PCB电镀沉铜药水控制工艺Word文档下载推荐.docx
《PCB电镀沉铜药水控制工艺Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《PCB电镀沉铜药水控制工艺Word文档下载推荐.docx(23页珍藏版)》请在冰豆网上搜索。
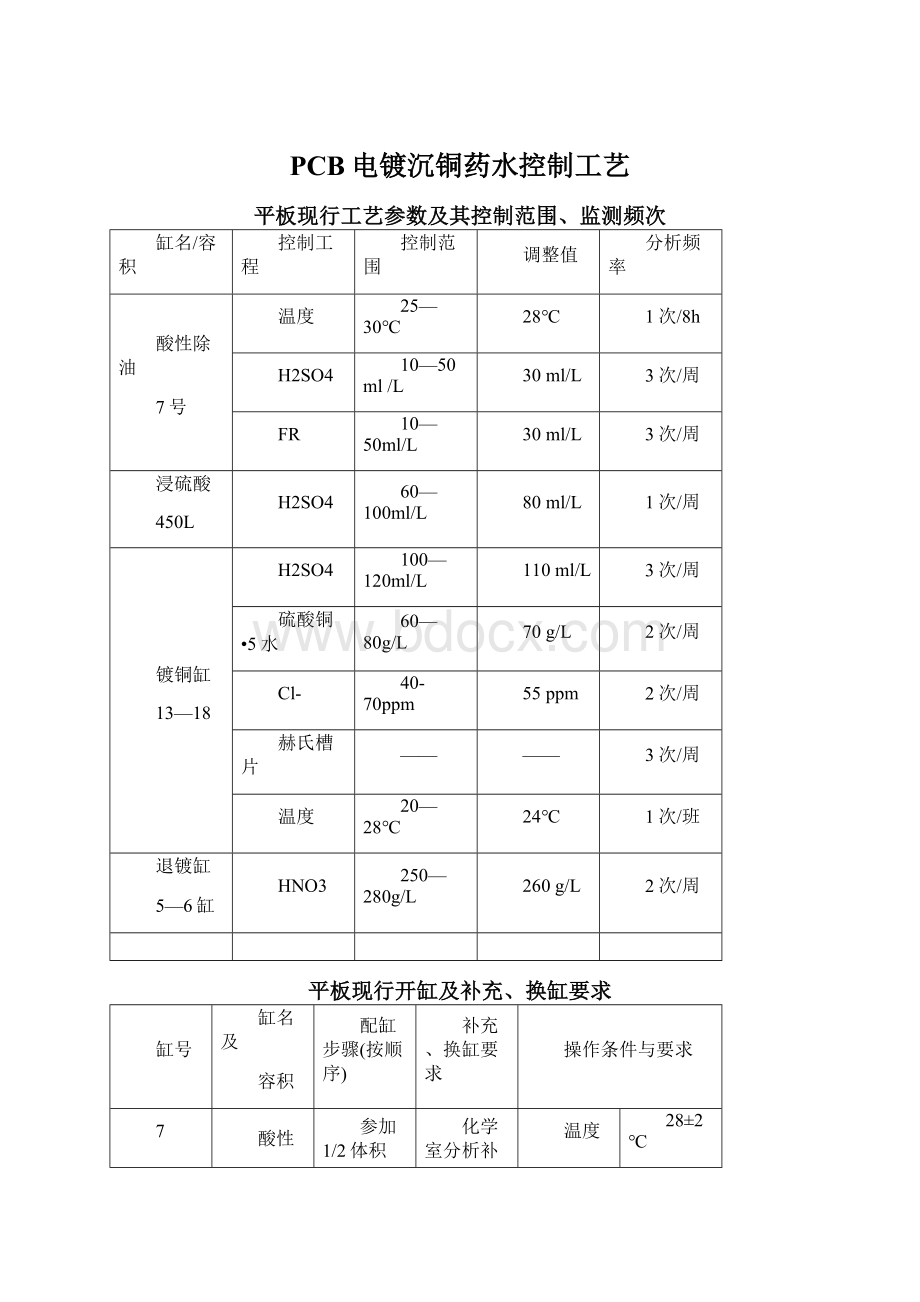
1.5L/100m25000±
室温
13、14、15、16、17、18
(共有6个大铜缸,两个集液槽总体积13000L)
参加1/2体积DI水,小心参加50%H2SO43720L,参加CuSO4·
5H2O910kg,加DI水至适宜液位。
冷却后分析调整Cl-含量,调整氯离子含量到达50—70ppm;
参加40L酸铜添加剂,循环充分后做赫氏槽片,根据试验效果添加酸铜补充剂和酸铜添加剂进度调整,〔按5:
1比例〕,化学室分析并试产。
化学成分由化学室分析调整。
酸铜补充剂,酸铜添加剂均采用自动添加,一般为每100AH添加8-10ml,特殊情况下由工艺确定。
20-28℃
过滤
10μm滤芯,每月更换
打气
打气充分
液位
深蓝色
42
300L
有退镀母液先参加退镀母液,,然后参加HNO3(浓),按加硝酸量的1\3补水,保证循环正常;
化学室分析并调整硝酸至适宜浓度。
新配退镀缸需加硝酸120L,加水40L
10—20L/1000m2
平板药缸工艺操作标准
药缸
名称
槽积
〔L〕
范围
测量
频次
循环过滤
槽寿命
450
25-30℃
1次/天
有
无
8000m2
镀铜
13000L
22-25℃
1次/班
适当
退镀
工艺通知
图电工艺参数及其控制范围、监测频次
分析方法
900L
员工实测
5-8%
6%
化学分析
微蚀
480L
NPS
20-60g
40g/L
40-60ml/L
50ml/L
60-100ml/L
80ml/L
22400L
100-120ml/L
110ml/L
CuSO4•5H2O
60-80g/L
55ppm
化学室
23℃
预浸氟硼酸
氟硼酸
25-45g/L
35g/L
镀锡铅
4200L
100-160g/L
130g/L
氟硼酸铅
8—12g/L
10g/L
氟硼酸亚锡
12—20g/L
16g/L
26℃
退镀缸
200-280g/L
250g/L
图电开缸及补充、换缸要求
14/15
参加1/2体积DI水,参加硫酸〔50%〕140L,再参加除油剂FR54L,加DI水至适宜液位。
30±
5℃
18
留母液50L左右,参加1/2体积DI水,参加50%硫酸60L;
再参加20kgNPS,最后参加DI水至适宜液位
每周更换
3℃
22
参加1/2体积DI水,参加50%硫酸100L,参加DI水至适宜液位
/500m28000±
24-39
(22400)
参加1/2体积DI水,小心参加50%H2SO46400L,参加CuSO4·
5H2O1560kg,加DI水至适宜液位。
冷却后分析调整Cl-含量,参加67L酸铜添加剂,循环充分后做赫氏槽片,根据试验效果添加酸铜补充剂和酸铜添加剂进度调整,〔按5:
酸铜补充剂,酸铜添加剂均采用自动添加,一般为每1000Ah添加8-10ml,特殊情况下由工艺确定。
20-25℃
13
预浸氟硼酸缸
参加1/2体积DI水,参加氟硼酸36L搅拌均匀;
再参加DI水至适宜液位
每200m2补充1L、特殊情况由工艺人员酌定
10—12
镀锡铅缸
参加1/2体积DI水、参加氟硼酸980L、氟硼酸锡182L、氟硼酸铅63L、参加硼酸84kg(用60℃DI水预先溶解)
加锡添加剂B126L、锡添加剂A84L参加DI水至适宜液位,拖缸处理30分钟,电流密度1.5A/dm2。
定期补充硼酸(遇特殊
情况由有关工艺人员
酌定))
5—7
400L
有退镀母液先参加退镀母液,然后参加HNO3(浓),按加硝酸量的1\3补水,保证循环正常;
新配退镀缸需加水60L,加硝酸180L,开启循环,调整循环缸液位,保证循环正常,化学室分析硝酸浓度并调整铜离子浓度.
20L/1000m2
图电药缸工艺操作标准
药缸名称
槽积〔L〕
酸性
除油
900
8000m2
480
每周更换或铜含量超过35g/l换缸
22400
工艺要求
浸氟硼酸缸
10000m2
4200
400
沉铜线各药水缸工艺控制要求:
(罗门哈斯药水体系)
序号
参考
时间〔min〕
规格范围
1
溶胀
340L
6-9
澎松剂MLB211
NaOH
10%-13%-16%
30g/L-40g/L
70-80℃
13%
35g/L
75℃
2
凹蚀
430L
9-12
KMnO4
K2MnO4
再生电流
40-60g/L
<
25g/L
40-50g/L
100-150A
50g/L
45g/L
3
预中和
H2O2〔30%〕
H2SO4(50%)
5-15mL/L
10-20mL/L
10mL/L
15mL/L
4
中和
2-3
中和剂3316
H2O2〔30%〕
40-50ml/L
10-30mL/L
10ml-20ml/L
45ml/L
20ml/L
15ml/L
22℃
5
5-7
除油剂3325
8%-10%-12%
60-70℃
10%
67℃
6
370L
1-2
NPS
Cu2+
微蚀速率
15-25mL/L
30-70g/L
Cu2+<
—µ
m
20mL/L
预浸
320L
预浸剂404
S.
/L
28-32℃
250g/L
30℃
8
活化
预浸盐404
活化剂44
SnCl2
Cu2+
Pd强度:
55-75%
3-12g/L
2g/L
42-45℃
240g/L
65%
4g/L
43℃
沉铜
770L
15-18
铜
甲醛
EDTA
比重
沉铜厚度
3-5g/L
25-35g/L
µ
30-36℃
30g/L
32℃
沉铜生产线药水补充用量
化学药品
补充份量〔每一百平米补充量〕
溶胀缸
1L
300g/L的溶液1L
凹蚀缸
1Kg
300g/L的溶液2L
中和缸
H2SO4〔50%〕
H2O2〔30%〕
4L
1.5L
除油缸
微蚀缸
5L
5Kg
预浸缸
2.5Kg
活化缸
配成50g/L〔20%〕的水溶液,补充液位
400mL
沉铜缸
300g/L的溶液10L
7L
沉铜液880A
沉铜液880E
3.5L
沉铜线各缸药水分析频次
缸名
8.5~11.5g/L
1次/4H
3.0~5.0g/L
880A(Cu2+)
1.7~2.3g/L
880E(EDTA)
25~35g/L
30~36℃
2次/班
Pd的强度
55~75%
<2g/L
<1.5g/L
30-70mg/L
<25g/L
10%-16%
开缸标准
.1局部药水每升含离子克浓度
药水名称
离子名称
含量
催化剂44
每1%的CAT44含Pd
47ppm
200g/L
600g/L
HCHO
333g/L
.2开缸方法
开缸步骤
换缸标准
22#
1)放入2/3缸DI水,开启打气;
2)参加12kgNaOH,搅拌均匀,等待其完全溶解;
3)参加膨松剂MLB211,搅拌均匀;
4)加DI水至溢流位;
5)开启过滤循环,开启加热器升温至75℃。
1500㎡或2个月
32#
1)放入2/3缸DI水;
2)参加22kg高锰酸钾(KMnO4),搅拌均匀;
3)参加20kg氢氧化钠,搅拌均匀;
4)加DI水至400升;
5)待搅拌均匀后,开启加热至75℃;
6)同时开动再生器把再生电流调整至120~150A。
注意:
每次配槽前,用2%硫酸〔v/v〕及2%H2O2(V/V)清洗槽壁及再生器上的二氧化锰等沉积物,再用清水清洗干净。
5000㎡或
每6个月换缸,但每个月需要倒缸一次。
29#
1)放入3/4缸DI水;
2)缓慢参加15L硫酸(50%),搅拌均匀;
3)参加3.5L双氧水(30%),搅拌均匀;
1周
27#
1)放入3/4缸DI水,
2)2SO4〔50%〕,搅拌均匀;
参加5L双氧水〔30%〕,搅拌均匀;
参加中和剂3316,搅拌均匀。
3)加DI水至溢流位;
开启过滤泵。
1000m2或
Cu>
20g
除油调整
21#
1)放入半缸DI水,
2)参加34L除油剂CC3325,搅拌均匀;
3)加DI水至溢流位
4)开启循环过滤及加热至工作温度。
(67℃)
5000㎡
17#
1)放入半缸DI水;
2)参加50%的硫酸20L;
3)参加NPS18.5Kg,
4)加DI水至溢流位。
5)开启过滤、打气及加热至工作温度。
(28℃)
每周2次或Cu2+>
酸洗
14
2)参加12.5L硫酸搅拌均匀。
12#
2)参加80kg预浸剂CP404,搅拌至完全溶解。
,
3)注入DI水至工作液位,开动过滤泵。
1到2年或Cu2+>
11#
2)参加85kg预浸剂CP404,搅拌,并加热至42-44℃,直至所有预浸剂溶解;
3)开启过滤,并补充液位;
4)参加CAT44,并搅拌均匀。
化学沉铜
3-4#或
5-6#
2)参加38LC/P880E,开启打气,等待2-5分钟;
3)参加7.7LC/P880A,打气5分钟;
4)参加19LC/P880C,打气5分钟;
5)参加25.7LNaOH(300g/L);
6)参加9.5LHCHO搅拌均匀;
7)参加DI水至工作水位
8)循环过滤、搅拌均匀加热至温度控制范围。
每周倒槽
说明:
1)除微蚀、预浸、浸酸外,其他各缸开缸后化学分析并根据分析结果进行调整,但凹蚀缸KMnO4减K2MNO4浓度≥40g/l时不作额外补充。
药水颜色及循环过滤要求
过滤/循环要求
药水颜色及特征
膨胀缸
10μ棉芯,每周更换
浅黄色,生产时不能有分层或混浊现象
强烈搅拌
深紫红色
开缸时无色,然后渐变为篮色,使用较久时呈绿色
开缸时无色,然后渐变蓝色
开缸时无色,然后渐变为蓝色
5μ棉芯,每周更换
黑色,不能有混浊现象。
Pd浓度偏低时颜色会偏浅
10u滤芯每周更换,循环:
要求4-6个循环/小时
天蓝色,反响时外表有一层小气泡,假设反响过于剧烈为异常
各水洗缸
凹蚀后一级水洗为紫色;
除油后一级水洗为浅蓝色,微蚀后一级水洗也为浅蓝色并清澈,二级水洗应无色;
活化后一级水洗乳白色,其他每个水洗缸都应无色。
沉铜自动添加药水准备及自动添加频次设置
1)自动添加药水备料〔满量生产〕
沉铜液880A每天需备料1—2桶
沉铜液880E每天需备料10L
甲醛每天需备料15L
氢氧化钠每天需配制含300g/L的溶液100L,每桶〔50L〕配制时先加半桶DI水,参加NaOH15㎏搅拌均匀,补充DI水,再搅拌均匀,待冷却后使用。
自动添加桶液位低于1/4时必须及时补充药剂
各个药水控制范围
分析方法
责任人
退膜缸
氢氧化钠
退膜温度
48℃±
直接测量
操作者
浓度%
3—4%
蚀刻缸
pH
8.0-8.8
170-200g/l
比重显示
±
目测
蚀刻温度
48-52℃
退锡缸
HNO3含量
160-220g/l
1.30
比重计测量
退锡温度
35-38℃
生产线开缸方法
体积
开缸方法
650L
加清水至缸液位2\3体积,将25Kg氢氧化钠分次倒入配料桶,加水搅拌溶解后倒入缸中。
补充清水至适宜液位。
参加100—200ml消泡剂。
开机循环,将药水泵入退膜缸中,并开启加热使升温至47℃以上方可使用。
做板量1500—2000块板换缸。
800L
泵入蚀刻母液650~750L,分析各控制成份含量,并依情况用水、稀氨水、蚀刻液进行调整,开机循环并开启加热使升温至48-52℃方可使用。
退铅锡缸
1000L
参加退锡母液800L—900L分析硝酸含量,测量比重,并依情况加退铅锡剂、硝酸至适宜液位开机循环并开启加热使升到35-40℃。
自动加药系统控制〔说明蚀刻自动添加原理及添加量〕
蚀刻段:
比重到达设定值(例如:
1.193)时,开始自动添加蚀刻子液
PH值低于设定值时,开始自动添加氨水
PH值高于设定值时,开始自动添加氯化铵
自动添加药水流量、添加频次每周由工艺确认、调整,每周比照重值、PH值设定、校准,由工艺负责。
生产控制工程
缸名
工程
退膜
蚀刻
退锡
退膜段
水洗段
上压
下压
压力(psi)
25—30
20—25
25~30
设定
47℃
48
36
控制
47±
≥45,≤52
≥35,≤38
速度(m/min)
—/min
—/min
烘干段温度
55±
备注:
A.电镀后经补黑油的板件,干膜较难退下,可根据实际情况,适当降低退膜速度。
B.孤立线路易夹膜的板件应适当降低退膜速度。
/min。
5.1配制比例:
配制50L标准碱性蚀刻液配方
药品名称
级别
配制
氨水
工业级
18%〔标准〕
25L
氯化铵
12.5㎏
硝酸钾
250—300g
磷酸二氢钠
碳酸氢铵
硫脲
1g
工艺参数控制
流程
最正确控制值
磨板
磨刷压力
磨痕宽度
9-12mm
速度
/min
2-3%
2.5%
烘干
60±
60℃
贴膜
热压辊温度
110±
10℃
115℃
压力
45-60psi(3.0-5.0bar)
55psi
曝光
曝光级数
8-10级
9级
真空度
85-99%
90%
显影
显影压力
20-25psi
22psi
显影温度
显影浓度〔Na2CO3〕
0.9-1.2%
1.1%
补充液浓度〔Na2CO3〕
露铜点
50-70%
55%
显影速度m/min
露铜点:
指冲板时刚好能把干膜全部洗掉所走过的距离,此距离占整显影段的百分率,例如走在中间时停止,然后观察板面露铜的局部,假设只有一半即为50%。
重氮片工艺参数控制:
IMD-XT重氮片〔PhoTec21级〕
第二级透明,第三级有棕色
氨水速度
≥30滴/分钟
45±
干膜存放
环境
温度要求
湿度要求
最长贮存时间
仓库
10-15℃
3个月
洁净间
20-24℃
1个月
生产参数测量频次
范围
水膜时间
>
20秒
时间测量
酸洗浓度
2—3%
宽度测量
级数
曝光测量
Na2CO3
0.2%
补充液
20-25psi
直接读数
 升级会员
升级会员 