铣床操作说明.docx
《铣床操作说明.docx》由会员分享,可在线阅读,更多相关《铣床操作说明.docx(22页珍藏版)》请在冰豆网上搜索。
铣床操作说明
铣床操作
2、立式摇臂万能铣床
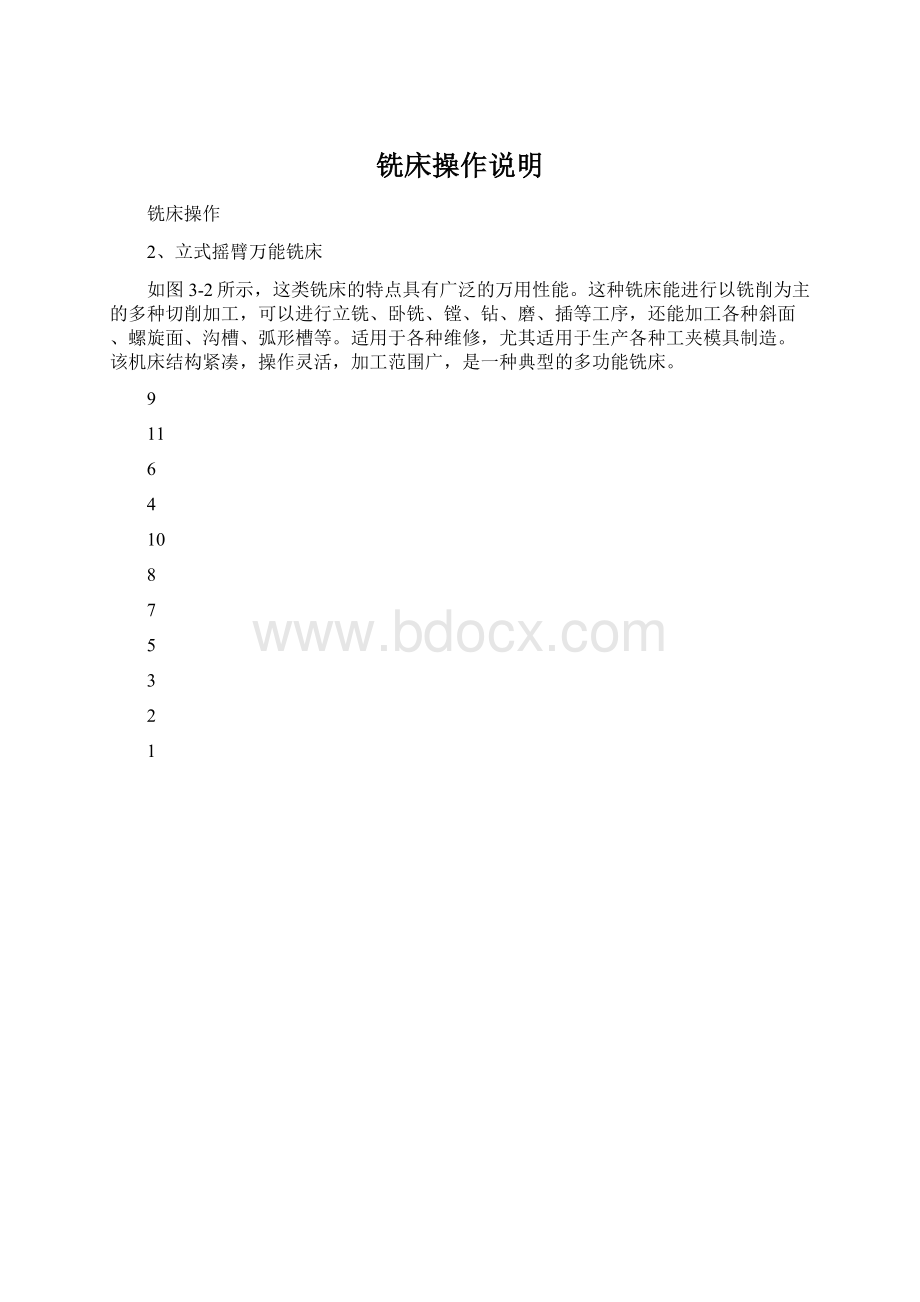
如图3-2所示,这类铣床的特点具有广泛的万用性能。
这种铣床能进行以铣削为主的多种切削加工,可以进行立铣、卧铣、镗、钻、磨、插等工序,还能加工各种斜面、螺旋面、沟槽、弧形槽等。
适用于各种维修,尤其适用于生产各种工夹模具制造。
该机床结构紧凑,操作灵活,加工范围广,是一种典型的多功能铣床。
9
11
6
4
10
8
7
5
3
2
1
图3-2立式摇臂万能铣床
1-立铣头2-主轴3-工作台4-横向溜板5-升降台6-床脚7-电器箱
8-纵向走刀器9-床身10-电子尺11-摇臂
3、龙门铣床
龙门铣床是无升降台铣床的一种类型,属于大型铣床。
铣削动力安装在龙门导轨上,可做横向和升降运动;工作台安装在固定床身上,仅做纵向移动。
龙门铣床根据铣削动力头的数量分别有单轴、双轴、四轴等多种形式。
图3-3所示是一台龙门铣床,铣削时,若同时安装多把铣刀,可铣削工件的几个表面,工作效率高,适宜加工大型箱体类工件表面,如机床床身表面等。
图3-3龙门铣床
4、卧式铣床
图3-4所示是卧式铣床的外形图。
其主要特征是铣床主轴轴线与工作台台面平行。
因主轴呈横卧位置,所以称为卧式铣床。
铣削时,将铣刀安装在与主轴相连接的刀轴上,随主轴做旋转运动,被切工件安装在工作台面上对铣刀做相对进给运动从而完成切削工作。
卧式铣床加工范围很广,可以加工沟槽、平面、特形面、螺旋槽等。
卧式万能铣床还带有较多附件,因而加工范围比较广,应用范围广泛。
图3-4X6132型卧式万能铣床
二、铣床型号的编制方法
铣床的型号不仅是一个代号,它能反映出机床的类别、结构特征、性能和主要的技术规程。
机床型号编制是按1994年发布的《金属切削机床型号编制方法》(GB/T15375—1994)执行。
铣床型号的编制,是采用汉语拼音字母和阿拉伯数字按一定规律组合排列而成的。
这里仅介绍表示法和机床类别代号、机床通用特性代号、铣床类组系代号及主参数或设计顺序号的意义。
1、各代号的意义
(1)类代号
机床类代号用汉语拼音字母表示,处于整个型号的首位。
例如“铣床类”第一个汉字拼音字母是“X”(读作“铣”),则型号首位用“X”表示;例如“磨床类”,就用拼音字母“M”表示机床代号。
(2)机床通用特性及结构特性代号
机床通用特性代号用汉语拼音字母表示,位居类代号之后,用来对类型和规格相同而结构不同的机床加以区分。
例如“数字控制铣床”,机床类别代号用“X”表示,居首位,通用特性代号用“K”表示,位居“X”之后,其汉语拼音字母的代号为“XK”。
如果结构特性不同,也采用汉语拼音字母表示,位居通用特性之后,但具体字母表示意义没有明文规定。
(3)组、系代号
机床组、系代号用两位阿拉伯数字表示,位于类代号或特性代号之后。
例如铣床“X5032”,在“X”之后的两位数字“50”表示立式升降台式铣床,例如铣床“X6132”,在“X”之后的两位数字“61”表示卧式万能升降台式铣床。
(4)主要参数代号或设计顺序代号
机床型号中的主要参数代号是将实际数值除以10或100,折算后用阿拉伯数字表示的,位居组、系代号之后。
机床的主参数经过折算后,当折算值大于1时,用整数表示,如工作台面宽度320mm是“X5032”的主参数,按l/10折算值为32,大于1,则主参数代号用“32”表示。
也有一些用1/100进行折算表示,常见于龙门铣床、双柱铣床等较大型的铣床。
各种机床的主参数内容有所不同。
如“X5032”、“X6132”铣床的主参数都是工作台面的宽度,而键槽铣床则表示加工槽的最大宽度。
机床的统一名称和组、系划分,以及型号中主参数的表示方法,见标准GB/T15375—1994中的金属机床统一名称和类、组、系划分表。
2、型号举例
X6132
主参数:
工作台面宽度的1/10
系别:
万能升降台型
组别:
卧式铣床
类别:
铣床
X6325
主参数:
工作台面宽度的1/10
系别:
万能摇臂型
组别:
卧式铣床
类别:
铣床
三、X6325型立式摇臂万能铣床主要部件的功用
X6325型立式摇臂万能铣床的外形如前图3-2所示,各部件的功用如下:
1-立铣头其功用是将主电动机(双速电机)的额定转速通过皮带传动变换成16种不同的主轴转速,以适应各种铣削加工的需要。
立铣头可以在X和Y方向转动。
2-主轴是一前端带锥孔的空心轴,锥孔的锥度为R8,用来安装铣刀刀杆和铣刀。
主电动机输出的旋转运动,经主轴变速机构驱动主轴连同铣刀一起旋转,实现铣削加工的主运动。
3-工作台用以安装铣床夹具和工件,带动工件实现各种进给运动。
4-横向溜板用来带动工作台实现横向进给运动。
有些机床配置了横向进给箱,可以使工作台实现横向机动进给。
5-升降台用来支承横向溜板和工作台,带动工作台作上、下移动。
6-床脚用来支持机床主体,承受铣床的全部重量,盛贮切削液。
7-电器箱安装变压器、继电器等各类机床电器。
8-纵向走刀器可实现工作台的纵向快速进给及加工时的机动进给,可无极调速。
9-床身是机床的主体,用来安装和连接机床的其他部件。
床身正面有垂直导轨,可引导升降台作上、下移动。
床身顶部有燕尾形水平导轨,用以安装横梁并按需要弓I导横梁作水平移动。
床身内部装有主轴和主轴变速机构。
10-电子尺可数字显示机床的纵向和横向的坐标值,精确到0.005mm,便于加工时控制工件的尺寸精度。
11-摇臂(滑枕)可沿床身顶部燕尾形导轨移动及转动,并可按需要调节其伸出长度,从而改变立铣头的加工行程。
四、X6325型立式摇臂万能铣床的主要技术参数
工作台面积250x11120mm
纵向行程560mm
横向行程200mm
垂向行程400mm
主轴孔锥度R8
主轴转速范围70~4500rpm
主轴转速级别16级
主电机功率2.2KW
滑枕行程500mm
主轴套筒行程127mm
铣头回转角度X:
±90°Y:
±45°
进给速度范围5~300mm/min
快速移动速度700~2000mm/min
机床外形1675*1650*2190mm
冷却系统内置式
机床重量1400KG
五、铣削加工范围
铣削是以铣刀旋转作主运动,工件或铣刀作进给运动的切削加工方法,是最常用的切削加工方法之一。
加工精度IT9-IT7;Ra6.3-1.6μm。
铣削加工范围广,生产率高。
其工作范围如图3-5所示。
(a)(b)(c)(d)
(e)(f)(g)(h)
(i)(j)(k)(l)
图3-5铣削加工范围
a)铣外形b)铣内形c)铣台阶d)铣斜面e)铣沟槽f)铣V形面
g)铣T形槽h)铣燕尾槽i)铣键槽j)铣曲面k)铣齿轮l)铣特形面
六、立式摇臂万能铣床的基本操作
铣床的型号较多,不同型号的铣床的技术参数各不相同,如转速及进给可调范围、工作台尺寸、电机功率以及加工方式等。
以下重点介绍X6325型立式摇臂万能铣床,它外观形状如前图3-2所示。
立铣头操作系统结构如图3-6所示。
18
17
16
15
14
13
12
11
10
9
8
7
6
4
5
3
2
1
图3-6立铣头结构图
1-主轴刹车及固定杆2-皮带松紧及变速控制杆3-开关4-校准参考面5-进给量选择柄6-进给方向控制钮7-微量进给手轮8-进给控制杆9-升降套筒10-主轴11-指示器装置杆12-升降套筒固定杆13-深度控制游标刻度环14-升降套筒停止档15-升降套筒进给把手16-自动进给驱动柄17-后列齿轮选择柄18-主轴礼盒器杆
图3-6立铣头的操作手柄结构
1、立铣头系统操作方法
(1)起制动,操作示意图如图3-7所示。
1)起动
①接通电源;
②扳动头部左侧的开关至所需转向(正转或反转)。
2)制动
①停止进行中的进给;
②关掉电源开关。
③扳动主轴刹车杆,直到主轴完全停止。
正传/停止/反正控制开关
主轴刹车及固定杆
图3-7起制动操作示意图
2、速度变换(变速前停止马达)
操作示意图如图3-8所示。
手柄1、2同处A位置时为直接皮带驱动,同处B位置时为后列齿轮传动(手柄l以对好孔为到位,手柄2以扳不动为到位)。
由B转为A时,要注意离合器切实啮,(听到“咔”一声音)後再开车。
如开机后有齿轮响声请即关机,转动皮带让皮带轮下降与齿轮啮合后再开机。
图3-8速度变换操作示意图
(1)同范围内之变速
1)关掉电源;
2)放松马达固定杆(手柄3);
3)向前移动马达;
4)将皮带置人合适之皮带轮沟内;
5)将马达推向后方,使V形皮带拉紧;
6)锁紧马达固定杆。
(2)从直接驱动变到后齿轮传动。
1)关掉电源;
2)主轴端面将手柄1置于B位置孔内;
3))手柄2置于B位置(扳到底);
4)转动皮带让皮带轮下降;
5)转动主轴无异常声音;
6)主轴转速即由高速变为低速。
3、手动微量进给
进给机构示意图如图3-9所示。
(1)松开自动进给驱动柄“A”;
(2)将“C”置于中央(空档)位置;
(3)扳动进给控制杆“B”使离合器啮合;
(4)此时升降套之进给,即可用手轮来控制。
啮合
A
图3-9进给结构示意图
4、自动进给
操作示意图如图3-9所示。
(1)放松升降套固定杆“D”;
(2)调整游标指示环“E”至所需要之深度;
(3)扳动自动进给驱动柄“A”(马达要停止);
(4)由进给量控制柄“F”选择进给量;
(5)由进给方向控制钮“C”选定进给方向;
(6)将升降套进给把手朝下,使升降套停止档离开限位销;
(7)扳动进给控制杆“B”使离合器啮合;
(8)这时升降套即可自动进给。
注意:
最大钻孔径为9.5mm(材料:
钢);
当主轴转速超过3000rpm时,请勿使用自动进给。
5、升降套快速手动进给
操作示意图如图3-10所示。
(1)置手柄于轮壳上;
(2)选择最适之这位置;
(3)推动手柄直至定位销啮合。
图3-10升降套快速手动进给
6、工作台操作方法
(1)鞍座(含工作台)的横向移动
鞍座(含工作台)的横向手动、机动进给手柄如图3-11所示。
纵向、横向刻度盘均匀分布120格,每格示值为0.05mm,手柄转过一周,工作台移动6mm。
垂向刻度盘均匀分布60格,每格示值为0.05mm,手柄转过一周,工作台移动3mm。
鞍座与升降座之间滑动的固定操作示意图如图3-12所示。
固定时,用适当的压力即可,用力太大会使得工作台变形。
机动进给手柄
横向进给手柄
图3-11横向进给手柄
图3-12鞍座与升降座之间的固定
(2)工作台的纵向移动
工作台的纵向进给手柄如图3-13所示。
工作台与鞍座之间滑动的固定操作示意图如图3-14所示。
固定时,用适当的压力即可。
纵向进给手柄
图3-13纵向进给手柄
图3-14工作台与鞍座之间的固定
(3)升降座(含鞍座、工作台)的升降移动
升降座与机身之间滑动的操作手柄及固定操作示意图如图3-15所示,固定时,用适当的压力即可。
锁紧手柄
升降手柄
图3-15升降座与机身之间滑动
7、转塔、摇臂操作方法
(1)转塔之旋转
转塔旋转操作示意图如图3-16所示。
操作步骤如下:
1)用固定扳手放松四个螺栓;
2)旋转至需要的角度;
3)锁紧四个螺栓。
图3-16转塔旋转操作示意图
(2)摇臂之移动
摇臂移动操作示意图如图3-17所示。
操作步骤如下:
1)放
 升级会员
升级会员 