉厚均匀化之例。
×○×○
若肉厚的变化无法避免,可如下图所示设倾斜,使之徐徐变化‧
各种树脂由经验、实验找出理想的肉厚范围,表2.1示此数值。
决定肉厚时,须特别留意下列事项:
(a)构造上的强度是否充分
(b)对脱模力是否有充分的强度
(c)相对于冲击力是否均匀分散
下表为各种成形用树脂的成形修件的肉厚
材料树脂名
树脂温度
(℃)
射出压力
(kg/cm)
模具温度
(℃)
肉厚
(mm)
聚乙烯
聚丙烯
聚醯胺
聚缩醛
苯乙烯
AS
ABS
亚克力
硬质PVC
聚碳酸酯
醋酸纤维素
150~300
160~260
200~320
180~220
200~300
200~260
200~260
180~250
180~210
280~320
160~250
160~250
600~1500
800~1200
800~1500
1000~2000
800~2000
800~2000
800~2000
1000~2000
1000~2500
400~2200
600~2000
600~2000
40~60
55~65
80~120
80~110
40~60
40~60
40~60
50~70
45~160
90~120
50~60
50~60
0.9~4.0
0.6~3.5
0.6~3.0
1.5~5.0
1.0~4.0
1.0~4.0
1.5~4.5
1.5~5.0
1.5~5.0
1.5~5.0
1.0~4.0
1.0~4.0
(d)有嵌入金属件时,可否防止破裂,发生的熔接线(weld)可否补强。
(e)成形孔、窗部发生的熔接线可否补强。
(f)薄肉部、厚肉部的收缩下陷可否防止。
(g)是否详虑薄肉部或刃缘部的树脂流动,是否会引起充填不足。
D.补强与应变防止法
(a)设补强肋
肋高的模准值为基底肉厚的3倍,在附着根部设最小限度肉厚0.3倍的R,附着根部的厚度为基底肉厚的2/3。
(右图)
增加数目比增加高度更能增大肋的效果。
(图左)使肋的附着根部厚度与基底的肉厚相同时,会发生收缩下陷。
增加肋数时,其间距宜为基底肉厚的4倍以上,除非不得已,附着根部的厚度也不可为基底肉厚的50~80%以上。
下图所示的框状成形品有隔条时,为了避免交叉部引起不均匀收缩,宜如右图所示以减少收缩。
(b)在角隅部设R
内部应力集中面与面的接合点─亦即角隅,为了减少应变,可在角隅部设R,分散应力,并改善树脂流性,也有助于脱模。
有R的悬臂前端有荷重集中时,改变臂厚T与R之比所致应力系数的变化,R/T为0.3以下时,应力聚增,0.8以上时不大增加。
应
力
系
数
R/T
角隅内侧设肉厚一半的R,减少应力集中,此时,肉厚在角隅增加1/3,图(B)是在外侧也设肉厚2/3R的最佳方式。
图右为在侧壁用带状补强
之例,也可防止变形。
这有违前
述肉厚均匀的原则,但可得耐变
形的强度,并与其它肉厚均匀收
缩,也可改善树脂流性。
边缘的各种形状
达成增加强度目的,平板等平面
部多的成形品容易反翘,须设法
减少平面部份。
下图为在平面部周边设凹凸或形成弯曲而补强。
E.毂部(boss)
高毂部的前端空气不易疏散,
可能充填不够或树脂烧焦。
为了使
树脂易流及补强,宜如图右设肋。
单独Boss强度不足,最好设置
补强Rib。
F.成形孔
成形品是大都有成形孔。
不过,孔在浇口位置的反对侧可能形成熔接线(weld),熔接线的强度约为正常部份的60~70%,所以利用孔安装时,有时强度不足,故宜用毂部。
仍可能强度不足时,最好事后才加工孔。
孔因熔接线的关系而减少强度,故须注意下列事项:
(a)孔与孔的间距取为孔径的2倍以上。
(b)孔周边的肉厚增厚径程度。
(c)孔的中心离成形品边缘达孔
径的3倍以上。
(d)垂直树脂流向的盲孔在孔径为
1.5mm以下时,孔用销可能倾
倒,孔深不宜为孔径的2倍以上。
G.成形螺纹
(a)螺纹山避免32山(约0.75mm)以下。
(b)螺纹公差小于树脂的收缩量时避免使用。
(c)长螺纹会因收缩而使螺距失正,故须避免。
(d)螺纹山不可延长到成品的末端,因薄缘和切通不利于模具加工或螺纹寿命(防止端面崩垂),所以至少要设0.8mm程度的平坦部份。
H.文字成形
文字深度0.4mm即够,文字的侧面斜度取为30°。
减少模具雕刻成本的方法是机械加工时于成形品面成浮雕。
I.顶出
成形品的顶出方式有销顶出,剥脱件顶出,套筒顶出,及并用2种以上的方式。
设计制品时,就须充分检讨采用何种顶出方式。
为了使成形品残留于可
动模,利用顶出销,在成
形品形成死角,把销顶出
后,利用销根部的晃动取
出成形品,但不利于射出
周期,并非上策。
(可用斜度顶出销来改善)
J.嵌入物
(a)为了不使嵌入的金属件旋转或脱落,可设凹部、弄弯、设压花。
(b)
(c)
金属件与树脂的膨胀,
收缩不同,嵌入物外周
发生内部应变,造成破
裂。
不发生破裂的树脂
伸度为5~6%,所以GP
聚苯乙烯不易用嵌入件,
可使用接着方式。
 升级会员
升级会员 