冲压作业指导书.xls
《冲压作业指导书.xls》由会员分享,可在线阅读,更多相关《冲压作业指导书.xls(1页珍藏版)》请在冰豆网上搜索。
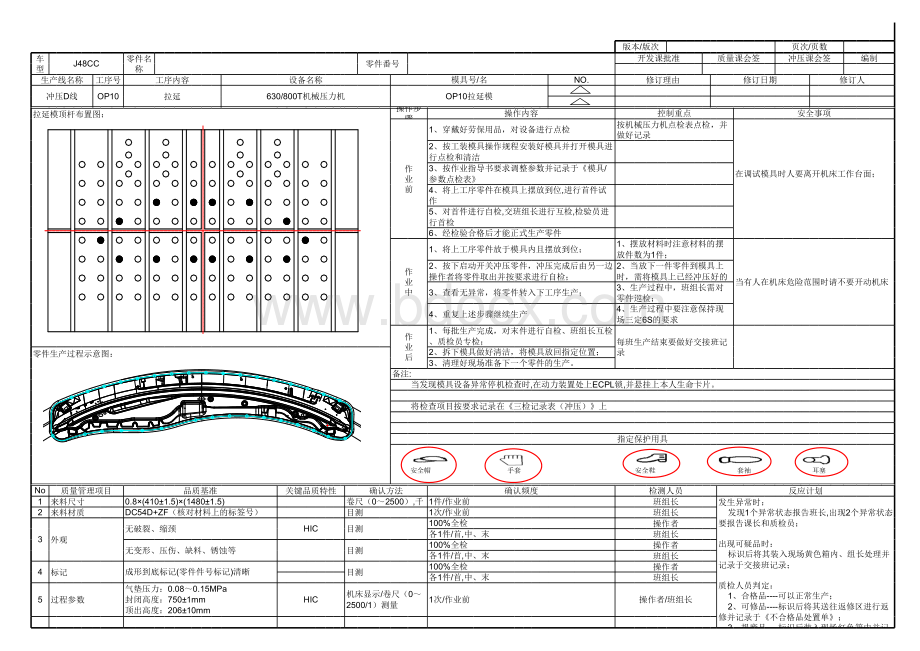
版本/版次页次/页数车型J48CC零件名称零件番号开发课批准质量课会签冲压课会签编制生产线名称工序号工序内容设备名称模具号/名NO.修订理由修订日期修订人冲压D线OP10拉延630/800T机械压力机OP10拉延模拉延模顶杆布置图:
操作步骤操作内容控制重点安全事项作业前1、穿戴好劳保用品,对设备进行点检按机械压力机点检表点检,并做好记录在调试模具时人要离开机床工作台面;2、按工装模具操作规程安装好模具并打开模具进行点检和清洁3、按作业指导书要求调整参数并记录于模具/参数点检表4、将上工序零件在模具上摆放到位,进行首件试作5、对首件进行自检,交班组长进行互检,检验员进行首检6、经检验合格后才能正式生产零件作业中1、将上工序零件放于模具内且摆放到位;1、摆放材料时注意材料的摆放件数为1件;当有人在机床危险范围时请不要开动机床2、按下启动开关冲压零件,冲压完成后由另一边操作者将零件取出并按要求进行自检;2、当放下一件零件到模具上时,需将模具上已经冲压好的零件取下;3、查看无异常,将零件转入下工序生产;3、生产过程中,班组长需对零件巡检;4、重复上述步骤继续生产4、生产过程中要注意保持现场三定6S的要求作业后1、每批生产完成,对末件进行自检、班组长互检、质检员专检;每班生产结束要做好交接班记录零件生产过程示意图:
2、拆下模具做好清洁,将模具放回指定位置;3、清理好现场准备下一个零件的生产。
备注:
当发现模具设备异常停机检查时,在动力装置处上ECPL锁,并悬挂上本人生命卡片。
将检查项目按要求记录在三检记录表(冲压)上指定保护用具No质量管理项目品质基准关键品质特性确认方法确认频度检测人员反应计划1来料尺寸0.8(4101.5)(14801.5)卷尺(02500),千分尺(025/0.01)1件/作业前班组长发生异常时:
发现1个异常状态报告班长,出现2个异常状态要报告课长和质检员;出现可疑品时:
标识后将其装入现场黄色箱内、组长处理并记录于交接班记录;质检人员判定:
1、合格品-可以正常生产;2、可修品-标识后将其送往返修区进行返修并记录于不合格品处置单;3、报废品-标识后装入现场红色箱内并记录不合格品处置单;出现批量不良品时:
按不合格品控制程序处置2来料材质DC54D+ZF(核对材料上的标签号)目测1次/作业前班组长3外观无破裂、缩颈HIC目测100%全检操作者各1件/首,中、末至少1次/巡检班组长无变形、压伤、缺料、锈蚀等目测100%全检操作者各1件/首,中、末至少1次/巡检班组长4标记成形到底标记(零件件号标记)清晰目测100%全检操作者各1件/首,中、末至少1次/巡检班组长5过程参数气垫压力:
0.080.15MPa封闭高度:
7501mm顶出高度:
20610mmHIC机床显示/卷尺(02500/1)测量1次/作业前操作者/班组长安全帽手套套袖耳塞安全鞋
 升级会员
升级会员 