SFZSYZ铸铁镶铜闸门技术说明电动手摇手轮共5种竖排Word格式.docx
《SFZSYZ铸铁镶铜闸门技术说明电动手摇手轮共5种竖排Word格式.docx》由会员分享,可在线阅读,更多相关《SFZSYZ铸铁镶铜闸门技术说明电动手摇手轮共5种竖排Word格式.docx(11页珍藏版)》请在冰豆网上搜索。
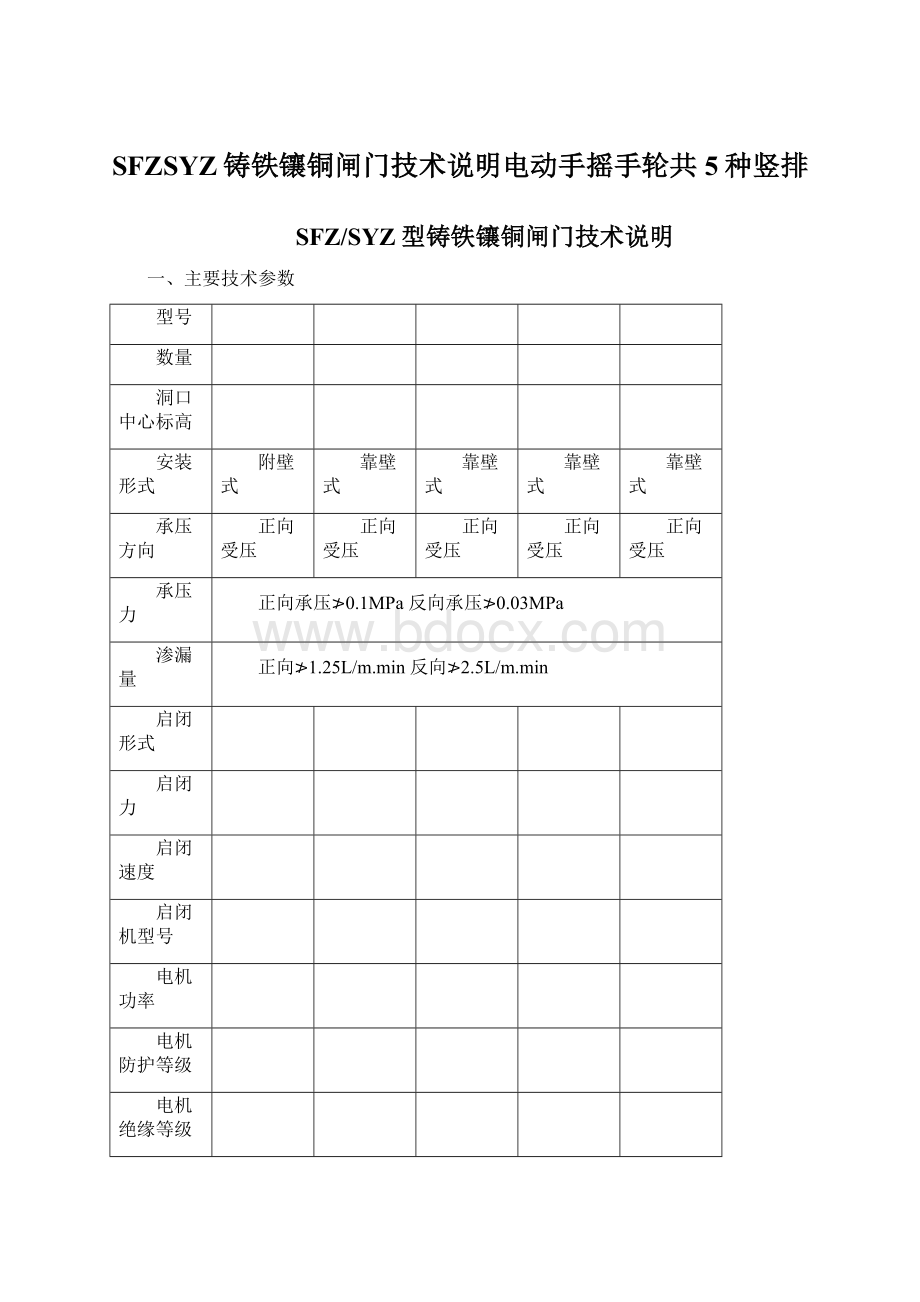
工作制
间歇运行
二、主要结构及工作原理
铸铁镶铜闸门主要由门框、门体、导轨、楔紧装置、密封面等部件组成。
1、主要结构
⑴门框由铸铁整体浇铸而成,门框两侧自带导槽,精加工之后作门体升降的导轨。
门框平面经龙门刨及立车精加工并分别加工一道槽,以便镶入青铜密封面。
⑵门体为整体铸造的方形或圆形平板,并在迎水面自带“#”字形的加强筋,加强筋的数量视闸门规格大小而定,一般间距为250-350mm之间,门体平面精加工并带有镶铜条的槽,以便镶入青铜密封面,门体两侧精加工与门框侧槽配合,形成上下滑轨。
门体上端有吊耳,吊耳为铸钢,门体与吊耳的两接触面精加工之后用螺栓固定,吊耳的销轴孔用镗床加工。
⑶导轨用铸铁制作,导轨面加工成与门框一样的槽,并在平面上镶入青铜,减少门体上下运行时的摩擦力。
导轨和门框连接的接触部位精加工,用螺栓联接,并设有定位销防止错位。
⑷楔紧装置:
为达到闸门的止水效果,闸门两侧设置楔块。
楔块用锡青铜制成,用螺栓分别与门体和门框上的楔座固定,楔座铣成长孔,便于楔块的调整。
当闸门的某一处止水效果不好时可局部调整楔块,当门体未关到位时或已到位而楔块尚未楔紧时,需调整全部楔块。
⑸密封面采用铜条或铜圈分别镶入门框和门体的槽内,密封面铜条镶好之后用龙门刨铣床进行铣削,磨削加工,保证了门框和门体之间的密切配合。
⑹丝杆由圆钢制成梯形螺纹,其精度达到7e级标准,螺纹长度比门体行程高度加长200mm,闸门处于关闭位置时,螺纹超出启闭机螺母50mm,丝杆总长度超过5000mm时,需作分段加工,其接头采用圆钢加工成内圆孔,并用圆钢铰制螺栓将丝杆和接头固定。
接头用固定工装加工,可与相同规格的丝杆互换配合。
丝杆总长度超过4000mm时,需增设轴导架,轴导架由铸铁衬套管安装在铸铁托架上组成,铸铁托架固定在池壁上,导管与托架都可在两个方向进行调节,丝杆下部焊有圆钢销套,用销轴与门体相连。
⑺所有铸铁部件经过时效处理或高温回火处理,重要零部件采用树脂砂造型工艺。
⑻门框、门体按最大工作水头设计,其拉伸、压缩和剪切强度的安全系数不小于5,挠度不大于构件长度的1/1500,导轨的拉伸、压缩和剪切强度的安全系数不小于5。
2、工作原理
闸门由启闭机带动启闭螺母转动,在梯形螺纹作用下使丝杆带动闸门门体上下运行,达到截断或疏通水流作用。
三、主要零部件材质
·
门体:
HT200铸铁
门框:
导轨:
楔座:
密封座:
ZCuSn5Pb5Zn5锡铅青铜
传动丝杆:
45#钢
紧固件:
Q235A碳钢
电动装置:
常州电站辅机总厂产品
四、电器控制系统
请见启闭机技术说明。
五、设备设计、制造、检验所遵循的标准目录
该产品在设计、制造、检验、包装运输及安装过程中所遵循的通用标准均为国标(GB)或部标(JB)这些通用标准目录省略,只提供专用标准目录如下:
CJ/T3006-92
供水排水用铸铁闸门
JB2932-86
水处理设备制造技术条件
JB/ZQ4000.2-86
切削加工件通用技术条件
JB/ZQ4000.3-86
焊接件通用技术条件
JB/ZQ4000.5-86
铸件通用技术条件
JB/ZQ4000.10-86
涂装通用技术条件
JB/ZQ4286-86
包装技术通用技术条件
GB1176
铸造铜合金技术条件
GB1220
不锈钢棒
GB6414
铸件尺寸公差
GB9439
灰铸铁件
GB3797-89
装有电子器件电控箱技术条件
GB4720-84
低压电器电控箱
GB/T4942.2-93
低压电器外壳防护等级
GB8923-85
涂装前钢材表面锈蚀等级和除锈等级
GB4879-99
防锈包装
YJ010
抛丸喷砂技术条件及检验方法
JB/ZQ4000.1-86
产品检验通用技术要求
适用于本产品的“产品出厂前的检验规则和方法”
适用于本产品的“产品安装手册”及“产品安装检验规则和方法”
适用于本产品的“产品型式试验规则”“产品的试验方法”
六、设备的可靠性及耐久性
1、设备无故障运行时间不少于20000小时。
2、整机使用寿命在25年以上。
七、设备的防腐
1、除锈达到Sa2.5级标准。
2、涂富锌底漆、云母氧化铁中间漆,C04-42醇酸面漆,漆膜厚度200μm。
3、包装前对机加工面按GB4879标准要求做好防腐处理。
4、运输、安装过程中涂层破损,严格按涂装工艺进行修复,其质量水平不低于原涂层的质量水平。
八、供货范围
整机供货:
包括门框、门体、密封面、吊耳、楔块、楔座、轴导架(丝杆长度超过5.0m时才配套)
传动丝杆组合
QDA型手电两用启闭机技术说明
请见铸铁镶铜闸门技术说明。
二、主要结构和工作原理
启闭机主要由电动头、机座、护罩等部件组成。
1、主要结构:
手电两用启闭机采用多转式阀门专用电动装置,配以启闭螺母、承重轴承、支座、护罩而成,并配套室外控制箱。
电动装置为全封闭结构,适用于户外工作,采用蜗轮蜗杆传动。
内设行程限位和扭矩保护装置,行程限位装置由一组计数齿轮和硬触点限位开关构成,当闸门开或关到位时,计数齿轮带动行程限位杆,使硬触点限位开关工作,自动停止闸门开、关动作,当由于某种原因行程限位开关未动作引起扭矩增大时,扭矩保护开关动作,保护启闭装置不受意外损伤。
电动装置上另设指针式开度指示器、加热电阻。
指针式开度指示器与计数齿轮相连,能够直观地反映出闸门所处开度位置,加热电阻在启闭机工作时自动接通,用以去除电动装置内的湿气,确保内部干燥,保证各电器元件的工作可靠性。
启闭螺母内部加工成梯形螺纹,精度等级为7H,表面粗糙度小于6.3微米,与闸门启闭杆组成一对螺旋付。
启闭螺母与电动装置输出端采用牙嵌式连接器,牙嵌式连接器的卡爪间留有间隙,使闸门开闭时的瞬间产生捶击作用,达到捶击启动的目的,增大闸门启闭时的予起力。
铸铁支座呈封闭式柱状结构,用以承受启闭闸门时的重力或支反力,内装承重轴承,外型精美。
护罩由有机玻璃管制成,可以观察到闸门启闭时丝杆的升降状态。
2、工作原理:
启闭机通过螺母转动带动丝杆升降,从而完成闸门升降启闭。
三、主要部件材质
·
机座:
护罩:
有机玻璃管
控制箱配套以下功能:
电机保护空气开关、接触器、启闭指示灯、起停控制按钮、防护等级IP55。
五、设备设计、制造、检验所遵循的标准目录
该产品在设计、制造、检验、包装运输及安装过程中所遵循的标准均为国标(GB)或部标(JB)这些通用标准目录省略,只提供专用标准目录如下:
JB/T9019.1-1999螺杆式启闭机形式和基本参数
JB2932-86水处理设备制造技术条件
JB/ZQ4000.2-86切削加工件通用技术条件
JB/ZQ4000.3-86焊接件通用技术条件
JB/ZQ4000.5-86铸件通用技术条件
JB/ZQ4000.7-86锻件通用技术条件
JB/T5000.5-98有色金属铸件通用技术条件
JB/ZQ4000.9-86装配技术条件
JB/ZQ4000.10-86涂装通用技术条件
JB/ZQ4286-86包装技术通用技术条件
GB4981压力试验
GB1176铸造铜合金技术条件
GB1220不锈钢棒
GB6414铸件尺寸公差
GB9439灰铸铁件
GB3797-89装有电子器件电控箱技术条件
GB4720-84低压电器电控箱
GB/T4942.2-93低压电器外壳防护等级
GB8923-85涂装前钢材表面锈蚀等级和除锈等级
GB4879-99防锈包装
YJ010抛丸喷砂技术条件及检验方法
JB/ZQ4000.1-86产品检验通用技术要求
适用于本产品的“产品出厂前的检验规则和方法”
适用于本产品的“产品安装手册”及“产品安装检验规则和方法”
适用于本产品的“产品型式试验规则”“产品的试验方法”
1、设备无故障运行时间不少于20000小时。
2、设备每年检修一次,电动头、轴承使用寿命在10年以上,防护层年限不少于5年,电器元件不少于3年。
3、整机寿命在20年以上。
1、除锈达Sa2.5级标准。
2、涂富锌底漆,云母氧化铁中间漆,醇酸面漆,面漆采用烘漆工艺。
3、包装前对机加工面按GB4879标准要求做防腐处理。
4、运输、安装过程中涂层破损,严格按涂装工艺进行修复,其质量水平不低于原涂层的质量水平。
八、供货范围
启闭机包括电动头、支座、护罩
电控箱
备品备件(护罩)
QSY-2手摇启闭机技术说明
启闭力:
W=2.0T
手动摇力:
≤15kgf
传动形式:
伞齿轮
配套丝杆螺纹:
Tr44×
8
手摇启闭机主要由支座、伞齿轮箱、摇把、螺母、承重轴承、丝杆护罩等部件组成。
1、主要结构
⑴支座由铸铁整体浇铸而成,显渐放式结构,强度高、稳定性好。
⑵伞齿轮箱、摇把采用树脂砂造型铸造成形,表面光滑,美观大方。
⑶大小伞齿轮采用高强度铸铁铸造,高温回火后进行精加工,其齿形采用刨齿机加工,精度高,相互啮合密切。
⑷螺母采用球铁离心浇铸而成,内部组织结构紧密,强度高,耐磨损。
⑸丝杆护罩采用有机玻璃管,操作时清楚直观地看到丝杆升降情况。
⑹承重轴承采用优质产品,强度高,使用寿命长。
摇动摇把通过伞齿轮带动启闭螺母转动,在梯形螺纹的作用下,丝杆随之升降,从而完成闸门的启闭动作。
支座:
齿轮箱:
摇把:
HT250铸铁
大小伞齿轮:
螺母:
QT500-5球墨铸铁
丝杆护罩:
无
该产品在设计、制造、检验、包装运输及安装过程中所遵循的标准均为国标(GB)或部标(JB)这些通用标准目录省略,只提供专用标准目录如下:
JB/T9019.1-1999螺杆式启闭机型号和基本参数
JB2932-86水处理设备制造技术条件
JB/ZQ4000.10-86涂装通用技术条件
JB/ZQ4286-86包装技术通用技术条件
GB1176铸造铜合金技术条件
GB1220不锈钢棒
GB6414铸件尺寸公差
GB9439灰铸铁件
GB8923-85涂装前钢材表面锈蚀等级和除锈等级
GB4979-85防锈包装
YJ010抛丸喷砂技术条件及检验方法
2、整机使用寿命在25年以上。
1、除锈达到Sa2.5级标准。
2、涂富锌底漆、云母氧化铁中间漆、醇酸面漆,面漆采用烘漆工艺。
包括支座、齿轮箱、伞齿轮、摇把、螺母、轴承、护罩
QSL320型手轮启闭机技术说明
W=1.0T
Tr32×
12/6
手轮启闭机主要由支座、手轮、压盖、螺母、承重轴承等部件组成。
⑵手轮、压盖采用树脂砂造型铸造成形,表面光滑,美观大方。
⑶螺母采用球铁离心浇铸而成,内部组织结构紧密,强度高,耐磨损。
⑷承重轴承采用优质产品,强度高,使用寿命长。
通过手轮带动启闭螺母转动,在梯形螺纹的作用下,丝杆随之升降,从而完成闸门的启闭动作。
手轮:
压盖:
QT500-7球墨铸铁
JB/T9019.1-1999螺杆式启闭机型号和基本参数
2、涂底漆、中间漆、面漆,面漆采用烘漆工艺。
包括支座、手轮、压盖、螺母、轴承
 升级会员
升级会员 