插座盒模具设计备课讲稿Word格式.docx
《插座盒模具设计备课讲稿Word格式.docx》由会员分享,可在线阅读,更多相关《插座盒模具设计备课讲稿Word格式.docx(28页珍藏版)》请在冰豆网上搜索。
范围之内。
螺钉可以选择直径3mm的螺钉。
可以根据实际情况,电路板的实际布局等,选择更小号的螺钉。
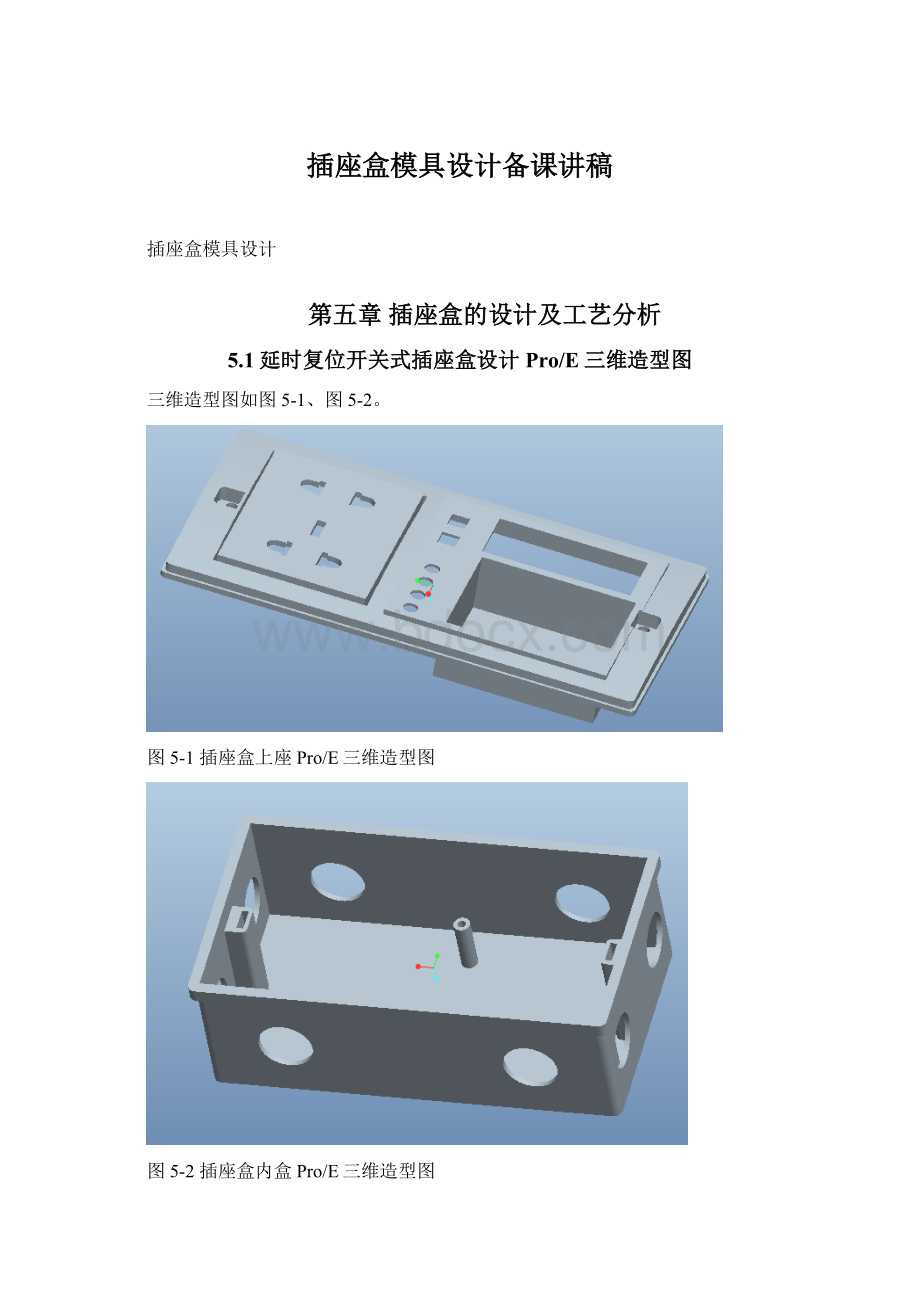
插座盒上座的设计稍显麻烦,除了正常的电冰箱专用插孔,考虑到电路板的输出部分,包括数码管显示屏,蜂鸣器;
输入部分,包括6个按钮;
另外,还有电池盒的设置。
正常的插座盒插孔布局在左半部分。
插孔占用的上下高度小,因此,电路板布局在其下方。
中间一排6孔为按键孔,电路板在实际布局时应该考虑到按键的位置,将按钮设置在相应的位置。
右边部分主要是电池盒的布置和,数码管显示的开口。
单片机采用的三节5号电池供电,提供4~5V的电压。
电池盒占用的空间相对较大,因此将其单独布局在了右边。
按照3节5号电池的大小设计。
5.4塑件的成型工艺性分析
插座盒上座结构相对较为复杂,因此选用上座作为塑件进行模具设计。
塑件如图5-5所示。
图5-5塑件pro/E实物模型图
产品名称:
智能延时复位开关式插座上座;
产品材料:
ABS;
产品数量:
较大批量生产;
塑件尺寸:
如图6-1~图6-4所示;
塑件重量:
约15克;
塑件颜色:
白色;
塑件要求:
塑件外侧表面光滑,下端外沿不允许有浇口痕迹。
塑件允许最大脱模斜度0.5°
;
结构特点:
该塑件大体是一个2~3mm厚的壳体,因为壳体外部在实际安装中,出于美观考虑,还会添加保护壳,用与遮盖电池盒和阶梯孔。
所以壳体外部光洁度要求不高。
壳体表面带有几种不同形状的孔,在保证孔间距和孔的形状时给模具的加工带来了一定的难度。
产品的精度要求不高,从成本上考虑,可以采用一模一腔,单分型面的模架。
材料采用ABS(丙烯腈-丁二烯-苯乙烯共聚物),丙烯腈-丁二烯-苯乙烯共聚物无毒、无味,呈微黄色,成型的塑料件有较好的光泽。
5.5塑件材料ABS的使用性能
综合性能较好,冲击韧度、力学强度较高,尺寸稳定,耐化学性、电气性能良好;
易于成形和机械加工,与有机玻璃的熔接性良好,可作双色成形塑件,且表面可镀铬。
适于制作一般机械零件、减摩耐磨零件、传动零件和电信结构零件。
5.6塑件材料ABS的加工特性
l无定型塑料,其品种很多,各品种的机电性能及成形特性也各有差异,应按品种确定成形方法及成形条件。
l吸湿性强,含水量应小于0.3%,必须充分干燥,要求表面光泽的塑件应要求长时间预热干燥。
l流动性中等,溢边料0.04mm左右(流动性比聚苯乙烯)。
l比聚苯乙烯加工困难,宜取高料温、模温(对耐热、高抗冲击和中抗冲击型树脂,料温更宜取高)。
料温对物性影响较大、料温过高易分解(分解温度为250℃左右,比聚苯乙烯易分解),对要求精度较高塑件,模温宜取50~60℃,要求光泽及耐热型料宜取60~80℃。
注射压力应比加工聚苯乙烯稍高,一般用柱塞式注塑机时料温为180~230℃,注射压力为100~140MPa,螺杆式注塑机则取160~220℃,70~100MPa为宜。
l模具设计时要注意浇注系统,选择好进料口位置、形式。
推出力过大或机械加工时塑件表面呈现“白色”痕迹(但在热水中加热可消失)。
脱模斜度宜取2°
以上。
5.7塑件的成型工艺参数确定
适用注射机类型螺杆式
密度1.01~1.07g/cm3;
收缩率0.3~0.8%;
预热温度80C°
~85C°
,预热时间2~3h;
料筒温度后段150C°
~170C°
,中段165C°
~180C°
,前段180C°
~200C°
喷嘴温度170C°
~180C°
模具温度50C°
~80C°
注射压力60~100MPa;
成型时间注射时间20~90s,保压时间0~5s,冷却时间20~120s。
第六章模具整体设计
6.1注塑设备的选择
6.1.1估算塑件体积
估算塑件体积和质量:
该产品材料为ABS,查书本得知其密度为1.13-1.14g/cm3,计算其平均密度为1.135g/cm3,平均收缩率为0.55﹪。
使用PRO/E软件画出三维实体图,软件能自动计算出所画图形浇道凝料和塑件的体积。
软件计算塑件体积为7.58cm3。
另预置浇道凝料和飞边所需塑料为2cm3因此估算塑件体积为9.58cm3。
6.1.2选择注射机
根据塑料制品的体积或质量,查书可选定注塑机型号为SZ-40/25。
注塑机的参数如下:
注塑机最大注塑量:
40cm3
注塑压力:
200/Mpa
注塑速率:
50(g/s)
塑化能力:
20(Kg/h)
锁模力:
2500KN
注塑机拉行间距:
250×
250mm
顶出行程:
55mm
最小模厚:
130mm
最大模厚:
220mm
模板行程:
230mm
注塑机定位孔直径:
55mm
喷嘴球半径:
SR10
6.1.3注射量校核
在设计模具时,为确保塑件质量,应保证注射模内所需注射量在注射机实际的最大注射量的范围内。
根据生产经验,注射机的最大注射量是其额定注射量的80%,换句话来说,一个注射周期内所需注射的塑料熔体的总量不得超过注射机额定注射量的80%。
注射机额定注射量有两种表示方法,一是用容量(cm3)表示,一是用质量(g)表示。
国产的标准注射机的注射量均以容量(cm3)表示。
在一个注射成型周期内,需注射入模具内的塑料熔体的容量或质量,应为塑件和浇注系统两部分容量或质量之和,即
(6-1)
(6-2)
式中:
V(m)——一个成型周期内所需注射的塑料容积或质量(cm3或g);
n——型腔数目;
(
)——单个塑件的容量或质量(cm3或g);
)——浇注系统凝料和飞边所需的塑料容量或质量(cm3或g)。
故应使
(6-3)
(6-4)
、
——注射机额定注射量(cm3或g)。
在本制件的设计中,采用了“一模一腔”的成形方式,通过体积的比较进行校核。
由前面体积估算为9.58cm³
,
。
校核结果符合注射量要求。
6.1.4锁模力的校核
注射成型时,高压塑料熔体充满型腔时,会长生使模具沿分型面分开的胀模力,此胀模力等于塑件和流道系统在分型面上的投影面积与型腔压力之积。
为防止模具分型面被胀模力顶开,必须对模具施加足够胀模力,否则在分型面处将产生溢料现象。
因此模具设计时应使注射机的额定锁模力大于胀模力,则
(6-5)
式中:
F——注射机额定锁模力(N);
——分别为塑件和浇注系统在分型面上的垂直投影面积(mm²
——塑料熔体在型腔内的平均压力(MPa)。
注射机注入的塑料熔体流经喷嘴、流道、浇口和型腔,将产生压力损耗,一般型腔内平均压力仅为注射压力
的1/4~1/2,即
(6-6)
型腔的平均压力通常为20~40MPa,随着塑料流动性的大小、塑料形状的复杂程度与精度要求的不同,成型时型腔内的压力不同。
当成型流动性差、形状复杂、精度要求高的塑件时,应取较高的模腔压力。
不同塑件常选用的型腔压力如表6-1。
表6-1不同塑件选用的型腔压力
条件
型腔压力/MPa
举例
易成型塑件
25
PE、PS等壁厚均匀日用品、容器
普通塑件
30
薄壁容器类
高粘度塑件、高精度塑件
35
ABS、POM等工业机器零件,高精度塑件
塑料粘度特别高、高精度塑件
40
高精度机械零件
在这里,我采用了25MPa的型腔压力,系数取0.4,即
校核结果符合最大锁模力要求。
6.2模架的选定
6.2.1注射模结构设计
注射模结构设计主要包括:
分型面的选择、模具型腔数目的确定及型腔的排列、型芯、型腔结构的确定、推件方式、模具结构零件设计等内容.。
6.2.2分型面的选择
塑料成型模具根据原料成形工艺特性可分为热固性和热塑性两大类塑料模具,不管属于哪一类,要使塑料制件成形后,能方便取出制件,并能顺利进行后续加工,都必须依据制件成形工艺确定分型面。
塑料模具分型面的确定必须考虑下列因素:
(1)注射成形后,所取出的之间形状完整。
(2)注射成形后,脱模取制件顺利,尽可能缩短成形周期。
(3)所设计的分型面不影响制件的外形和尺寸,特别是对外形有美观要求的制件。
(4)分型面的确定,应尽可能是模具结构简化、制造加工方便、容易保证零件精度。
(5)在模具结构构思与设计前,必须首先确定合理的分型面,这是模具设计与制造的前提。
如图所示,整个塑件为一个厚度为2mm的壳体,所有圆角半径为2mm。
壳面包括6个5mm圆孔,矩形孔,以及多边形孔。
整体上为一非对称壳体。
其横截面图如图6-1。
图6-1塑件平面俯视图
图6-2两侧阶梯孔图
分型面
图6-3上下对称中心线截面图
图6-4分型面示意图
6.2.3型腔数目的确定及型腔的排列
该塑件材料选用的是ABS塑料,批量生产,该件属于中等复杂程度制件,故可以采用“一模一腔”成形方式,型腔布置在模具的中间,这样也有利于浇注系统的排列和模具的平衡。
6.2.4型腔、型芯的设计
塑料模具的类型不管属于哪一类,要使制件成形,都必须有型腔,要以确定制件的外轮廓形状和外形尺寸。
确定型腔设计方案时要考虑的因素有一下几点:
(1)型腔的形状和尺寸必须满足制件成形后的各项精度。
(2)型腔的结构必须方便考虑脱模。
(3)型腔的结构在设计时要考虑型腔加工经济性和保证尺寸精度两者的综合效益。
(4)型腔的结构应尽可能方便型腔内表面加工,使其表面粗糙度值尽量降低。
(5)型腔模的组合零件应尽可能少,减小累计误差。
图6-5模具型腔结构
结构设计分析:
该设计方法的优点:
型腔主体为壳状带通孔,加工方便、尺寸精度容易控制。
相对应制件外形突起的型腔部分在分型面外露于表面,便于加工。
由于整个塑件由一个分型面足以顺利完成脱模,不需要添加侧向抽芯机构,
此没有没有添加斜导注和侧型芯滑块。
该设计方法的缺点:
分型面设计于制件上端,对于外轮廓有要求的制件形状精度有一定的影响,如果锁模压力不够,或模具工作一段时间后产生磨损,影响会更加明显。
在设计型芯时应考虑一下因素:
(1)型芯的形状、尺寸应能保证制件的成形精度。
(2)型芯尽可能制成整体,上面的镶件尽可能少。
(3)型芯的结构应尽可能便于加工,以便于控制型芯精度。
(4)侧型芯滑块的间隙要小,表面粗糙度值要低,滑动灵活。
(5)侧型芯上的斜导柱孔轴心线与设计的斜导柱轴心线倾斜要一致,且孔口要倒圆角,便于斜导柱导入。
(6)侧型芯滑块的滑动部分的形状要便于加工和磨损后的维护。
图6-6模具的型芯结构
6.2.5导向零件的设计
为了保证型腔与型芯在连续注射生产过程中相对位置的准确,保证制件壁厚均匀符合制件图样要求,动定模之间必须
 升级会员
升级会员 