除铁器检修工艺规程Word文档下载推荐.docx
《除铁器检修工艺规程Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《除铁器检修工艺规程Word文档下载推荐.docx(4页珍藏版)》请在冰豆网上搜索。
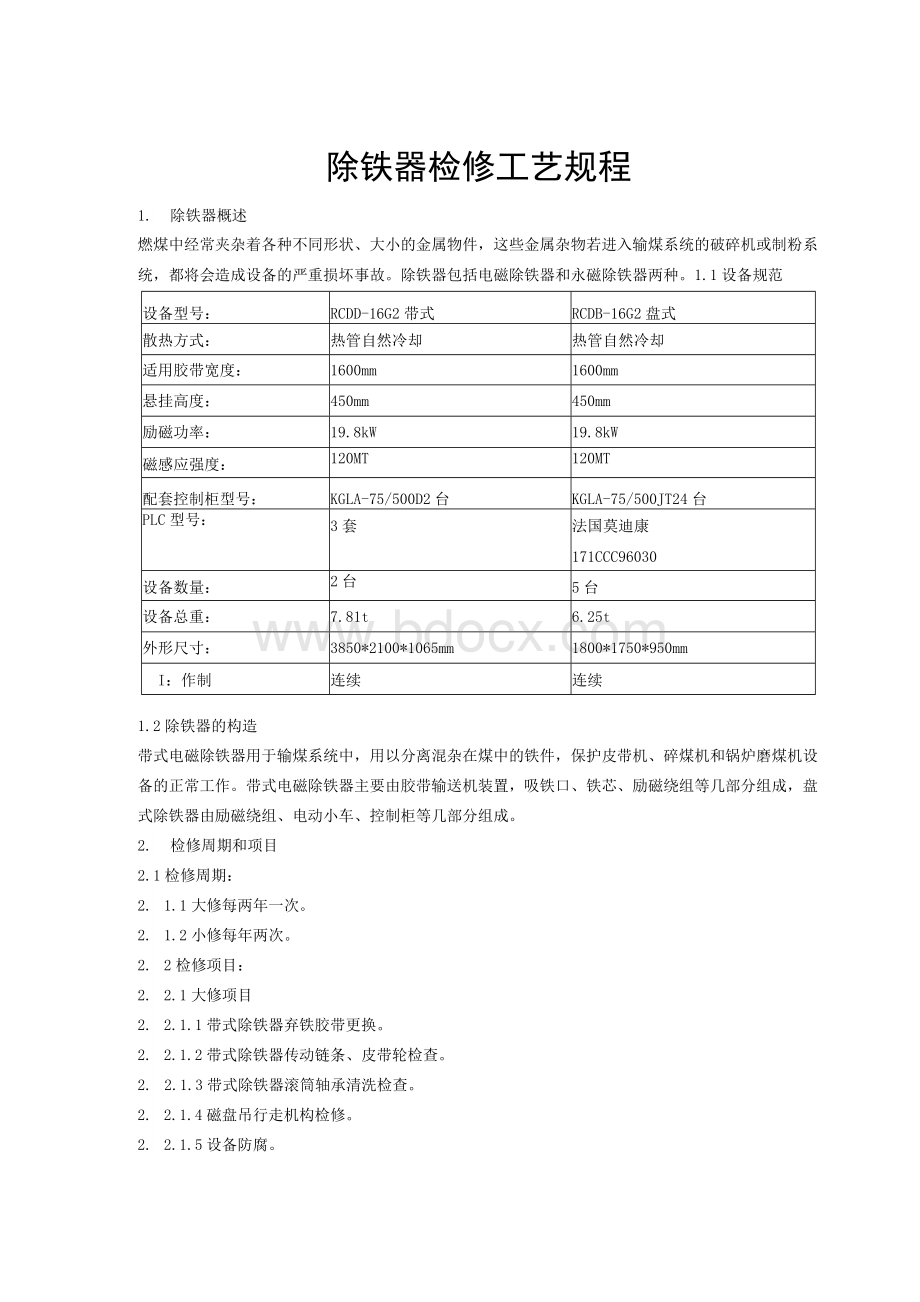
励磁功率:
19.8kW
磁感应强度:
120MT
配套控制柜型号:
KGLA-75/500D2台
KGLA-75/500JT24台
PLC型号:
3套
法国莫迪康
171CCC96030
设备数量:
2台
5台
设备总重:
7.81t
6.25t
外形尺寸:
3850*2100*1065mm
1800*1750*950mm
I:
作制
连续
1.2除铁器的构造
带式电磁除铁器用于输煤系统中,用以分离混杂在煤中的铁件,保护皮带机、碎煤机和锅炉磨煤机设备的正常工作。
带式电磁除铁器主要由胶带输送机装置,吸铁口、铁芯、励磁绕组等几部分组成,盘式除铁器由励磁绕组、电动小车、控制柜等几部分组成。
2.检修周期和项目
2.1检修周期:
2.1.1大修每两年一次。
2.1.2小修每年两次。
2.2检修项目:
2.2.1大修项目
2.2.1.1带式除铁器弃铁胶带更换。
2.2.1.2带式除铁器传动链条、皮带轮检查。
2.2.1.3带式除铁器滚筒轴承清洗检查。
2.2.1.4磁盘吊行走机构检修。
2.2.1.5设备防腐。
2.2.2小修项目
2.2.2.1轴承检查加油。
2.2.2.2传动链条检查。
2.2.2.3传动三角带检查。
2.2.2.4磁盘吊行走机构加油。
3.日常维护
3.1施工前的联系及准备工作
3.1.1检查设备,明确所要检修的设备、项目。
3.1.2办理工作票。
3.1.3检修负责人应仔细检查,各种所需工具、材料、备件和防火设施已准备好,具备此条件后方可开工。
3.2带式除铁器的日常检修
3.2.1弃铁皮带更换。
3.2.1.1首先将弃铁胶带接口转至上方。
3.2.1.2用卡子将胶带两端固定。
3.2.1.3卸连接胶带的皮带螺栓。
3.2.1.4将胶带从除铁器上拆下,并放到地面上。
3.2.1.5检查胶带有无裂纹和老化磨损等缺陷。
胶带如有裂纹和老化等损坏现象,应立即更换。
3.2.1.6检查胶带接口螺栓孔有无破损、裂开现象。
3.2.1.7用冷粘法胶接胶带裂纹和修补胶面。
3.2.1.8胶带调整。
装上弃铁皮带后,再调整其松驰垂度,安装驰度小于70mm,即不可打滑也不可过紧,以防胶带寿命降低。
3.2.2滚筒检修
3.2.2.1卸下传动三角带和传动链条。
检查传动三角带及带轮的磨损情况,带轮在传动滚筒轴端固定良好,不得有松动、瓢偏现象;
检查大、小链轮的磨损情况,更换磨损严重的链轮;
检查传动链条的磨损情况,链销不得有松动、轴窜现象。
3.2.2.2用钢丝绳扣将滚筒系好并用吊车吊住。
3.2.2.3松开轴承座与机架连接螺栓。
3.2.2.4用吊车将滚筒吊至检修位置。
3.2.2.5用三角拉子将传动滚筒上皮带轮取下。
3.2.2.6用铜棒再将传动链轮轻轻敲出。
3.2.2.7拆卸两端轴承座端盖螺栓,卸下端盖及轴承座。
3.2.2.8清洗检查轴承,检查轴承滚动体及保持架有无损坏。
3.2.2.9检查轴承内套与轴有无松动现象,检查轴承滚动体、保持架有无损坏,发现问题立刻更换新轴承,清洗轴承,并加注足够量的润滑脂。
3.2.2.10检查轴与滚筒有无松动现象,轴上键槽有无损坏如有损坏应立即修复。
3.2.2.11检查轴配合部位是否有磨损。
如有磨损应采用刷镀和镶套的方法进行修复。
皮带轮与轴配合公差为H7o
3.2.2.12滚简检查。
滚筒厚度磨损量不得超过原厚度的2/3,组装后应转动灵活,无卡涩现象。
3.2.3设备回装
3.2.3.1滚筒轴承座回装。
3.2.3.2皮带轮回装。
3.2.3.3主、从动滚筒就位安装。
3.2.3.4弃铁皮带安装。
3.2.3.5弃铁皮带张紧调整。
3.2.3.6安装传动三角带及链条。
3.2.4悬吊拉杆检查,悬吊拉杆卸扣紧固良好,拉杆无弯曲变形和明显的径缩现象。
3.2.5护罩及护网检查,护罩及护网完整,警示标志齐全,符合安健环要求。
3.2.6试运。
弃铁皮带跑偏,可调整从动滚筒(拉紧滚简的螺栓)o各部分螺栓、螺母应紧固、无松动现象。
手动盘车各滚筒转动灵活。
弃铁皮带应无跑偏现象(如有跑偏现象应进行调整)。
轴承温度不大于70°
Co
3.3磁盘吊检修
3.3.1行走装置检修
3.3.1.1拆卸电动机。
3.3.1.2清洗检查传动齿轮磨损情况。
齿轮磨损量超过原齿厚的1/3,则应更换。
3.3.1.3检查行走轮轮缘及轮体磨损情况。
轮缘磨损量超过原厚度的1/4应进行更换。
3.3.1.4用挡圈钳拆卸行走内圈上的孔用挡圈,取下密封端盖。
3.3.1.5清洗检查轴承有无损坏或缺油现象。
3.3.1.6检查行走轮与轴承内套配合情况。
各部位的配合情况应良好,不得有松动现象,行走轮加油。
3.3.1.7回装密封端盖及挡圈,回装电机。
3.3.2行走轨道检查
3.3.2.1检查轨道有无裂纹,开焊或腐蚀、下沉现象。
3.3.2.2用水平尺测量并进行调整。
轨道接头处垂直和水平方向不得超过1mm,轨道及行走轮接触表而应平整,不应有凹凸不平,或留有油污现象。
3.3.3设备回装
3.3.3.1将行走装置按照拆卸顺序回装到轨道上,并在传动齿轮而上均匀涂上一层润滑油o安装后车轮与轨道立肋板间留有2-3mmo
3.3.3.2连接行走装置与电磁铁之间悬吊铁链。
3.3.3.3松开并卸掉手拉葫芦,行走装置电机接线。
3.3.4设备试运。
行走装置行走时无卡阻及啃轨现象。
4.常见故障及消除方法
故障名称
原因
排除方法
电动机、减速机温升高、声音异常
1.电动机过载或轴承损坏。
2.减速机箱内轴承损坏。
3.减速机润滑油位低。
1.检查弃铁皮带是否被杂物卡住,如轴承损坏需要更换轴承。
2.更换减速机轴承。
3.减速机润滑油补充。
弃铁胶带跑偏
1.弃铁胶带接头不正。
2.主从动滚筒不正。
1.重新更换弃铁皮带。
2.调整从动滚筒(拉紧滚筒的螺栓)
 升级会员
升级会员 