整理汽轮机数据检测.docx
《整理汽轮机数据检测.docx》由会员分享,可在线阅读,更多相关《整理汽轮机数据检测.docx(16页珍藏版)》请在冰豆网上搜索。
整理汽轮机数据检测
汽轮机数据检测
汽轮机数据检测是站在技术层面对汽机大修做出指导,数据检测这项工作做得好坏与否将直接影响汽机大修质量。
下面将对汽机大修中所涉及到的重要数据检测作出说明。
1、转子跳动量检测
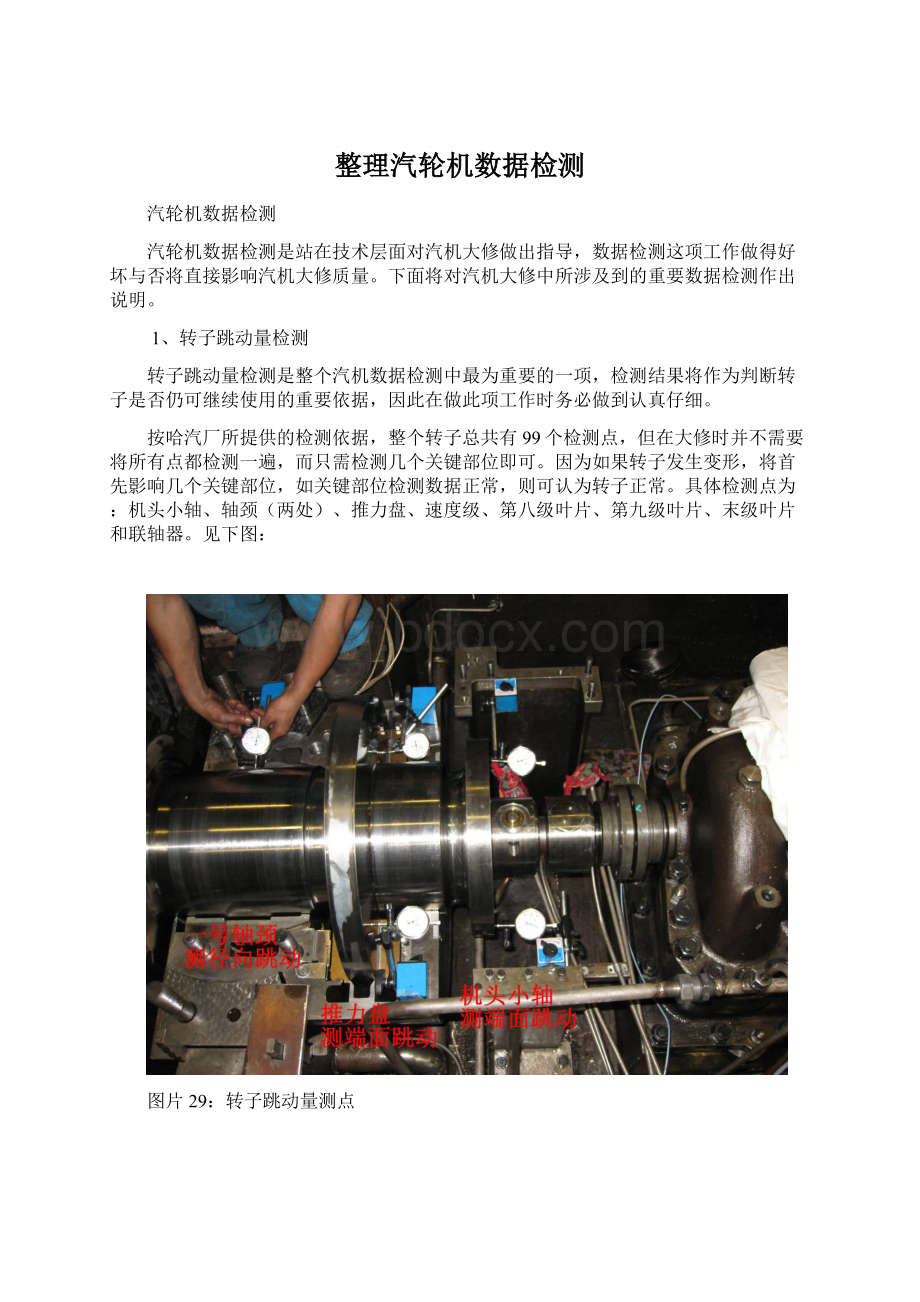
转子跳动量检测是整个汽机数据检测中最为重要的一项,检测结果将作为判断转子是否仍可继续使用的重要依据,因此在做此项工作时务必做到认真仔细。
按哈汽厂所提供的检测依据,整个转子总共有99个检测点,但在大修时并不需要将所有点都检测一遍,而只需检测几个关键部位即可。
因为如果转子发生变形,将首先影响几个关键部位,如关键部位检测数据正常,则可认为转子正常。
具体检测点为:
机头小轴、轴颈(两处)、推力盘、速度级、第八级叶片、第九级叶片、末级叶片和联轴器。
见下图:
图片29:
转子跳动量测点
图片30:
转子跳动量测点
图片31:
转子跳动量测点
图片32:
转子跳动量测点
图片33:
转子跳动量测点
以上图片只显示了部分测点(详细测点可参见哈汽厂所提供的《汽轮机证明书》),在实际检测过程中,除轴颈只需测径向跳动外,其余各处均需测径向跳动和端面跳动。
这里需要说明的是转子的跳动量总共需测两次:
一次为修前数据,在第一次揭大盖后测量;一次为修后数据,在最后一次扣大盖前测量。
如两次所测得的数据中,有某些点的数据相差较大且超出允许值,则需认真查找原因。
测时,先测径向跳动。
测量开始前,需先将转子沿圆周方向等分为8份,并与某一级叶片上(如速度级)标出相应数字,以作为盘转子时的参照依据。
见下图:
图片34:
转子等分标记
然后将各表针对零,并统一各百分表小表的读数。
准备工作完毕即可开始盘转子,转子旋转方向为顺时针(从机头看),在盘的过程中用木棍将转子向机头方向顶,以免转子旋转过程中轴向窜动量过大而损坏叶片。
见下图
图片35:
撬转子
然后依次记录下各点所对应的百分表读数。
当转子回到起始位置时,百分表读数应回零。
下面以本次大修中1#轴颈的实测数据为例,来说明如何对所测得的原始数据进行分析。
见下表
1#轴颈径向跳动原始数据
测点
1
2
3
4
5
6
7
8
1
读数
0
1
1
0
1
1
0
1
0
读数的数值单位为0.01mm,为相应测点转至百分表处时的读数。
由上表读数可知,当转子回至起始位置时,百分表读数回零,说明百分表读数准确,测量无误。
而转子跳动量应为读数的最大值减去最小值,由上表可知径向跳动为:
1-0=1,即0.01mm,查表得该处测点的允许值为0.02mm,说明符合要求。
这里需要注意的是:
如上表有测点读数为-1,则径向跳动应为1-(-1)=2。
其余各处径向跳动的数据分析与之一致,故在此不一一列举。
然后再测转子相应处的端面跳动。
测转子端面跳动与测一般设备的端面跳动不同,需架两块百分表同时检测,以消除测量过程中转子的轴向窜动量。
在架表时需注意,两表所位置应尽量靠近被测端面外沿,且以转子中心线对称分布。
下面以本次大修中推力盘的实测数据为例,来说明如何对所测得的原始数据进行分析。
推力盘端面跳动原始数据
测点
读数1
读数2
读数1-读数2
端面跳动量
={Max(读数1-读数2)-Min(读数1-读数2)}/2
={1-(-1)}/2
=1
7-3
0
0
0
8-4
0
-1
1
1-5
1
0
1
2-6
1
0
1
3-7
1
1
0
4-8
1
2
-1
5-1
1
(四)建设项目环境影响评价资质管理2
(7)列出安全对策措施建议的依据、原则、内容。
-1
一、环境影响评价的发展与管理体系、相关法律法规体系和技术导则的应用6-2
(2)区域、流域、海域的建设、开发利用规划。
环境影响篇章或说明1
2
-1
7-3
第1页0
1.筛选环境影响:
环境影响被筛选为三大类,一类是被剔除、不再作任何评价分析的影响,如内部的、小的以及能被控抑的影响;另一类是需要作定性说明的影响,如那些大的但可能很不确定的影响;最后一类才是那些需要并且能够量化和货币化的影响。
0
0
由上表读数可知,当转子回至起始位置时,百分表读数回零,说明百分表读数准确,测量无误。
表中所算得端面跳动量为1,即0.01mm,查表得该处测点允许值为0.02mm,符合要求。
表一:
项目基本情况;其余各处端面跳动量的数据分析与之一致,故在此不一一列举。
(3)旅行费用法这里需要说明的是用此方法检测端面跳动量,相当于在消除转子轴向窜动量的情况下,用单块表做了两次检测,并取两次检测的平均值作为最终结果。
2、转子通流间隙检测
转子通流间隙主要是指转子叶片各处与汽缸内隔板的装配间隙。
当通流间隙过大时,会降低蒸汽的利用率,影响汽机效率;而当通流间隙过小时,又易使叶片碰到隔板。
我厂汽轮机转子的通流间隙检测总共有七处(指每一级叶片),其中径向间隙2处(F、C),轴向间隙5处(A、B、D、E、G),具体见下图:
机左通流间隙测点位置
图片36:
转子通流间隙测点
通流间隙的检测可在检测完转子跳动量后进行,总共需测两次:
一次为在第一次测转子跳动量后进行,为修前数据;一次为在第二次测转子跳动量后进行,为修后数据。
测量时所用到的工具有塞尺和楔形塞尺,每次测量时,机左机右的通流间隙均需测量。
测量时的注意事项如下:
a、由汽轮机前端看来决定左右侧。
b、测量间隙时,必须使转子处于工作位置,即推力盘靠紧在工作推力瓦块上。
c、测量两次数据,在第一次测量完数据后,将转子顺时针(从机头看)转90度再测一次。
在测量过程中,应重点监测前八级叶片的通流间隙。
因为前八级叶片的通流间隙都比较小,而且对汽机影响也很大。
在所测通流间隙中,F称为叶顶汽封间隙,它直接影响蒸汽的利用效率。
太大,蒸汽利用率低;太小,容易碰坏叶顶汽封片。
从设备的安全性考虑,可适当通过修刮叶顶汽封片来增大叶顶汽封间隙。
因为我厂电厂是自备电厂,首先应先保证设备的安全运行,然后再考虑设备的运行效率。
3、汽封间隙检测
汽封间隙是指汽封片与转子之间的间隙,见下图图中所示:
图片37:
汽封间隙
它包括前汽封间隙、后汽封间隙和隔板汽封间隙。
汽封间隙也是影响汽机运行效率的重要因素,其中又以前汽封间隙和后汽封间隙最为重要:
前汽封间隙不合格将漏汽(高温高压蒸汽);后汽封间隙不合格将影响凝汽器真空,这都将直接影响到汽机的稳定运行,因此在检测时应特别注意。
汽封间隙的检测需在转子吊出后进行,方法为传统的贴胶布法。
测量前应先检查所有汽封片是否灵活。
首先在上、下隔板汽封片上各贴三层医用胶布,见下图:
贴有胶布的下隔板汽封片
图片38:
汽封片贴胶布
然后在转子表面涂上较薄的一层红丹,再将转子吊入缸内,再吊隔板汽封,并将上、下隔板中分面连接螺丝带紧,之后按吊装的反顺序拆卸。
待转子吊出后,根据胶布上红丹印迹的深浅来判断汽封间隙。
因单层医用胶布的厚度为0.25mm,三层即为0.75mm。
如胶布上未沾有印迹,说明间隙大于0.75,如印迹不深,则间隙值应在0.5mm~0.75mm之间,如印迹较深,则间隙值小于0.5mm。
将各汽封段间隙一一记录下来,并与哈汽厂所提供的许用值进行对比,然后对超差间隙进行调整。
首先将间隙不合格的汽封片从汽封槽中取出,再将汽封片背面的螺丝拧出,位置见下图图中标示:
图片39:
调整汽封间隙
如汽封间隙过大,在螺丝拧出后,再加垫相应厚度的小垫片(垫片为随机配件,也可自行加工);如汽封间隙过小,在螺丝拧出后,可适当取出里面原有的垫片。
待调整完后,需再测一次汽封间隙,以检测其效果。
4、机组联轴器找中心
我厂机组有两处地方有联轴器,一是汽机转子与主油泵间的联轴器,二是汽机转子与发电机转子间的联轴器。
找正的方法与一般联轴器找正的方法并无太大的不同,只不过在测端面跳动时需使用两块表,以消除转子的轴向窜动。
汽机转子与发电机转子联轴器找正
图片40:
联轴器找正
下面将以此次大修中联轴器找正的过程来说明如何分析原始数据,以及如何调整联轴器中心。
首先先将百分表架好,然后顺时针(从机头看)将联轴器盘360度,并依次记录下90度、180度和270度时各表读数。
当转子盘至上述位置时,可适当用撬棍将联轴器往回撬点,以使联轴器尽可能处于自由状态。
下图为大修时的实测数据:
图片41:
联轴器实测数据
圆外数据为径向跳动,圆内数据为端面跳动,中间的圆为找正的结果。
由图中数据可知联轴器径向跳动偏差为:
上下偏差为(2+0)/2=1,即0.01mm,符合要求;左右偏差为(17-(-11))/2=14,即0.14mm,偏大。
端面跳动偏差为:
上下为2.5-1=1.5,即0.015mm,符合要求;左右偏差为4-(-0.5)=4.5,即0.045mm,偏大。
根据上述数据可知发电机联轴器向炉侧偏移了0.14mm,且带左张口,张口大小为0.045mm。
然后画出联轴器偏移的示意图。
图片42:
联轴器偏移示意图
图中x、y表示发电机轴瓦应调整位移量,a表示联轴器径向偏移,b表示联轴器张口大小。
根据打表所检测的数据a=0.14mm,b=0.045mm,图中数值单位均为mm。
因△ABC∽△DFE,根据相似三角形定理可得:
b/760=(x-a)/750
将a、b数值代入上式,计算得:
x=0.184mm
同样,因△ABC∽△DHG,根据相似三角形定理可得:
b/760=(y-a)/(750+5900)
将a、b数值代入上式,计算得:
y=0.533mm
事实上,不论联轴器出现怎样的偏移或张口,都可用上述方法来计算发电机轴瓦的调整量,包括左右偏移和上下偏移。
当同时出现上下偏差和左右偏差时,应在左右基本正确的情况下,先调整上、下位置,再调整左、右位置。
在此需要注意的是,当用千斤顶顶发电机轴承座时,不应盲目加力,以免轴承座突然的大幅移动。
因此,在加力至一定程度后,可用大锤轻敲轴承座。
5、轴承数据测量
轴承数据测量主要是测轴瓦与轴颈间的间隙,轴瓦与轴承座间的紧力、油挡的间隙等,测量工具主要为塞尺。
轴承数据测量可拆、装轴承时进行,总共需测两次。
第一次在拆轴承时,第二次在装轴承时。
测量部位有两处,一处是1#瓦,一处是2#瓦。
测量时,有几处地方,如轴颈与轴瓦的顶部间隙,并不能通过测量工具直接测量,此时需用到间接测量法:
铅丝测量法。
下面以测轴颈与轴瓦的顶部间隙为例来说明铅丝测量法。
测量前应先根据被测处所要求的间隙值(或过盈量)来选择合适大小的铅丝,一般取铅丝值被测值的6~10倍。
根据资料,轴颈与轴瓦的许用间隙值为0.3mm~0.45mm,因此可选用Φ2mm的铅丝。
先将上轴瓦拆下,再于下轴瓦中分面和轴颈顶部平直放上铅丝。
见下图
图片43:
铅丝测量法示意图
之后,装上上轴瓦,均匀带紧中分面螺丝。
然后拆下上轴瓦,用千分尺测量被压铅丝。
针对被压铅丝的长度,沿长度方向均匀的取3~4个点,测量其厚度,然后算其平均值,并作为该最终的厚度。
轴瓦与轴颈间的间隙可用下式计算:
轴瓦与轴颈间的间隙=
这里需要说明的是:
用上式算得的值如果为负数则表示间隙,正数则表示过盈量。
轴承其余数据的测量较为简单,在此就不累述了,具体可参见哈汽厂所提供的《汽轮机证明书》。
测量推力间隙:
1)推力轴承在组合状态,盖上推力轴承的外盖,打入销子,拧紧水平中分面螺栓。
2)在推力轴承外壳上装一百分表,测量杆支在推力瓦球枕上且与轴平行,以测量瓦枕的轴向移动量。
3)另一只百分表测量杆支持在转子的某一平面上,并与轴线平行,用千斤顶两只,将转子来回推向前后极限位置,读出百分表的最大与最小的指示值。
转子百分表的差值便是总窜动量,此窜动量减去瓦枕移动量。
即为推力间隙,推力瓦的轴向位置及轴向间隙都可通
 升级会员
升级会员 