机械工程材料重点记忆的钢材Word文件下载.doc
《机械工程材料重点记忆的钢材Word文件下载.doc》由会员分享,可在线阅读,更多相关《机械工程材料重点记忆的钢材Word文件下载.doc(5页珍藏版)》请在冰豆网上搜索。
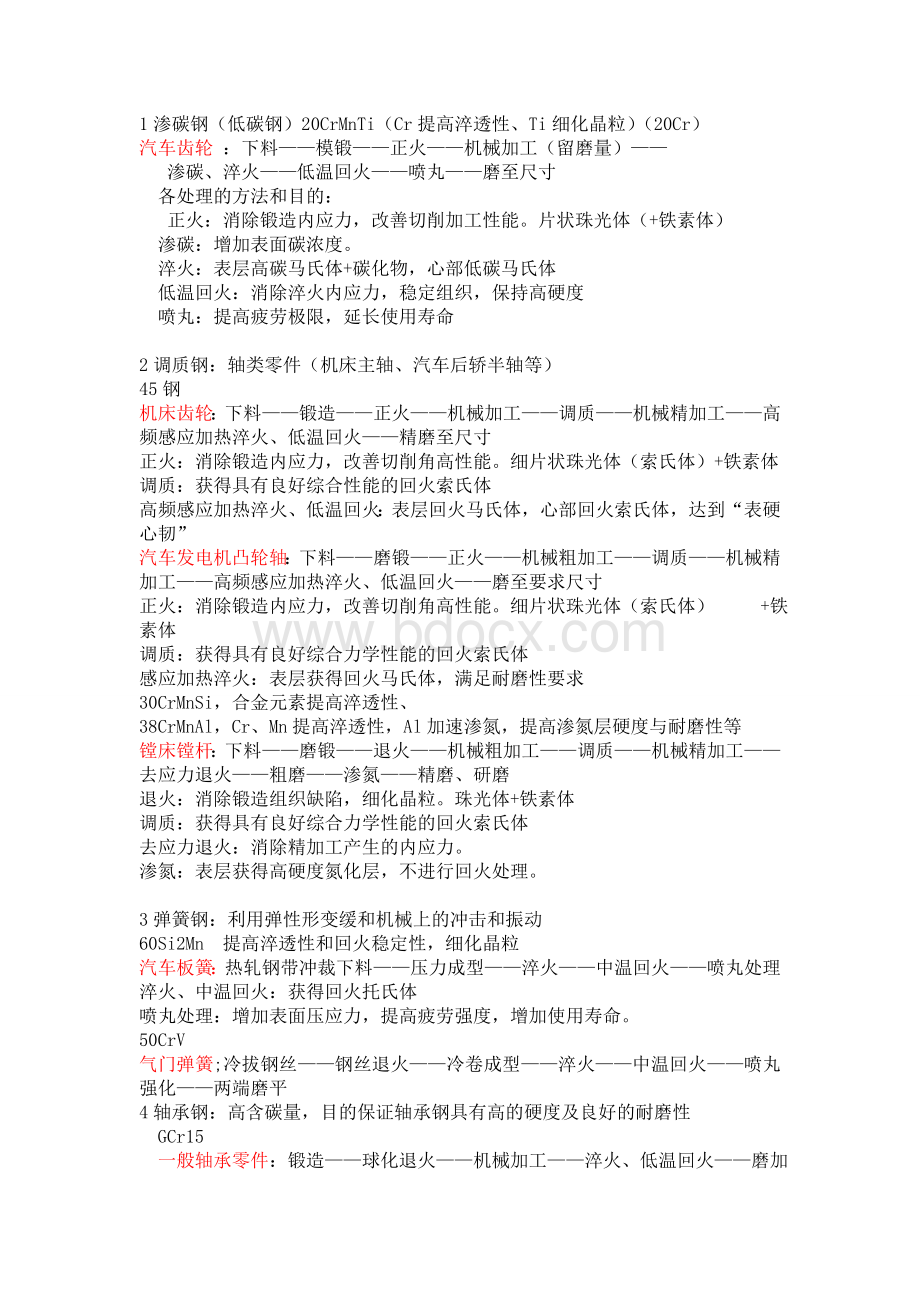
正火:
消除锻造内应力,改善切削角高性能。
细片状珠光体(索氏体)+铁素体
调质:
获得具有良好综合性能的回火索氏体
高频感应加热淬火、低温回火:
表层回火马氏体,心部回火索氏体,达到“表硬心韧”
汽车发电机凸轮轴:
下料——磨锻——正火——机械粗加工——调质——机械精加工——高频感应加热淬火、低温回火——磨至要求尺寸
细片状珠光体(索氏体)+铁素体
获得具有良好综合力学性能的回火索氏体
感应加热淬火:
表层获得回火马氏体,满足耐磨性要求
30CrMnSi,合金元素提高淬透性、
38CrMnAl,Cr、Mn提高淬透性,Al加速渗氮,提高渗氮层硬度与耐磨性等
镗床镗杆:
下料——磨锻——退火——机械粗加工——调质——机械精加工——去应力退火——粗磨——渗氮——精磨、研磨
退火:
消除锻造组织缺陷,细化晶粒。
珠光体+铁素体
去应力退火:
消除精加工产生的内应力。
渗氮:
表层获得高硬度氮化层,不进行回火处理。
3弹簧钢:
利用弹性形变缓和机械上的冲击和振动
60Si2Mn提高淬透性和回火稳定性,细化晶粒
汽车板簧:
热轧钢带冲裁下料——压力成型——淬火——中温回火——喷丸处理
淬火、中温回火:
获得回火托氏体
喷丸处理:
增加表面压应力,提高疲劳强度,增加使用寿命。
50CrV
气门弹簧;
冷拔钢丝——钢丝退火——冷卷成型——淬火——中温回火——喷丸强化——两端磨平
4轴承钢:
高含碳量,目的保证轴承钢具有高的硬度及良好的耐磨性
GCr15
一般轴承零件:
锻造——球化退火——机械加工——淬火、低温回火——磨加工——成品
球化退火:
一、降低硬度,改善切削加工性能。
二、为最终热处理淬火做组织准备。
铁素体基体上均匀分布着细小粒状(球状)碳化物
淬火、回火:
极细的回火马氏体和分布均匀的细小粒状碳化物及少量残余奥氏体。
为了稳定组织及尺寸,可进行时效处理。
精密轴承亦是。
5合金工具钢
5.1刃具钢:
高的硬度和耐磨性,高热硬性,足够的塑性和韧性
9SiCr:
提高淬透性,回火稳定性
热处理:
球会退火(铁素体基体上均匀分布着细小粒状碳化物)
淬火、低温回火:
马氏体+碳化物+少量残余奥氏体
5.2高速钢:
W18Cr4V:
W提高热硬性Cr提高淬透性V细化晶粒
锻造不仅仅是成型,更是为了击碎粗大碳化物,使碳化物均匀化
退火:
消除应力,改善切削性能,为随后淬火处理提供较好的原始显微组织。
索氏体和分布均匀的粒状或小块状碳化物。
淬火、回火:
淬火前进预热,减少变形,防止开裂,缩短淬火温度的高温停留。
淬火温度1270—1280℃,有利于合金元素溶入奥氏体中。
淬火组织为:
马氏体、粒状碳化物和残余奥氏体。
3次回火消除残余奥氏体。
回火马氏体、碳化物和少量残余奥氏体。
工具钢:
Cr12:
锻造焊合铸锭或型材中的气孔、疏松、缩孔、微裂纹,击碎碳化物,使碳化物均匀化。
热处理:
球化退火,改善锻造组织,使碳化物颗粒物均匀化,改善切削加工性能,为淬火作组织准备。
6不锈钢:
马氏体不锈钢Cr13,医疗用具手术刀,餐具等淬火、低温回火
奥氏体不锈钢1Cr18Ni9Ti,Cr钝化作用,Ni扩大r区,Ti防止晶间腐蚀。
固溶处理:
加热至1050~1150℃,快速冷却(水冷)。
碳化物溶入奥氏体,获得室温单相奥氏体组织。
稳定化处理(彻底消除晶间腐蚀)、除应力处理
铁素体不锈钢1Cr17不进行热处理,单相组织热处理无组织结构变化
高锰钢ZGMn13水韧处理:
工件加热至临界点以上(1000~1100),保温一段时间,迅速浸水快冷。
获得单相奥氏体组织。
水韧处理后一般不进行回火处理。
滚动轴承
GCr15
淬火+低温回火
回火索氏体
汽车板簧
60Si2Mn
淬火+中温回火
回火托氏体
手锯锯条
T12
回火
汽车齿轮
20CrMnTi
渗碳+淬火+低温回火
表层:
高碳M回
+碳化物+A′
心部:
低碳M回
手术刀
4Cr13
回火马氏体
精密丝杆
38CrMoAl
调质+渗氮
钻头
W18Cr4V
淬火+低温回火
Cm+M+A’
桥梁
16Mn,
不热处理
F+P
耐酸容器
1Cr18Ni9Ti
固溶处理
A
发动机曲轴
QT600-3
等温淬火+高温回火
S回+G球
锉刀
球化退火+淬火+低温回火
机床床身
HT200
时效
P+F+G片
试卷大题汇总
2.灰口铸铁铸件的薄壁处常出现白口组织,造成切削加工困难,试分析其产生原因,并提出改善措施。
(3分)
当碳、硅含量减少时,石墨化减弱,易出现白口组织。
加入少量孕育剂,增加石墨化,也可以减慢冷却速度。
2.简述为什么铁素体不锈钢和奥氏体不锈钢无法进行热处理强化。
铁素体不锈钢和奥氏体不锈钢是单向组织,热处理后无结构变化,性能也不会发生太大变化,甚至使性能变差,故不需要热处理。
有两个形状、尺寸均相同的Cu-Ni合金铸件,其中一个铸件的含镍量90%,另一个铸件的含镍量50%,铸后自然冷却。
请问:
①凝固后哪个铸件的枝晶偏析严重?
②室温下哪个铸件的硬度较高?
(4分)第二个
3试分析细化铸锭晶粒和细化再结晶晶粒有哪些主要措施?
金属铸件能否通过再结晶退火
细化晶粒?
为什么?
铸锭:
控制过冷度,变质处理,搅拌、振动
再结晶:
加热温度和加热时间,变形度,原始晶粒尺寸和均匀度,合金元素和杂质
再结晶退火必须用于经冷塑性变形加工的材料,其目的是改善冷变形后材料的组织和性能。
再结晶退火的温度较低,一般都在临界点以下。
若对铸件采用再结晶退火,其组织不会发生相变,也没有形成新晶核的驱动力(如冷变形储存能等),所以不会形成新晶粒,也就不能细化晶粒。
试比较T9、9SiCr、W6Mo5Cr4V2作为切削刀具材料的热处理、力学性能特点及适用范围,并由此得出一般性结论。
答:
T9的热处理:
淬火+低温回火。
力学性能:
硬度高,韧性中等,无热硬性,综合力学性能欠佳。
适用范围:
用于尺寸不大,形状简单,要求不高的低速切削工具。
9SiCr热处理:
硬度和耐磨性良好,,无热硬性,综合力学性能优于T9。
用于制造尺寸较大,形状复杂,受力要求较高,切削速度不高的刀具。
某厂用45MnSiV生产高强韧性钢筋,现该钢无货,但库房尚有15、25MnSi、65Mn、9SiCr钢,试问这四种钢中有无可代替上述45MnSiV钢筋的材料?
若有,应怎样进行热处理?
其代用的理论依据是什么?
25MnSi可代替45MnSiV,15钢、65Mn和9SiCr不能代替。
25MnSi热处理:
正火
理论依据:
得到S+F
用T10钢制造形状简单的车刀,其工艺路线为:
锻造-热处理-机加工-热处理-磨加工。
(1)写出其中热处理工序的名称及作用。
(2)制定最终热处理(磨加工前的热处理)的工艺规范,并指出车刀在使用状态下的显微组织和大致硬度。
(1)球化退火,作用:
利于切削加工,得到球状珠光体,均匀组织,细化晶粒,为后面淬火处理作组织准备。
淬火+低温回火,作用:
使零件获得较高的硬度、耐磨性和韧性,消除淬火内应力,稳定组织和尺寸。
(2)工艺规范:
760℃水淬+200℃回火;
显微组织:
M回+Cm,大致硬度:
60HRC。
有5根直径为10mm的45钢圆棒,都先经(1.840℃加热淬火、2.760℃加热淬火、3.调质),然后分别加热到
(1)1100℃;
(2)840℃;
(3)760℃;
(4)550℃;
(5)180℃,再水冷至室温后各得到什么组织?
1.840℃加热淬火
(1)1100℃粗大M(过热淬火)
(2)840℃M(重新淬火)(3)760℃M+F(不完全淬火)(4)550℃S回(淬火后高温回火)(5)180℃M回(淬火后低温回火)2.760℃加热淬火
(1)1100℃粗大M(过热淬火)
(2)840℃M(淬火)(3)760℃M+F(不完全淬火)(4)550℃S回+F(淬火后高温回火)(5)180℃M回+F(淬火后低温回火)3.调质
(1)1100℃粗大M(过热淬火)
(2)840℃M(重新淬火)(3)760℃M+F(不完全淬火)4)550℃S回(不变)(5)180℃S回(不变)
 升级会员
升级会员 