发动机缸体工序卡Word下载.docx
《发动机缸体工序卡Word下载.docx》由会员分享,可在线阅读,更多相关《发动机缸体工序卡Word下载.docx(21页珍藏版)》请在冰豆网上搜索。
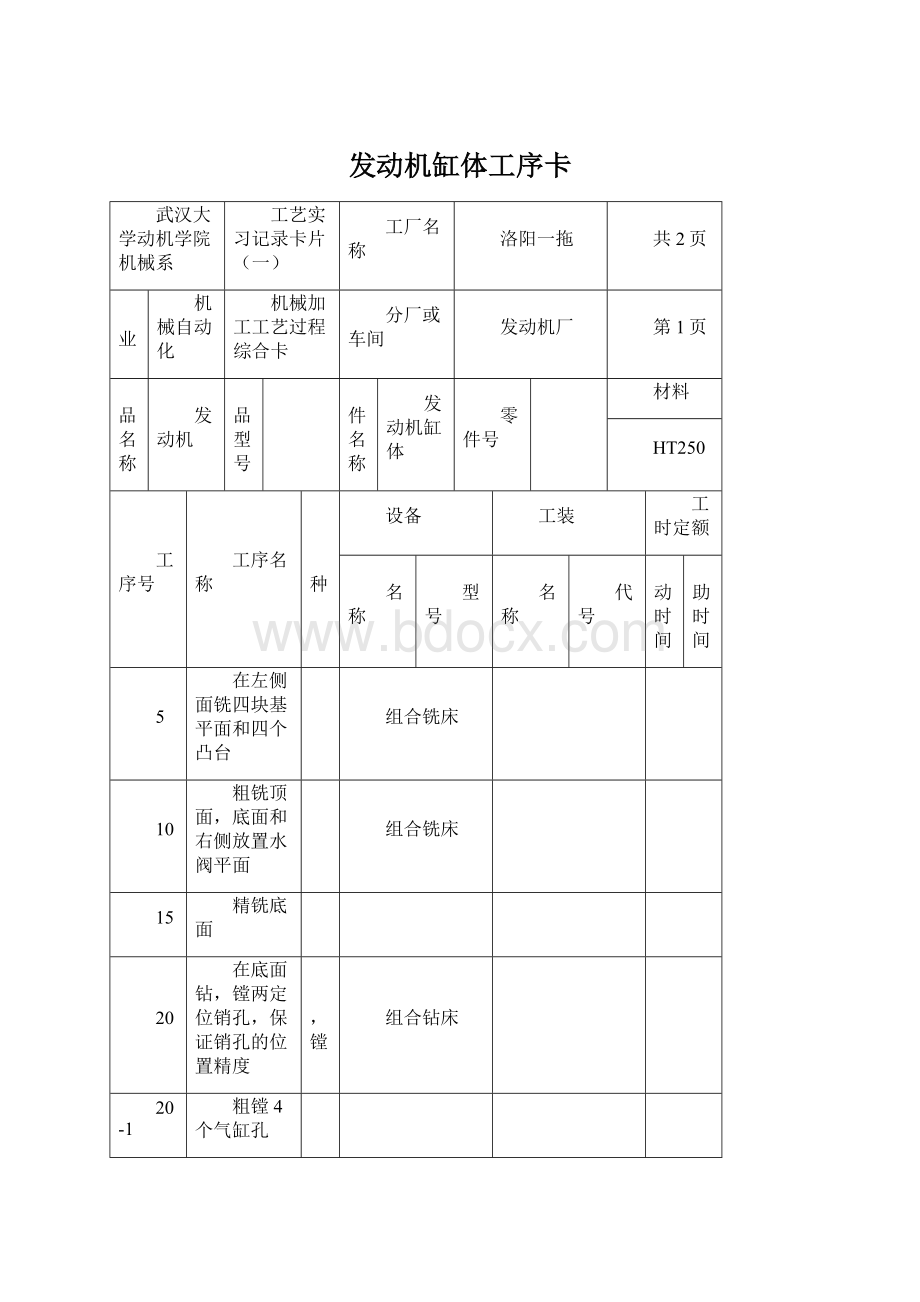
零件名称
发动机缸体
零件号
材料
HT250
工序号
工序名称
工种
设备
工装
工时定额
名称
型号
代号
机动时间
辅助时间
5
在左侧面铣四块基平面和四个凸台
铣
组合铣床
10
粗铣顶面,底面和右侧放置水阀平面
15
精铣底面
20
在底面钻,镗两定位销孔,保证销孔的位置精度
钻,镗
组合钻床
20-1
粗镗4个气缸孔
镗
25
粗、精铣前后端面,固定水泵法兰
30
粗镗5个半圆主轴承孔3个凸轮轴孔
35
粗镗四个气缸孔
40
铣燃油箱和两个水管平面
45
铣轴承座分开面
50
铣主轴承座端面和轴瓦固定槽
55
拉主轴承做分开面
拉
CS-9007型汽缸体拉床
60
钻上平面和右平面上的孔
钻
65
钻油路上的孔
70
扩上平面上的孔
扩
75
对右平面和上平面上的孔进行攻丝
80
铣轴承座分开面的端面
85
钻顶面上的孔并扩孔
90
铰底面上的孔
铰
95
分平面底面攻丝
100
磨底平面
磨
卧式磨床
105
钻分平面下的四个孔
110
镗上平面的孔的台阶面
115
清洗
XSZ机体专用清洗机
120
装配轴承盖
125
镗前后平面上的孔
130
在前后平面的主轴承孔中加轴瓦
135
磨前后平面
140
精镗上平面的4个活塞孔并精铣底面
镗,铣
145
绗磨活塞孔
专用绗磨机床
150
工艺实习记录卡片
(二)
共10页
机械加工工序卡
铣左侧面4块基平面和4个凸块
材料名称
材料牌号
机械性能
机床
夹具
编号
同时加工件数
工人等级
准备/终结时间
单件时间
工步号
工步内容
走刀次数
切削用量
工具名称
工具代号
切削深度
进给量
每分转数或双行程数
切削速度
1
铣基平面
4
2
铣凸台
第2页
粗铣顶面、底面和右侧放置水阀平面
铣顶面、右侧面
翻转
3
铣底面
第3页
第4页
精铣前后端面法兰和起动机进水管法兰
精铣前后端面法兰
精铣进水管法兰
第5页
组合镗床
粗镗四个孔
第6页
粗镗5个半圆主轴承孔
粗镗主轴承孔
第7页
 升级会员
升级会员 