螺纹缺欠的定义Word格式.docx
《螺纹缺欠的定义Word格式.docx》由会员分享,可在线阅读,更多相关《螺纹缺欠的定义Word格式.docx(17页珍藏版)》请在冰豆网上搜索。
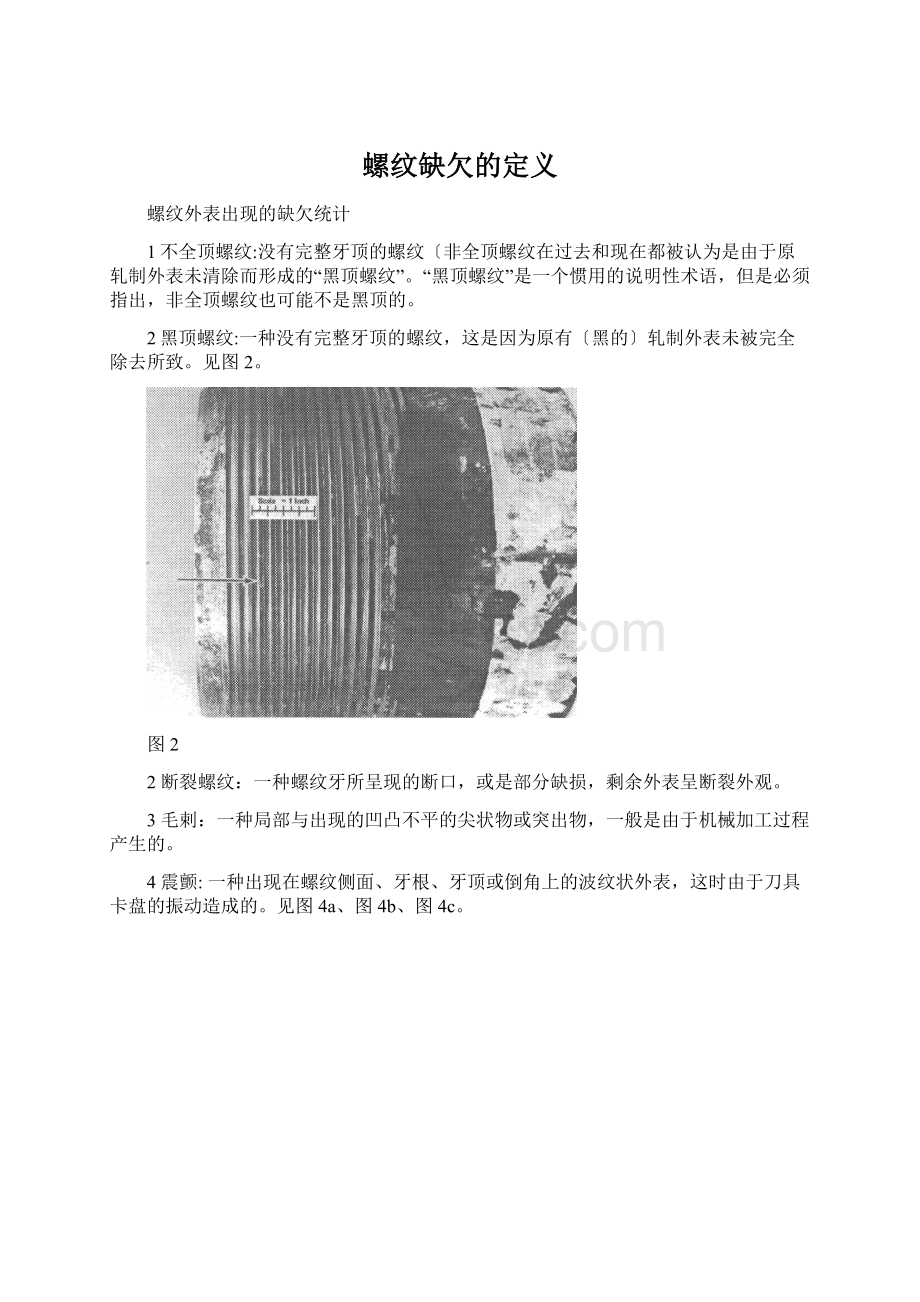
图4c
5刀痕:
在两个或多个牙顶上出现的一条的凿痕,这条凿痕与管子轴线平行或与轴线呈一角度。
见图7。
图7
6搬运损伤:
在搬运〔装卸、转运等等〕过程中出现的刀痕、划伤、凹痕或螺纹牙顶的压扁。
6撞击痕:
由于机械的碰撞,在倒角、螺纹牙顶产生的压扁面或凹陷。
见图9。
图9
7伪起始螺纹:
出现真正起始螺纹前面的圆螺纹倒角面的环形刀痕,有时看作是一个双头起始螺纹。
见图13。
图13
23螺纹在端面消失:
见薄边。
见图48
图48
8羽状薄边:
一种锋利的螺纹牙顶形状,当圆螺纹或偏梯形螺纹的起始扣在管子端面消失而不是在倒面上消失时会产生。
见图14。
图14
9飞边:
薄而长的金属隆起脊,产生在倒角外表上或螺纹轮廓上。
见图15。
图15
10〔磨损〕粘结:
由于凸起处的局部磨擦造成的螺纹外表粘结损伤。
见图16。
图16
12不规则螺纹牙形:
这是一项普通术语,用以说明在轴截面上一个螺距或多个螺距长度内,相对于正常螺纹牙型的过量的偏差。
见图20a、图20b。
18窄齿螺纹:
这是一种螺纹牙形异常的特殊情况,表现为螺纹凸起厚度〔牙厚〕过于狭窄。
图20a
图20b
22厚齿螺纹:
一种螺纹牙形异常的情况,表现为螺纹牙过厚。
对于圆螺纹可能的表现是牙顶切削过量。
13螺纹高度异常:
有效螺纹高度〔深度〕不足,这可能是牙根或牙顶上的金属被过份去除,破坏了螺纹轮廓形状。
见图21。
图21
14起始螺纹中断:
在管子圆螺纹或偏梯形螺纹上缺少一部分真正的起始螺纹凹槽,这时由于螺纹轴线与倒角面轴线未对中或倒角直径不圆造成的。
见图26。
图26
15刃口:
管端只有锐边,没有端面,这是由于倒角直径过小和〔或〕内倒角角度过斜造成。
见图×
×
。
图×
17点蚀螺纹:
在倒角或螺纹的外表有凹陷或凹坑,这是机加工后暴露出的夹杂物或气孔、或由于储藏管子时期出现腐蚀破坏造成的。
见图34a、图34b。
图34a
图34b
19台肩:
见——台阶,指螺纹牙型轮廓上的台肩。
20台肩:
管子圆周一处或多处的过量金属出现在最后螺纹附近。
通常有过量的黑螺纹出现在台肩区对面,这种情况也称为“带地脚螺纹”。
见图42。
图42
21台阶:
一种螺纹牙形异常的特殊情况,表现为正常螺纹牙形上面或下面出现突然的机加工偏差。
见图45。
图45
24刀具划痕:
在螺纹、倒角或镗孔等外表上的不规则,这是由于切削刀具的缺陷造成的。
见图49
图49
25螺纹撕裂:
螺纹部分外表存在切凿、粗糙或划伤。
见图50a、图50b
图50a
图50b
26波状螺纹:
螺纹的螺旋角和〔或〕螺纹的径向位置呈现波浪形的变形。
有时被称作螺纹周期偏差。
27丝条〔柳枝条〕:
象丝样的金属丝从螺纹或倒角的外表被剥离下来,这种金属丝的一端可能固结在加工外表上。
见图55
图55
28颤纹:
在光线的反射下,能看到螺纹外表沿螺旋线方向存在片状不连续性相交面;
严重的颤纹,用手触摸齿顶和齿侧,有明显的凹凸感。
29台肩:
螺纹外表上顺着螺旋线的方向有凸出线痕,用针尖触摸会有明显凹凸感。
30积屑瘤:
牙侧粘着黑褐色细片状金属碎片。
31平顶:
螺纹齿顶未车削完整,在齿顶可以看到明显的外圆刀车削刀痕。
32粗糙度过大:
螺纹外表沿螺旋线方向细微纹路较深,超出粗超度标准要求。
33端面未车全:
端面未车削完整,存在局部区域端面刀未加工的地方。
34螺纹碰伤:
螺纹受到刚性碰创,导致螺纹局部朔性变形。
35螺纹倒角过小及端部刃边:
螺纹的起始点不在倒角上,而是在端面上,及螺纹端部呈刃口状。
36倒角处不完整扣毛刺:
外倒角处螺纹是不全齿,在螺纹加工过程中,由于金属的朔性变形,不完整螺纹齿顶边缘处有毛刺存在。
37螺纹锈蚀:
螺纹局部有铁锈色腐蚀。
38乱扣:
呈现不规则牙型,齿高螺距严重超标
39环规上扣拉伤:
局部螺纹外表金属拉伤,拉伤处金属堆积,外表粗糙。
40颤纹:
标准试样比照判定
试样C1、C2:
判定合格
试样C3:
判定不合格
备注:
C1:
螺纹颤纹判定标准
C2:
端部和外倒角判定标准
C3:
说明:
在检验螺纹颤纹时,重点检验Lc范围以内螺纹区域,允许局部〔不超过两牙四分之一圆周面积〕极轻微颤纹(试样C1)存在,超过作判废处理。
41台肩:
标准工具和试样比照判定
试样T1:
试样T2、T3:
T1、T2〔牙顶〕、T3〔牙底〕:
螺纹台阶判定是否合格的标准
使用标准工具检测,岗位负责人负责标准工具定期回收,比照检验针头磨损情况〔针头比照,台阶试样比照〕。
针头磨损失效要及时更换。
标准测量工具
标准工具测量方法:
在螺纹牙顶、牙底检测时,针头方向垂直牙底顶面,在螺纹牙侧检测时,针尖方向与牙侧面呈60度,针尖沿螺旋线垂直方向移动,假设有明显阻碍〔T2、T3〕,该螺纹不合格;
假设轻微阻碍〔T1〕,该螺纹合格。
③积屑瘤、④平顶、⑧螺纹倒角过小及端部刃边、
乱扣:
概念判定
42积屑瘤:
43平顶:
44螺纹倒角过小及端部刃边:
45乱扣:
螺纹但凡存在积屑瘤、平顶、螺纹倒角过小及端部刃边、乱扣,均判定螺纹不合格。
46粗糙度过大:
粗糙度标准样块比照判定
判定标准:
螺纹外表粗糙度≤0.8Ra
对于难以把握的螺纹外表粗糙度,使用粗糙度标准样块〔车削类〕比照判定。
47端面未车全:
面积判定
工厂端螺纹:
允许存在四分之一圆周端面未车全区域。
现场端螺纹:
不允许存在端面未车全区域。
对于工厂端,端面未车全区域必须修磨,将黑色氧化皮清除,提高端面光洁度,与倒角交接处的棱边磨钝。
48螺纹碰伤、
环规上扣拉伤:
区域面积,修磨程度判定
对碰伤、拉伤区域进行修磨,假设修磨后螺纹连续性良好〔牙型无明显缺损或变形〕,判定合格,否则判定不合格。
使用专用油石进行修磨,油石修磨后使用海绵砂外表抛光,标准对螺纹光亮度无要求,满足螺纹外表粗糙度。
49倒角处不完整扣毛刺:
修磨程度判定
对毛刺进行修磨,直至不完整扣边角磨钝,无锐利边角,视为合格。
使用气动旋转打磨机进行打磨,尽量不要打磨到完整螺纹外表上。
50螺纹锈蚀:
除锈程度判定
除锈剂除锈,假设星状锈斑存在,使用海绵砂外表抛光,,满足螺纹外表粗糙度要求。
 升级会员
升级会员 