焊接管道施工现场质量自检记录样表.docx
《焊接管道施工现场质量自检记录样表.docx》由会员分享,可在线阅读,更多相关《焊接管道施工现场质量自检记录样表.docx(15页珍藏版)》请在冰豆网上搜索。
焊接管道施工现场质量自检记录样表
焊接管道施工现场质量自检记录(样表)
现场质量施工记录(样表)目录
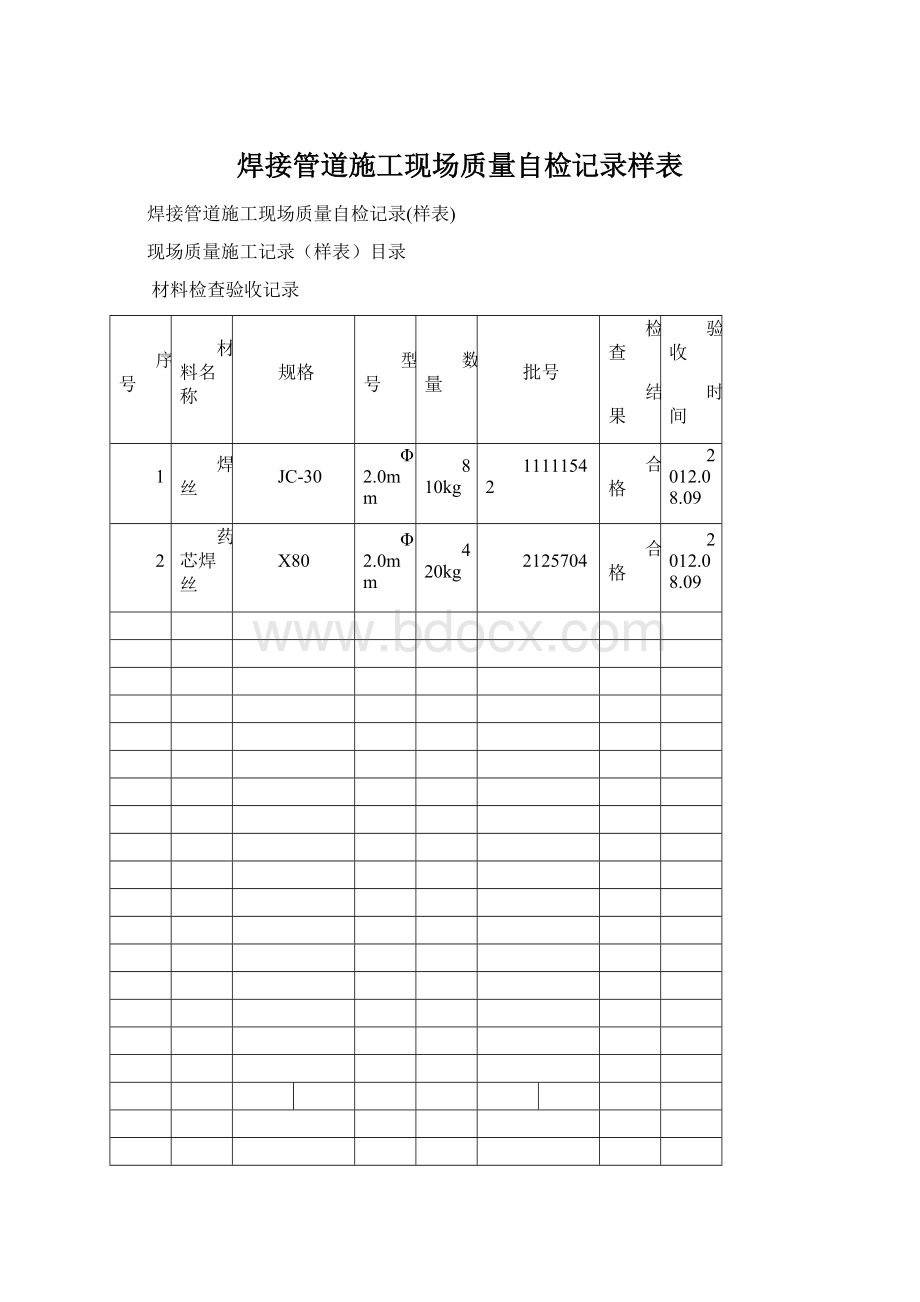
材料检查验收记录
序号
材料名称
规格
型号
数量
批号
检查
结果
验收
时间
1
焊丝
JC-30
Φ2.0mm
810kg
11111542
合格
2012.08.09
2
药芯焊丝
X80
Φ2.0mm
420kg
2125704
合格
2012.08.09
项目部采办代表:
年月日
项目部质量部:
年月日
项目部QHSE部长:
年月日
布管检查记录
工程名称
布管班组
布管区间
钢管规格
外防腐类型
区段长度(m)
布管
根数
支垫物
管损伤记录
管体
防腐层
自检人:
专职质检员:
年月日
监理代表:
年月日
工序(过程)交接单
工程名称
施工单位
本工序(过程)质量检查情况:
施工班组
CPP219机组
时间
交付人
下道工序(过程)质量检查情况:
施工班组
CPP219机组
时间
接收人
管口组对检查记录
工程名称:
施工班组:
CPP219机组
序
号
防腐管编号
管内
清理
管端
清理
圆
度
内径
偏差
(mm)
钝边
(mm)
间隙
(mm)
坡口
(°)
螺旋焊
缝错
开量(mm)
相临焊
缝间距
(mm)
错边量
(mm)
记录
时间
自检人:
专职质检员:
年月日
监理代表:
年月日
环境监测记录
施工单位:
施工班组:
CPP219机组
日期
天气
温度(℃)
湿度(%)
风速
(m/s)
记录人
8时
11时
14时
20时
8时
11时
14时
20时
管口焊接预热记录
工程名称:
施工单位:
施工班组:
CPP102机组
焊缝编号
日期
预热温度(℃)
预热时间
(S)
预热宽度
(mm)
测试人
上
左
下
右
自检人:
专职质检员:
年月日
监理代表:
年月日
焊接工艺记录
工程名称:
施工单位:
施工班组:
焊口编号
根焊
热焊
填充焊
盖面焊
焊接日期
核定人
电流
电压
焊速
电流
电压
焊速
电流
电压
焊速
电流
电压
焊速
自检人:
专职质检员:
年月日
监理代表:
年月日
焊缝表面质量检查记录
工程名称:
施工单位:
施工班组:
序号
焊工(组)代号
焊缝编号
表面不允许缺陷
实测项目(mm)
检
查
结
果
日期
表面
裂纹
表面
夹渣
表面
气孔
表面
飞溅
余
高
焊缝
宽度
错
边
量
咬边
表面凹陷
深度
长度
深度
长度
 升级会员
升级会员 