谈谈如何提高热镀锌零部件表面质量 1012.docx
《谈谈如何提高热镀锌零部件表面质量 1012.docx》由会员分享,可在线阅读,更多相关《谈谈如何提高热镀锌零部件表面质量 1012.docx(12页珍藏版)》请在冰豆网上搜索。
谈谈如何提高热镀锌零部件表面质量1012
谈谈如何提高热镀锌零部件表面质量
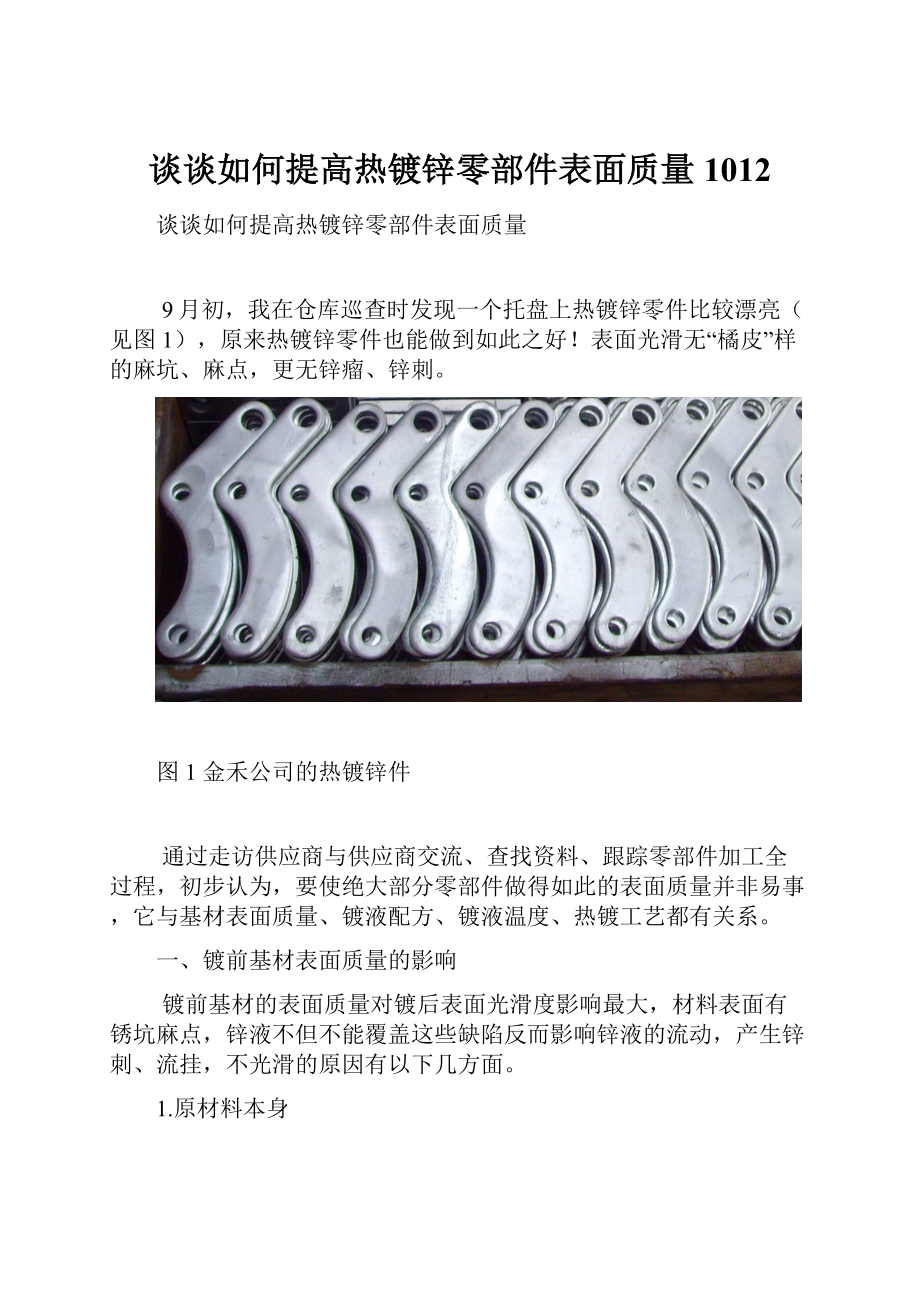
9月初,我在仓库巡查时发现一个托盘上热镀锌零件比较漂亮(见图1),原来热镀锌零件也能做到如此之好!
表面光滑无“橘皮”样的麻坑、麻点,更无锌瘤、锌刺。
图1金禾公司的热镀锌件
通过走访供应商与供应商交流、查找资料、跟踪零部件加工全过程,初步认为,要使绝大部分零部件做得如此的表面质量并非易事,它与基材表面质量、镀液配方、镀液温度、热镀工艺都有关系。
一、镀前基材表面质量的影响
镀前基材的表面质量对镀后表面光滑度影响最大,材料表面有锈坑麻点,锌液不但不能覆盖这些缺陷反而影响锌液的流动,产生锌刺、流挂,不光滑的原因有以下几方面。
1.原材料本身
隔离开关的热镀锌零部件,大部分是表面不加工的板材和型材(方钢、槽钢、角钢)。
我们使用的基本上都是热轧材料,表面都有一层在轧制时因高温产生的氧化皮,氧化皮脱落后将留下斑点。
槽钢就属于这种类型,镀后表面不光滑是无法避免的,除非进行抛光。
材料存放时间过长或露天存放,表面锈蚀,麻点更严重,应避免采用这种材料。
2.旧船板
旧船板因价格便宜得到广泛应用,但不加工的表面镀后麻点十分严重(见图2),根据资料介绍,材料中元素对镀锌层有影响,化
验后得知,船板相当于15#钢,对热镀锌质量没有影响。
通过了解,
旧船板原来都有一层漆,用抛丸的工艺将油漆去除,表面却留下麻坑(见图3)。
图2我公司用旧船板加工的连锁件
图3我公司用旧船板加工的连锁件(镀前抛丸后)
3.加工面
仿形气割端面、剪切断面、冲压端面如果不经过再次加工热镀后的效果也不理想(如图4)。
图4仿形切割端面
二、抛丸的影响
有人认为镀前工件必须经过抛丸,镀后才漂亮。
其实抛丸有利有弊,对焊接件抛丸能去除死角里的焊渣,抛丸能去除轻微的加工毛刺,这是有利的一面,但抛丸不能去除切割、剪切后的硬毛刺,抛丸能使表面粗糙,不利于镀液流动,易产生麻点,镀后表面不光滑,这是弊端,选择工件是否抛丸应权衡利弊。
图1的工件未抛丸表面也很光滑。
旧船板镀后为什么表面粗糙?
就是因为在除锈时采用抛丸工艺,而且钢丸为1mm左右,因此麻坑大。
即使选择抛丸也应采用小钢丸(0.4mm)。
图5是同一种工件经过抛丸和镀后的照片,镀不好抛丸也没用。
图5抛丸件镀前、镀后对比
图6是同一种经过抛丸和不抛丸的钢板,热镀锌后效果无明显差别见图7。
其实,抛丸是除锈工艺的一种,除锈更多的是采用酸洗。
图6钢板试样镀前
图7钢板试样镀后
三、热镀锌过程的影响
要获得较好的镀层质量,还取决于锌的质量、镀液的温度、浸锌的时间、镀件从镀锌锅中提出时的提升速度等。
除锌的质量外,其余条件都由操作工控制,主要是凭操作工的经验和责任心,又由于工作条件比较恶劣,小件都是手工操作,所以镀层的质量波动比较大。
图1的工件除基材光滑外,以上几个方面都把握得比较好,才得到较满意的镀层。
各个热镀锌厂家的热镀锌工艺路线基本差不多,酸洗除锈、浸助镀剂、浸镀、工件出槽后抖动(减少流挂)、浸钝化剂,还有一方面对表面质量影响较大,就是镀件刚出槽的处理方式。
图8是由诚信公司热镀的钢管,钢管出槽后用毛刷刷过(出光),表面就光滑,图9也是由诚信公司热镀的钢管,钢管出槽后按正常抖动方式处理,没有刷过,表面就粗糙,据了解其他热镀锌厂家都没有此工艺。
图8钢管表面光滑(镀后出光)
图5钢管表面粗糙
图9钢管表面粗糙(镀后未出光)
四、如何提高热镀锌零部件的表面质量
上文分析了影响热镀锌质量的主要因素,提高热镀锌的质量就需要从这几方面着手。
今年9月份以来,我们对热镀锌质量重点进行了关注,与零部件供应商进行了多次沟通,重申了我们对热镀锌质量的要求,加强了对进厂零部件表面质量的检验,通过与供应商的共同努力,大部分零部件的表面质量有了明显提高,已基本做到进库的零部件基本上无毛刺、无锌瘤锌刺、无油污黑斑等,但表面光滑还没有做到,因为这与基材有直接的关系,因此,离精品化零部件的距离还很远,本人认为还需要做以下工作。
1.提出对旧船板表面质量的要求
旧船板是优质碳素钢,材质没有问题,但表面有油漆、有的锈蚀很严重(如图10),镀后状况见图11。
以前我公司对旧船板的质量没有任何要求(如果有要求也没有执行),因此镀后质量无法保证。
建议制定旧船板的质量标准(或在有关标准中增加此内容),包括材质、表面质量(允许的缺陷)、油漆的去除方法(规定不能用粗粒抛丸)等等。
如果没有符合要求的旧船板,宁可不用(或表面进行加工)。
出口的产品不能用旧船板!
此要求适用于零部件供应商。
图10腐蚀严重的旧船板
表面状况好的旧船板
图11腐蚀严重旧船板的镀后状况
2.加工断面的粗糙度也应考核
气割、剪切、冲压的加工断面比较粗糙(如图12),图纸上一般都标有Ra=25,实际上大部分都超过此值,都没有再加工或打磨,在制定工艺路线时要增加此工序,检验员要检验,特别是产品外露零部件的断面要控制粗糙度。
图12剪切断面镀后状况
3.加强对检验员的培训与考核
在每张热镀锌零部件图纸的技术要求中都有“热镀锌应满足Q/SJ4304《钢铁制品热浸镀锌层订货技术规范》”的条款,该规范中对热镀锌的质量都有详细描述,但对外观的检查往往被忽视,也许有些检验员还不知道要检查外观,也许新来检验员没有学习该规范,这就要求对检验员进行培训,将外观检查提到与尺寸检查同样重要的位置。
同时对检验员的工作质量要进行考核,本文中图8、图9都是诚信公司加工的钢管,却是两种完全不同外观质量,现在都作为合格品进了库,这说明检验员对外观没有检查。
4.加强对供应商的考核力度
对外观不合格的零部件供应商要进行考核,计算合格率、扣款直至退货,并限期整改。
五、结束语
北京ABB公司的客人来我公司考察时看到我们装配线上的热镀锌零部件时说,在他们公司这些零部件都不合格,据了解他们也在国内加工。
我在周边热镀锌厂看到,他们有出口的零部件在镀,外观也很漂亮(见图13)。
关键是我们没有要求或要求太低!
现在看来,热镀锌的表面质量关键在镀前的零部件质量,这就要求用好的材料、增加打磨修整工序,这就涉及到增加成本的问题,公司领导应权衡利弊作出选择,同时各个部门应通力合作,行使好各自职能,将我们的零部件质量再提高一个档次,努力赶超ABB!
张建
2010-12-5
图13其他公司的产品(外商要求此颜色)
 升级会员
升级会员 