机械毕业设计英文外文翻译104单刃刀具.docx
《机械毕业设计英文外文翻译104单刃刀具.docx》由会员分享,可在线阅读,更多相关《机械毕业设计英文外文翻译104单刃刀具.docx(9页珍藏版)》请在冰豆网上搜索。
机械毕业设计英文外文翻译104单刃刀具
附页:
单刃刀具
刀具有切削部分(或产生切屑的部分)和刀杆,常用于车床、转塔车床、龙门刨床、牛头刨床、镗床及类似的机床。
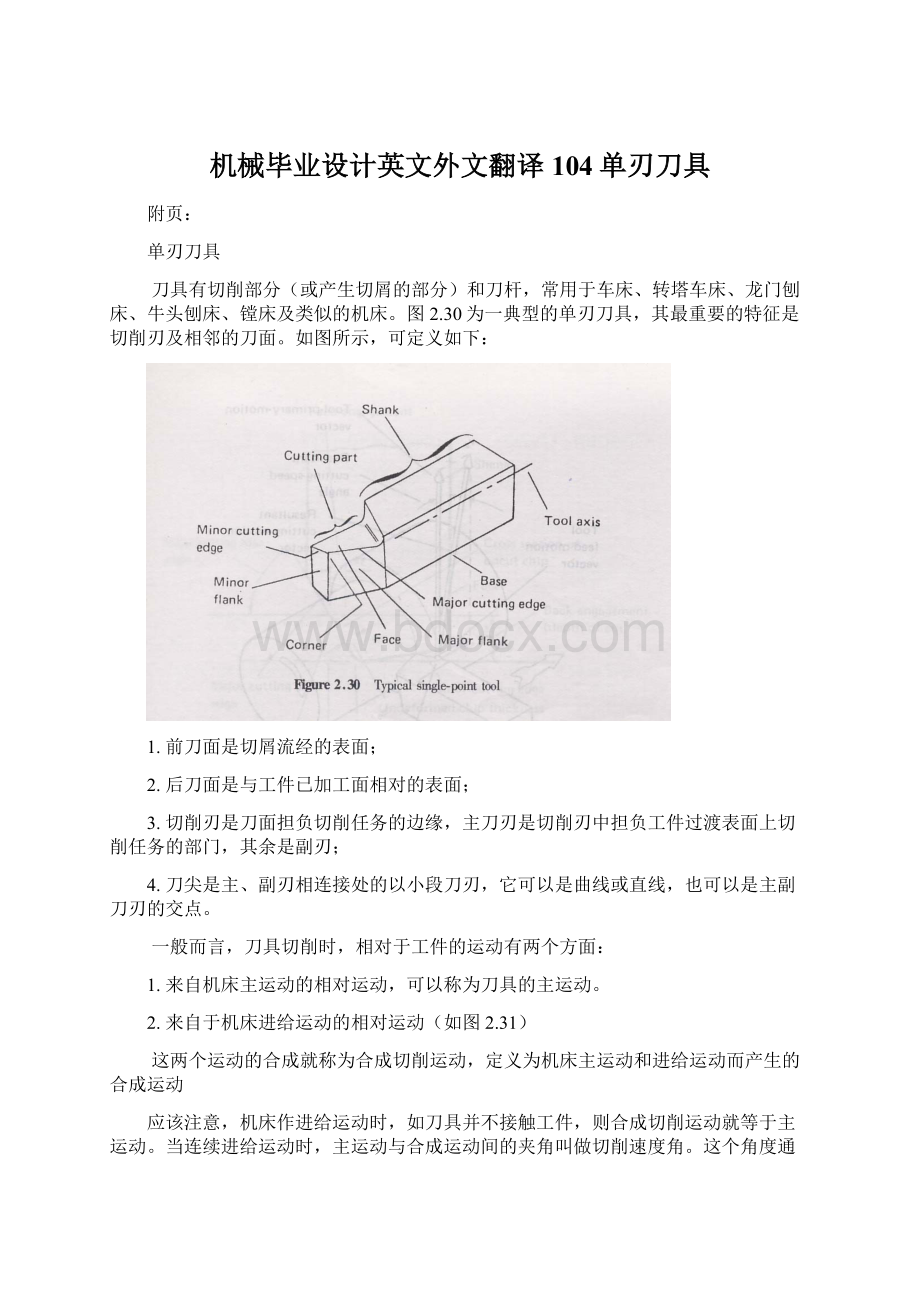
图2.30为一典型的单刃刀具,其最重要的特征是切削刃及相邻的刀面。
如图所示,可定义如下:
1.前刀面是切屑流经的表面;
2.后刀面是与工件已加工面相对的表面;
3.切削刃是刀面担负切削任务的边缘,主刀刃是切削刃中担负工件过渡表面上切削任务的部门,其余是副刃;
4.刀尖是主、副刃相连接处的以小段刀刃,它可以是曲线或直线,也可以是主副刀刃的交点。
一般而言,刀具切削时,相对于工件的运动有两个方面:
1.来自机床主运动的相对运动,可以称为刀具的主运动。
2.来自于机床进给运动的相对运动(如图2.31)
这两个运动的合成就称为合成切削运动,定义为机床主运动和进给运动而产生的合成运动
应该注意,机床作进给运动时,如刀具并不接触工件,则合成切削运动就等于主运动。
当连续进给运动时,主运动与合成运动间的夹角叫做切削速度角。
这个角度通常很小,多数情况下可以假设为零。
另外,切削速度v-主刀刃上不同选顶点相对于工作的瞬时速度,沿主切削刃可能时变化的,而进给速度刀刃
上不同选定点相对于工件的进给运动的大小是固定不变的,总之,合成速度-刀刃上选顶相对于工作瞬时合成切削运动的大小可以表示:
,但因为对大多数实际加工很小,通常可以假设,考虑切削刀具几何角度时,一个很重要的角度就是主偏角。
在刀刃上选定点切下的切削层厚度——未变形切削厚度,极大地影响着切削功率,严格地说,应在既垂直切削刃又垂直合成切削运动方向上地测量。
然而实际如前所述,因为很小,就在垂直于主运动方向测量,因此在图2.32和后续各图中,就按此测量。
所以,由图2.32可知,其中为进给量,即沿进给运动方向测量地切削层参数。
单刃刀具切削时,就等于进给量f。
.
切削层地横截面积A近似表示为,其中为背吃刀量,以前叫切削度,背吃刀量是在包含主运动与进给运动所在平面地垂直方向测量地切削层尺寸(图2.31),一般而言,背吃刀量决定单刃刀具从工件切下材料地厚度。
*图2.30典型单刃刀具。
刀柄,切削部分,刀具轴线,副切削刃,基面,副后刀面,主切削刃,刀尖,前刀面,主后刀面。
*
*图2.31外圆车削时合成切削运动。
刀具主运动矢量,合成切削速度角,合成切削运动矢量,刀刃上选定点,刀具进给运动矢量。
*
*图2.32单刃刀具切削。
进给量,刀杆,主偏角,切削层截面,前刀面,背吃刀量(切削深度),主切削刃,副切削刃,未变形切削厚度,刀尖,包括主运动及进给运动地平面。
夹具
如前所示,工件必须相对于刀具在一定的位置定位并夹紧。
工件在划线以后加工之前,还必须确定出相对于机床运动的位置,并将其夹紧。
当需要加工若干相同工件时,通过使用夹具,可无须对每个工件进行划线。
但如果加工的是铸件或者锻件,则仍需要对工件进行划线,以确保加工出合格的工件,而不至于造成肋条、内孔等位置便宜。
钻模和其它夹具相似,都是确保工件正确定位和夹紧装置,但也有不同之处,钻模具有在实际加工过程能导引刀具装置,而其它夹具则没有。
实际上,在切削过程中,只有对钻头、绞刀以及类似刀具才能进行引导,所以与钻削加工有关的夹具是钻模,而与其它加工有关的则是夹具。
夹具可装有调整刀具相对于定位工件位置的装置。
夹具的优点可概括如下:
可以省去划线及其它测量、调整等手续;由于能使工件正确定位,刀具能正确地导引和调整,不熟练的工人也能有把握地快速进行操作;
便于零件的装配,因为所有零件的一致性好,尺寸公差的范围较小,所以可以省去“试装”和“锉配”工作;零件具有互换性,如果产品广销各地,备件的供应问题将为之简化。
用于装螺栓的螺栓孔通常有1.5~3.0mm的间隙,读者可能怀疑,对这样的零件是否有必要制造精密夹具。
应该牢记,夹具一经制造出来,便可用以加工厂许多零件精密制造夹具的附加成本可分摊给为数众多的工件。
此外,在机构的装配过程中,即使是很小的误差,累积起来也是很大的。
公差一经规定,最好确保其要求,而不允许随意划线使尺寸超出规定值。
(1)工件的定位。
图2.27表示在空间完全不受约束的刚体,此时,它具有6个自由度。
考虑这些自由度时,可用三个互相垂直的坐标轴XX、YY、ZZ来表示。
物体可沿任一坐标轴移动,因此,它具有三个移动自由度。
它还可以绕任一坐标轴转动,因此,又有三个转动自由度,故共有6个自由度。
工件定位时,必须限制尽可能多的自由度,以确保加工时获得所需的精度。
应尽可能提前加工出合适的定位面来保证精度,并用它人微言轻所有加工面的定位基面,除非有其它原因必须使用另外的定位面。
而即使是要用另外的定位面,也必须根据原有的定位面加工新的定位面。
(2)工件的夹紧。
夹紧机构必须夹紧工件,使之能承受切削力,但夹紧力不可过大,以免造成工件变形或损坏。
工件夹紧点下方应有支承,以确保力由夹具的主体承受,然后转由机床的工件台和床身承受。
设计夹具时,应保证其夹紧机构既能施加合适的夹紧力,又能使夹紧操作迅速、安全。
(3)内容提要。
1)小批量生产时要对工件进行划线,并用它作为切削的标志线,对铸件、锻件毛坯也要进行划线,以检验是否有足够的加工余量。
2)如果批量允许,工件采用夹具定位夹紧,而不采用划线。
夹具上有使工件定位和夹紧的机构,钻模还有切削过程中对刀具导引的元件,而其它夹具则有可在切削前调刀的装置。
译文:
Single–PointTools
Single-pointtoolsarecuttingtoolshavingonecuttingpart(orchipproducingelement)andoneshank.Theyarecommonlyusedinlathes,turretlathes,planers,shapers,boringmills,andsimilarmachinetools.Atypicalsingle-pointtoolisillustratedinFig.2.30.Themostimportantfeaturesarethecuttingedgesandadjacentsurfaces.Theseareshowninthefigureanddefinedasfollows:
thefaceisthesurfaceorsurfaceoverwhichthechipflows.
Theflankisthetoolsurfaceorsurfacesoverwhichthesurfaceproducedonthework-piecepasses.
Thecuttingedgeisthatedgeofthefacewhichisintendedtoperformcutting.Thetoolmajorcuttingedgeisthatentirepartofthecuttingedgewhichisintendedtoberesponsibleforthetransientsurfaceonthework-piece.Thetoolminorcuttingedgeistheremainderofthecuttingedge.
Thecorneristherelativelysmallportionofthecuttingedgeatthejunctionofthemajorandminorcuttingedges;itmaybecurvedorstraight,oritmaybetheactualintersectionofthesecuttingedges.
Ingeneral,whenatoolisappliedtoawork-piece,itsmotionrelative
tothework-piecehastwocomponents:
Themotionresultingformtheprimarymotionofthemachinetool,whichcanbecalledtheprimarymotionofthetool.
Themotionresultingformthefeedmotionofthemachine(Fig.2.31).
Theresultantofthesetwotoolmotionsiscalledtheresultantcuttingmotionandisdefinedasthemotionresultingfromsimultaneousprimaryandfeedmotions.
Itshouldbenotedthatinmachinetoolswherethefeedisappliedwhilethetoolisnotengagedwiththework-piece(asinshapingorplanning,forexample),theresultantcuttingmotionisidenticaltotheprimarymotion.Whenthefeedmotionisappliedcontinuously,theanglebetweenthedirectionofprimarymotionandtheresultantcuttingdirectioniscalledtheresultantcutting-speedangleη.Thisangleisusuallyextremelysmallandformostpracticalpurposescanbeassumedtobezero.Further,thecuttingspeed,theinstantaneousvelocityoftheprimarymotionoftheselectedpointonthecuttingedgerelativetothework-piece,canvaryalongthemajorcuttingedge.Thefeedspeed,theinstantaneousvelocityofthefeedmotionoftheselectedpointonthecuttingedgerelativetothework-piece,isconstant.
Finally,theresultantcuttingspeed,theinstantaneousvelocityoftheresultantcuttingmotionoftheselectedpointonthecuttingedgerelativetothework-piece,isgivenby,,butsinceformostpracticaloperationsisverysmall,itcangenerallybeassumedthat,.Oneoftheimportanttoolangleswhenconsi
 升级会员
升级会员 