任务2.3焊接工艺PPT课件下载推荐.ppt
《任务2.3焊接工艺PPT课件下载推荐.ppt》由会员分享,可在线阅读,更多相关《任务2.3焊接工艺PPT课件下载推荐.ppt(41页珍藏版)》请在冰豆网上搜索。
焊接接头的致节约材料与工时,减轻结构的质量;
焊接接头的致密性好,可以制造密封容量,以及双金属结构;
生产率密性好,可以制造密封容量,以及双金属结构;
生产率高,便于机械化、自动化生产;
但焊接接头组织性能不高,便于机械化、自动化生产;
但焊接接头组织性能不均匀,易产生焊接应力、变形及焊接缺陷。
均匀,易产生焊接应力、变形及焊接缺陷。
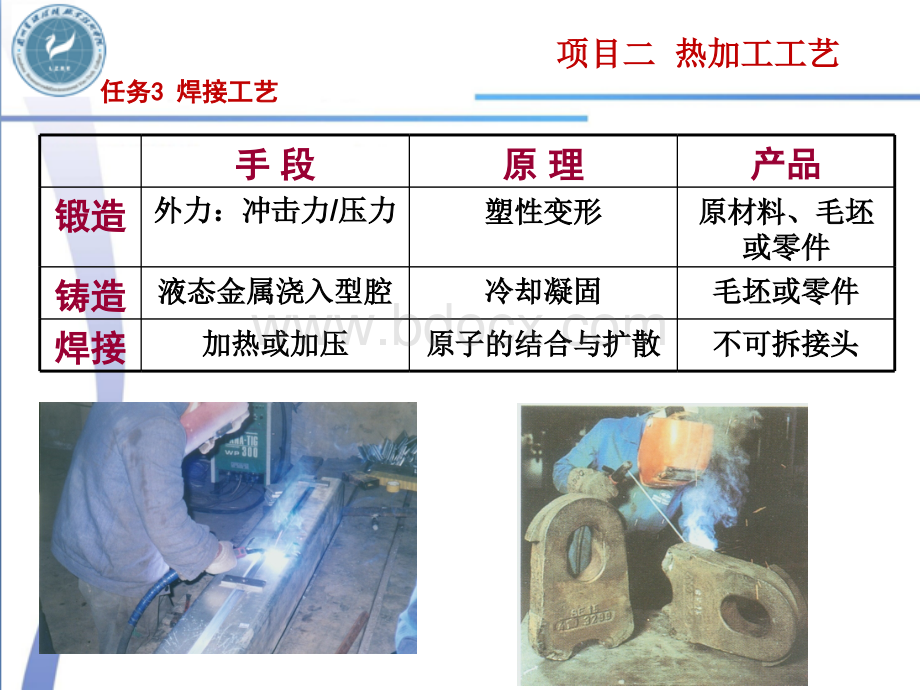
通过通过加热或加压加热或加压,或两者并用,并且用或不,或两者并用,并且用或不用填充金属,使焊件间达到原子结合用填充金属,使焊件间达到原子结合(永久性联(永久性联结)结)的一种加工方法。
的一种加工方法。
项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺应用应用制造金属结构件;
制造金属结构件;
制造机器零件和工具;
修复。
项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺种类种类焊接焊接熔焊熔焊压焊压焊(固相焊)(固相焊)钎焊钎焊电弧焊电弧焊等离子等离子弧焊弧焊电渣焊电渣焊气体气体保护焊保护焊气焊气焊手弧焊手弧焊埋弧焊埋弧焊CO2气体气体保护焊保护焊氩弧焊氩弧焊氢原子焊氢原子焊电阻焊电阻焊摩擦焊摩擦焊超声波焊超声波焊电焊电焊缝焊缝焊对焊对焊项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺方法方法压压力力焊焊摩擦焊摩擦焊超声波焊超声波焊爆炸焊爆炸焊扩散焊扩散焊高频焊高频焊钎钎焊焊软钎焊软钎焊硬钎焊硬钎焊熔熔焊焊电弧焊电弧焊电渣焊电渣焊等离子弧焊等离子弧焊电子束焊电子束焊激光焊激光焊手弧焊手弧焊气体保护焊气体保护焊埋弧焊埋弧焊电阻焊电阻焊项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺二、电弧焊二、电弧焊利用电弧的热量,使金属熔化而进行利用电弧的热量,使金属熔化而进行焊接的一种焊接方法。
焊接的一种焊接方法。
正极正极负极负极焊条电弧焊,又称为焊条电弧焊,又称为“手工电弧焊手工电弧焊”;
是利用焊条和工件;
是利用焊条和工件间的电弧热,将工件和焊条熔化而进行焊接的方法。
间的电弧热,将工件和焊条熔化而进行焊接的方法。
特点特点:
设备简单、操作灵活设备简单、操作灵活,适用于,适用于全位置焊接全位置焊接。
材料适应性材料适应性广广,适于焊接高强度钢、铸钢、铸铁和非铁金属,其焊接接头,适于焊接高强度钢、铸钢、铸铁和非铁金属,其焊接接头强度和母材接近,是焊接生产中应用强度和母材接近,是焊接生产中应用最为广泛最为广泛的焊接方法。
的焊接方法。
项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺二、电弧焊二、电弧焊面面罩罩手手套套脚脚套套手锤手锤钢刷钢刷母材被焊的工件或者基体金属。
接头两个工件连接处。
项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺
(一)焊接电弧
(一)焊接电弧由焊接电源供给,在由焊接电源供给,在电极与工电极与工件之间的件之间的气体介质中气体介质中产生强烈持产生强烈持久的放电现象。
久的放电现象。
电弧放电电压最低,电流最大,温度最电弧放电电压最低,电流最大,温度最高,发光最强。
将电弧放电用作焊接热源,高,发光最强。
将电弧放电用作焊接热源,既安全,加既安全,加热效率也高热效率也高。
向外发射电子的部分,热量占向外发射电子的部分,热量占36%,温度约为,温度约为2400K。
位于阳极区和阴极区之间位于阳极区和阴极区之间的气体空间区域,中心温的气体空间区域,中心温度达度达6000K8000K。
接收电子的部位,热量占接收电子的部位,热量占43%,温度约为,温度约为2600K;
项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺
(一)焊接电弧
(一)焊接电弧由于电弧产生的热量在阳极和阴极上有一定的差异,由于电弧产生的热量在阳极和阴极上有一定的差异,在使用直流电焊机焊接时,有两种接线方法:
在使用直流电焊机焊接时,有两种接线方法:
直流正接:
焊件接正极,焊条接负极(厚板、酸性焊条)焊件接正极,焊条接负极(厚板、酸性焊条)直流负接:
直流负接:
焊件接负极,焊条接正极(薄板、碱性低氢焊焊件接负极,焊条接正极(薄板、碱性低氢焊条、低合金钢和铝合金)条、低合金钢和铝合金)项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺
(二)
(二)焊接冶金过程焊接冶金过程指在熔化焊接过程中所发生的“气体-熔渣-金属”之间的物理、化学变化,熔化金属的结晶凝固,以及由于焊接热循环造成的焊接热影响区内金属的组织和性能的变化。
特点:
同一时间各点温度不同。
同一同一时间各点温度不同。
同一点在不同时间的温度不同。
点在不同时间的温度不同。
各点加热冷却速度不同各点加热冷却速度不同加热冷却速度快,易变形、应加热冷却速度快,易变形、应力、裂纹。
力、裂纹。
1.焊接工件温度的变化与分布焊接工件温度的变化与分布总之,焊缝的形成是一次总之,焊缝的形成是一次冶金过冶金过冶金过冶金过程程程程,焊缝附近区域金属相当于受到,焊缝附近区域金属相当于受到一次不同区域的热处理,必然会产一次不同区域的热处理,必然会产生相应的组织和性能的变化。
生相应的组织和性能的变化。
离焊缝越远,被加热达到的峰值离焊缝越远,被加热达到的峰值温度越低。
温度越低。
3.热影响区热影响区4.母材母材1.焊缝金属;
焊缝金属;
2.熔合区熔合区项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺2.焊接接头的组织与性能焊接接头的组织与性能熔熔焊焊热热源源的的高高温温集集中中融融化化焊焊缝缝区区金金属属,并并向向工工件件金金属属传传导导热热量量,必必然然引引起起焊焊缝缝及及附附近近区区域域金金属属的的组组织织和和性能发生变化。
性能发生变化。
焊缝区焊缝区在焊接接头横截面上测量的焊在焊接接头横截面上测量的焊缝金属的区域。
缝金属的区域。
热影响区热影响区-受焊接热循环的影响,焊缝附受焊接热循环的影响,焊缝附近的母材因焊接热作用发生。
近的母材因焊接热作用发生。
热影响区中的热影响区中的过热区过热区过热区过热区,对焊接接头有不利影响,应使之尽可能减小,对焊接接头有不利影响,应使之尽可能减小。
正火区正火区正火区正火区,加热时金属发生重结晶,得到均匀而细小的组织,性能优于母,加热时金属发生重结晶,得到均匀而细小的组织,性能优于母材。
材。
部分相变区部分相变区部分相变区部分相变区比正火区稍差些。
比正火区稍差些。
熔合区熔合区是焊缝与基体金属的交界区。
成分不均,组织为粗大的过热组织是焊缝与基体金属的交界区。
成分不均,组织为粗大的过热组织或淬硬组织,是焊接接头中的最差的部位。
在或淬硬组织,是焊接接头中的最差的部位。
在低碳钢焊接接头低碳钢焊接接头中,熔合区很中,熔合区很窄,但因强度、塑性和韧性都下降,而且此处接头断面变化,引起应力集中,窄,但因强度、塑性和韧性都下降,而且此处接头断面变化,引起应力集中,在很大程度上决定焊接接头的性能。
在很大程度上决定焊接接头的性能。
组织或性能组织或性能变化变化的区域的区域项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺2.焊接接头的组织与性能焊接接头的组织与性能项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺2.焊接接头的组织与性能焊接接头的组织与性能焊缝热焊缝热影响区影响区项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺2.焊接接头的组织与性能焊接接头的组织与性能焊接热影响区的大小、组织和性能取决于焊接热影响区的大小、组织和性能取决于焊接方法、焊接方法、焊接参数、接头形式和焊后冷却速度焊接参数、接头形式和焊后冷却速度。
同一焊接方法,不同焊接参数,热影响区大小也不同。
在同一焊接方法,不同焊接参数,热影响区大小也不同。
在保证焊接质量条件下,保证焊接质量条件下,增加焊速或减小焊接电流增加焊速或减小焊接电流增加焊速或减小焊接电流增加焊速或减小焊接电流都能减小热影都能减小热影响区响区。
项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺3.改善焊接热影响区组织和性能的方法改善焊接热影响区组织和性能的方法焊接接头上塑性和韧性最低的区域在熔合区和过热区,是焊接接头中最薄弱的部位,它们往往成为裂纹发源地。
产生原因:
粗大的过热组织所造成改善焊接接头组织和性能的主要措施有:
(1)尽量选择低碳且硫、磷含量低的钢材作为焊接结构材料。
(2)使热影响区的冷却速度适当。
(3)采用多层焊,利用后层对前层的回火作用,使前层的组织和性能得到改善。
(4)进行焊后热处理。
项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺(三)(三)焊条焊条
(1)焊芯:
起)焊芯:
起导电和填充导电和填充金属金属作用。
作用。
(2)药皮:
保证)药皮:
保证焊接顺利焊接顺利进行并使焊缝具有一定的化进行并使焊缝具有一定的化学成分和力学性能学成分和力学性能(物理冶(物理冶金作用)金作用)。
焊条由心部的金属焊条由心部的金属焊芯焊芯和和表面表面药皮药皮涂层组成涂层组成项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺1.1.1.1.焊芯焊芯焊芯焊芯是组成焊缝的主要材料是组成焊缝的主要材料。
材料材料材料材料:
碳素钢丝、合金钢丝、不锈钢丝。
:
元素元素元素元素:
CC、SiSi含量较低,含量较低,SS、P0.03%P0.03%。
牌号牌号牌号牌号:
H08H08AH08EH08H08AH08EC%=0.08%C%=0.08%,H-H-焊接用钢丝,焊接用钢丝,A-A-高级优质钢,高级优质钢,E-E-特级优质钢。
特级优质钢。
钢芯直径即焊条直径,焊条直径最小钢芯直径即焊条直径,焊条直径最小1.6mm1.6mm,最大为,最大为8mm8mm。
3.23.25mm5mm最为常用。
最为常用。
项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺2.2.药皮药皮主要作用主要作用是:
稳定电弧、防止空气侵入焊缝,对是:
稳定电弧、防止空气侵入焊缝,对熔池脱氧和添加合金元素,以保证焊缝的化学成熔池脱氧和添加合金元素,以保证焊缝的化学成分和力学性能。
分和力学性能。
项目二项目二热加工工艺热加工工艺任务任务33焊接工艺焊接工艺3.3.3.3.焊条的分类和编号焊条的分类和编号焊条的分类和编号焊条的分类和编号种类种类:
碳钢焊条、低合金钢焊条、不锈钢焊条、堆焊:
碳钢焊条、低合金钢焊条、不锈钢焊条、堆焊焊条、铸铁焊条及焊丝、铜及铜合金焊条、铝及铝合焊条、铸铁焊条及焊丝、铜及铜合金焊条、铝及铝合金焊条等七大类。
金焊条等七大类。
焊条型号:
国家统一标准国家统一标准中的焊条代号中的焊条代号GB5
 升级会员
升级会员 