冲裁模设计文档格式.docx
《冲裁模设计文档格式.docx》由会员分享,可在线阅读,更多相关《冲裁模设计文档格式.docx(29页珍藏版)》请在冰豆网上搜索。
………………………………………………………………
四、模具工艺力和工艺尺寸的计算............................................................................
1、凸凹模间隙值的确定...............................................................................................
2、凸凹模刃口尺寸的确定……………………………………………………………
五.冲裁压力的计算…………………………………………………………..……..
1.冲裁力的计算……………………………………………………………………….
2.卸料力的计算.............................................................................................................
3.推件力的计算……………………………………………………………………….
4.冲压设设备的选择………………………………………………………………….
5、压力中心的确定…...................................................................................................
六、模具的类型及总体结构形式的确定……………………………………………
七、模具的主要零部件设计…………………………………………………………..
1.凹模的设计………………………………………………………………………..
2.凸模的设计……………………………………………………………………….
3.导料板的设计…………………………………………………………………….
4.卸料板的设计…………………………………………………………………….
5、凸模固定板………………………………………………………………………
6、凸模垫板…………………………………………………………………………
7、闭合高度的校核…………………………………………………………………
七.标准件的选择……………………………………………………………………
1、模柄的选择………………………………………………………………………
2.聚氨酯橡胶的选择………………………………………………………………
3.导柱、导套的选择……………………………………………………………….
4、模架的选择………………………………………………………………………
5、固定件的选择…………………………................................................................
九、课程设计总结……………………………………………………………………
前言
改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。
近年许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。
一些国内模具企业已普及了二维CAD,并陆续开始使用UG、Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件。
导柱式冲裁模的导向比导板模的准确可靠,并能保证冲裁间隙的均匀,冲裁的工件精度较高、模具使用寿命长,而且在冲床上安装使用方便,因此导柱式冲裁模是应用最广泛的一种冲模,适合大批量生产。
尤其是在我国加入WTO之后,在全球化经济竞争的市场的环境下,为生产符合“交货期短”、“精度高”、“质量好”、“价格低”等要求服务的模具产品,研究、开发、改进模具生产设备与模具设计方式更具有深远的现实意义和紧迫性。
本设计说明书是根据《冷冲压模具设计》、《冷冲压模具设计指导》、《模具设计与制造简明守则》《中国模具设计大典》《实用模具技术守则》编写的。
设计了一副简单的冲裁模,该工艺过程中利用了冲裁工艺方法。
由于缺乏经验、知识有限、时间仓促,该说明说中难免出现一些不足之处,请老师和同学们多多指教,谢谢大家的支持!
本说明书由湖南科技职业学院机电系模具3074班王清明主编,王新林老师审核。
在编写的过程中得到了王新林老师指导和帮助,同时还得到了同学们的提示,特在此表示衷心的感谢!
由于水平有限,缺点错误再所难免,欢迎大家指正!
编者
2009年5月
一.制件的工艺分析
1.形状、尺寸:
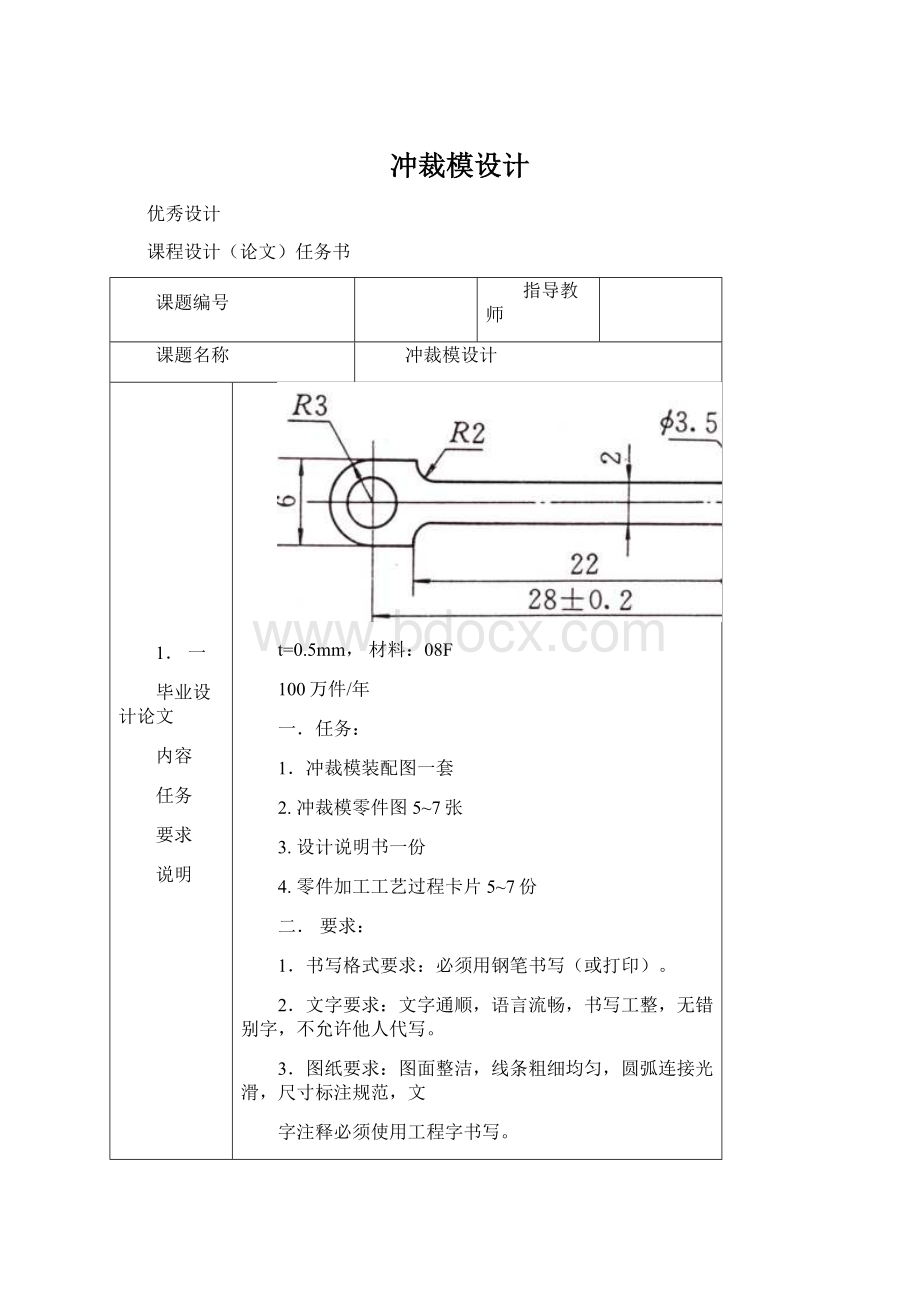
该制件为左右对称的哑铃形工件,中间切除了对称的22mm长带2mm圆角的槽,剩余宽度尺寸为2mm,制件的两端分别有直径为3.5mm的圆孔和半径为3mm的半圆弧,两圆孔的中心距为28mm。
2.精度:
除两圆孔中心距有精度要求外,其余外形和内行尺寸均未标注公差,属于自由尺寸,可按IT13级精度确定工件尺寸的公差。
3.材料:
材料名称:
碳素结构钢
材料牌号:
08F
材料状态:
已退火的
抗剪强度τ/MPa:
216~304
抗拉强度σb/MPa:
275︿383
屈服强度σs/Mpa:
:
177
伸长率δ(%):
32
弹性模量E/
Mpa:
186
塑性比刚性要好。
4.厚度:
制件厚度t=0.5mm。
5.生产批量:
100万件/年,生产批量较大。
该制件适合冲裁-普通冲裁模。
零件适合冲裁
t=0.5mm
制件适合冲裁
二、确定工艺方案
三、冲裁工艺计算
四、模具工艺力和工艺尺寸的计算:
五.冲裁压力的计算
五、模具的类型及总体结构形式的确定
六、模具的主要零部件设计
七.标准件的选择
该零件所需的冲压工序有:
冲孔、落料。
可以有如下几种方案:
方案一:
冲孔、落料单工序模
方案二:
冲孔、落料复合模
方案三:
冲孔、落料级进模
方案一,模具简单,制造容易。
但需三副模具,工序多,模具成本高,操作不方便,而且需要多个操作工,零件尺寸不易控制,加工生产效率低。
方案二,结构紧凑,冲出的制件精度高、平整。
模具结构复杂、制造难道较大,成本高,且制件和废料排除较复杂。
方案三,可以减少模具和设备的数目,提高生产率并容易实现自动化,适合于中小型零件的大批量生产。
相对而言,方案三可以保证零件的精度要求,且减少了模具,设备,及操作人员的数量,模具加工相对简单,操作比较安全方便,更好的保证零件的生产效率以及实用性和经济性。
也可以从这五方面来考虑:
1生产批量:
小批量与试制采用单工序冲压;
中批和大批量生产采用复合冲压或级进冲压。
2工件尺寸公差等级:
复合冲裁所得倒的工件尺寸公差等级高,因为它避免了多次冲压的定位误差,并且在冲裁过程中可以进行压料,工件较平整。
级进冲裁所得到的工件尺寸公差较复合冲裁低。
3对工件尺寸、形状的适应性:
工件的尺寸较小时,考虑到单工序上料不方便和生产率低,常采用复合冲裁或级进冲裁。
对于尺寸中等的工件,由于制造多副单工序模的费用比复合模昂贵,也宜采用复合冲裁。
但工件上孔与孔之间的距离过小时,不宜采用复合冲裁和单工序冲裁,宜采用级进冲裁。
所以级进冲裁可以加工工艺形状复杂、宽度很小的异性工件,但级进冲裁受压机台面尺寸与工序数的限制,冲裁工件尺寸不宜太大。
4模具制造、安装调整和成本:
对复杂形状的工件,采用复合冲裁比采用级进冲裁为宜,因模具制造、安装调整较易,成本较低。
5操作方便与安全:
复合冲裁出件或清除废料较困难,工作安全性较差;
级进冲裁较安全。
经分析:
该零件尺寸精度要求不高、形状不大、批量较大复合工序未超过四工序。
而方案三复合模可以保证零件的精度要求,且减少了模具,设备,及操作人员的数量,模具加工相对简单,操作比较安全方便,更好的保证零件的生产效率以及实用性和经济性。
综上所序,采用方案三。
1、排样设计:
据冲件的合理布置,该制件的成形是由冲孔、落料两道工序加工完成的。
考虑制件的精度要求,在提高材料利用率,降低成本,使模具制造简单且强度足够这一前提下,采用有废料直排形式,。
根据《冷冲压模具设计指导计》表2—18,取搭边值a1=1.5,a=1.2mm.在排样图中,为了保证凹模、卸料板、凸模固定板有足够的强度,确保模具的使用寿命,增设空位.且根据材料的公称宽度表8—5选为38,所以a=2mm。
排样图如下图所示:
错误!
未指定主题。
个步距内的材料利用率η为
η=nA/Bh×
100%
=40%
1、凸凹模间隙值的确定:
该制件为08F软钢,已退火,料厚t=0.5mm,按配置加工方法计算该冲裁件的凸模、凹模的刃口尺寸及制造公差,该冲裁件属冲孔落料件,选凹模为设计基准件,图中虚线为凹模轮廓磨损后的变化。
由《冷冲压模具设计指导》表2-9查得,冲裁模初始双边间隙
Zmax=0.060mmZmin=0.040mm
2、凸凹模刃口尺寸的确定:
由于其形状简单,故采用凸凹模分别加工的方法。
1)冲孔φ3.5mm时:
dT=(dmin+xΔ)0–δTdA=(dT+Zmin)0+δA
由《机械制图》机械制图附表一标注公差数值(GB/T1800.3-1998)查得Δ=0.14
查表3-5、和表3-7得:
x=0.75DT=(Bmin+xΔ)0–0.25
保证Zmax~Zmin双面间隙。
校核条件:
|δA|+|δT|=0.020+0.020=0.040Zmax-Zmin=0.020mm
|δA|+|δT|≥(Zmax-Zmin)取0.4*(Zmax-Zmin)、0.6*(Zmax-Zmin)为凸、凹模制造偏差。
将已知数据代入公式得:
dT=(3.5+0.75×
0.14)0-0.020=3.6050-0.020mm
dA=(3.605+0.040)0+0.020=3.6450+0.020mm
2)冲孔2*R2*18如下图所示:
dT=(2+0.75×
0.14)0-0.020=2.1050-0.020mm
dA=(2.105+0.040)0+0.020=2.1550+0.020mm
dT=(1.5+0.75×
0.14)0-0.020=1.6050-0.020mm
dA=(1.605+0.040)0+0.020=1.6050+0.020mm
dT=(18+0.75×
0.27)0-0.020=18.20250-0.020mm
dA=(18.2025+0.040)0+0.025=18.24250+0.025mm
3)落料R3*28
dT=(3-0.75×
0.14)0.0200=2.8950.0200mm
dA=(2.895-0.040)-0.0200=2.855-0.0200mm
dT=(28-0.5×
0.4)0.0200=27.8000.0250mm
dA=(27.800-0.040)-0.0200=27.760-0.0200mm
冲裁力计算公式:
F=KLtτ
式中F——冲裁力,(N)
K——安全系数,K=1.3
L——冲裁件周长(mm)
t——材料厚度,(mm)
τ——材料的抗剪强度,(Mpa)
材料抗剪强度τ=260~340Mpa为计算方便取τ=300Mpa
1.冲裁力的计算
Φ3.5的圆孔冲裁力
FL=KLtτ=1.3*9.42*0.5*300=2939N
冲孔2*R2*18冲裁力
FL=KLtτ=1.3*51.56*0.5*300=10053.8N
落料冲裁力
FL=KLtτ=1.3*74.84*0.5*300=14593.8N
F总=30526N
2.卸料力的计算
F卸=K卸F,根据《冷冲压模具设计指导》P22表2-20,得K卸=0.04~0.05,取K卸=0.045
FQ=KFP=0.045*30526=1374N
2.推件力的计算
F推=nKF=0.065*30526*6=11905N
3.总压力
F总=30526+1374+11905=43805N
3.冲压设备的选择
F压≥1.3F总
F压=569465N
根据压力有选用J23-6.3型号的压力机。
公称压力————63KN
滑块行程————35mm
最大闭合高度——150mm
4、压力中心的确定
由于制件结构对称,其凸模排列关于X轴对称,所以Y方向的压力中心在X轴上,X方向的压力中心求得如图示:
中心为x=7.4,y=0
模具类型:
冲孔-落料级进模
导向方式:
导柱导套滑动垂直导向(由于该制件的精度为IT13级,且要求生产100万件,模具精度要求不高)
定位方式:
导正销定位
模架选择:
后侧式模架
卸料装置:
弹性卸料板
出件方式:
下出件自动落料
送料方式:
手动送料
1.凹模的设计
A、凹模的外形尺寸:
凹模采用整体式凹模板,选用耐磨损材料Cr12,热处理后硬度为60~62HRC,冲裁孔口采用直筒式非圆形工件,下出件。
凹模厚度H:
H=Kb=0.3×
34=10.2mm,但该制件上还需冲孔,且均在同一凹模上进行,所以凹模厚度应适当加厚,且H≥15mm,选用H=16mm
根据轮廓线与凹模边缘平行时C≥1.5H,所以取C=25mm,
凹模长度L:
L=36+2C=96mm
凹模宽度B:
B=38+2C=98mm
根据《冷冲压设计指导》P52表2-40取凹模的尺寸为100mm×
100mm×
25mm
B、凹模固定形式:
用螺钉和销钉直接固定在固定板上,凹模厚度H为16mm,则据《冷冲压设计指导》P31表2-26选用M6的螺钉,据《冷冲压设计指导》表2-25得螺孔到凹模外缘距离的最小尺寸为10mm,而销钉孔为4mm。
2、凸模的设计:
材料Cr6WV,热处理硬度为58~60HRC。
导正销孔A型圆凸模
凸模长度L=l1+l2+l=16+14+15~20=41mm~46mm,根据《模具设计与制造简明手册》P312表1-302,选凸模长度43mm
l1:
凸模固定板厚度
l2:
卸料板厚度
l:
附加长度,一般取15~20mm
3.导料板的设计:
《模具设计与制造简明手册》查得:
材料Q235,调质处理硬度为28~32HRC
长度*宽度*厚度=140*100*2mm
4.卸料板的设计:
材料45钢,热处理硬度为43~48HRC
厚度=14mm
5.凸模固定板
长度*宽度*厚度=100*100*14mm
6.凸模垫板
《模具设计与制造简明手册》查得:
长度*宽度*厚度=100*100*6mm
7、闭合高度的校核
模具的闭合高度H=136.5mm,查《冷冲模设计指导》表2-41,满足110﹤123﹤130
1.模柄的选择
材料为Q235,采用压入式模柄,与上模座H7/m6过渡配合,并加入销钉防转
查《冷冲压模具设计指导》表2—35,选A型,取得模柄孔直径为30mm,
2.聚氨酯橡胶的选择
聚氨酯橡胶由于能承受较高的单位压力,并能具有好的流动性,耐磨、耐油和老化性能较好并可切削加工等,使其在模具中的应用日趋广泛。
F0≥FX/n=1374/4=344N
选择聚氨酯弹性体25*8.5*20GB2867.9_81
3.导柱、导套的选择:
导柱导套一般用20钢,为增加表面的硬度和耐磨性,采用渗碳淬火处理,硬度为58~62HRC,淬火后磨削表面,工作表面的表面粗糙度Ra值为0.20um。
滑动式导柱导套之间的配合根据冲模的要求选取,一般选用H6/h5
根据凹模周界及闭合高度查《冷冲压模具设计指导》表2-4导柱(GB/T2861.1)φ20mm×
120mm,导套(GB/T286.6)φ20mm×
65mm×
23mm
4、模架的选择
材料为HT400,调质处理,热处理硬度为28~32HRC,依据《冷冲压模具设计指导》,选后侧式导柱模架GB/T2851.1-90,凹模周界L=100mm,B=100mm闭合高度H=130mm~150mm,I级精度的对侧导柱模架。
上模座:
L/mm×
B/mm×
H/mm=125×
100×
25(GB/T2855.1)
下模座:
30(GB/T2855.2
5、固定件的选择
卸料螺钉是弹压卸料板与上模座之间安装的连接件,既要保证卸料板能平稳运动,又要保证卸料板与模座的连接关系。
卸料螺钉一般总与弹簧组合使用,外螺纹卸料螺钉是卸料螺钉的最基本形式,轴长L的精度应控制在±
0.1mm。
卸料螺钉要对称分布,工作长度要严格一致。
依据《模具设计与制造简明手册》P312表1-302卸料螺钉选用4个M8.5×
50mm.采用导正销和初始挡料销进行精定位。
依据《模具设计与制造简明手册》P312表1-302,选择M6×
30、4个M6×
35的螺钉和4个φ4×
40和2个φ4×
35的销钉用于其它板料的固定。
凸模采用M3×
5L的螺钉,加φ5×
2mm的垫片配套固定。
总结
通过这一段时间的冷冲压毕业设计,从查阅技术文献和资料,AutoCAD画装配图,零件工作图,到最后编写设计计算说明书。
我接受到了实实在在的设计实践,进一步加强了独自完成项目设计的能力,更加熟练地掌握了查阅资料的方法。
同时,我能够系统而扎实地巩固大学来所学的专业知识,独立研究课题方向,充分利用几年来所学的各种专业知识来进行问题的分析,并通过查阅各种相关文献和交流来解决问题和创新设计。
这次设计是我走上工作岗位前的一次很好的准备活动,是一次热身赛,它必将对我今后更快,更好的适应社会工作产生积极而显著的作用。
在过去的大学时光里,我学习了大量的基础课程,也学习了许多机械类的专业课程,同时还进行了金工实习。
这些课程的学习,以及课程设计的演练都为这次毕业设计做了很好的准备。
基础课和专业课,它们为我的设计做了前提,它们是我设计的理论基础和知识基点;
金工实习让我深入而清楚的看到了在实际生产中机械产品的结构和工作运转情况。
在课程设计设计过程中,通过老师的讲解和指导,以及通过与同学的沟通交流,我对冲裁模的设计过程有了进一步的了解。
同时对于装配图绘制过程中涉及到尺寸标注、公差与配合、材料、热处理要求以及其他各项技术要求,我都进行了细致的查阅。
尽管如此,对于先前所学的知识,因为没有及时的巩固提高,所以造成了不必要的设计麻烦。
这点,在毕业设计期间,以及走上工作岗位都应该引起自身足够的重视。
通过这次设计,我不仅从技术文献和资料身上学到了知识和技能,进一步提高了自己的计算机辅助设计能力,更重要的是,能够初步独立地解决在制定冲压工艺规程和设计冲模中的问题,锻炼了自己分析问题和解决问题的能力。
我也感到了生活的充实和学习的快乐,以及获得知识的满足。
同时,我也初步体验到了模具设计工作中的乐趣与枯燥,简洁与繁杂,知识的深入与广博。
结束语
一个成功人土的背后总有一个默默支持他的人,我虽算不上成功人士,但完成这份毕业设计,作为一个大学生,我认为我成功了。
在此,真诚感谢老师一直以来细心的指导,同时也感谢其他同学在本次设计中的帮助。
从这次设计中我体会到,要想成为一个成功的人,必须:
细心—细心—在细心;
团结—团结—在团结。
细节决定命运,个人的力量是有限的,团结就是巨大的力量。
参考文献
【1】.《冷冲模具设计指导》王芳主编,机械工业出版社出版
【2】.《冲模设计应用实例》模具实用技术丛书编委会编,机械工业出版社出版
【3】.《模具设计与制造简明手册》韩泰荣等主编,上海科学技术出版社出版
【4】.《实用模具技术守则》周小玉等主编,机械工业出版社出版
【5】.《冷冲模设计》丁松聚主编,机械工业出版社出版
附一:
凹模加工工艺卡片
工序号
工序名称
设备
工序内容
1
下料
空气锤
锻至100mm×
25mm
2
热处理
退火
3
铣平面
立式铣床
铣各平面,厚度留磨削余量0.6mm,侧面留磨削余量0.4mm
4
磨平面
平面磨床
磨上下平面,留磨削余量0.3~0.4mm,磨相邻两侧面保证垂直
5
钳工
老虎钳
倒角去毛刺,划出对称中心线,固定孔及销孔线
6
工具铣
钻各型孔线切割穿丝孔,并铣漏料孔
7
淬火、回火60~62HRC
8
平磨
磨床
磨上下平面及基准面达要求
9
线切割
电火花线切割机
找正,切割各型孔留研磨量0.01~0.02mm
10
研磨
磨上下两端面,保证孔壁与上下端面的垂直度达要求尺寸
11
检验
附二:
导料板加工工艺卡片
锻至140mm×
6mm
淬火、回火28~32HRC
附三
 升级会员
升级会员 