酱油的危害分析表和HACCP表.doc
《酱油的危害分析表和HACCP表.doc》由会员分享,可在线阅读,更多相关《酱油的危害分析表和HACCP表.doc(12页珍藏版)》请在冰豆网上搜索。
第二组:
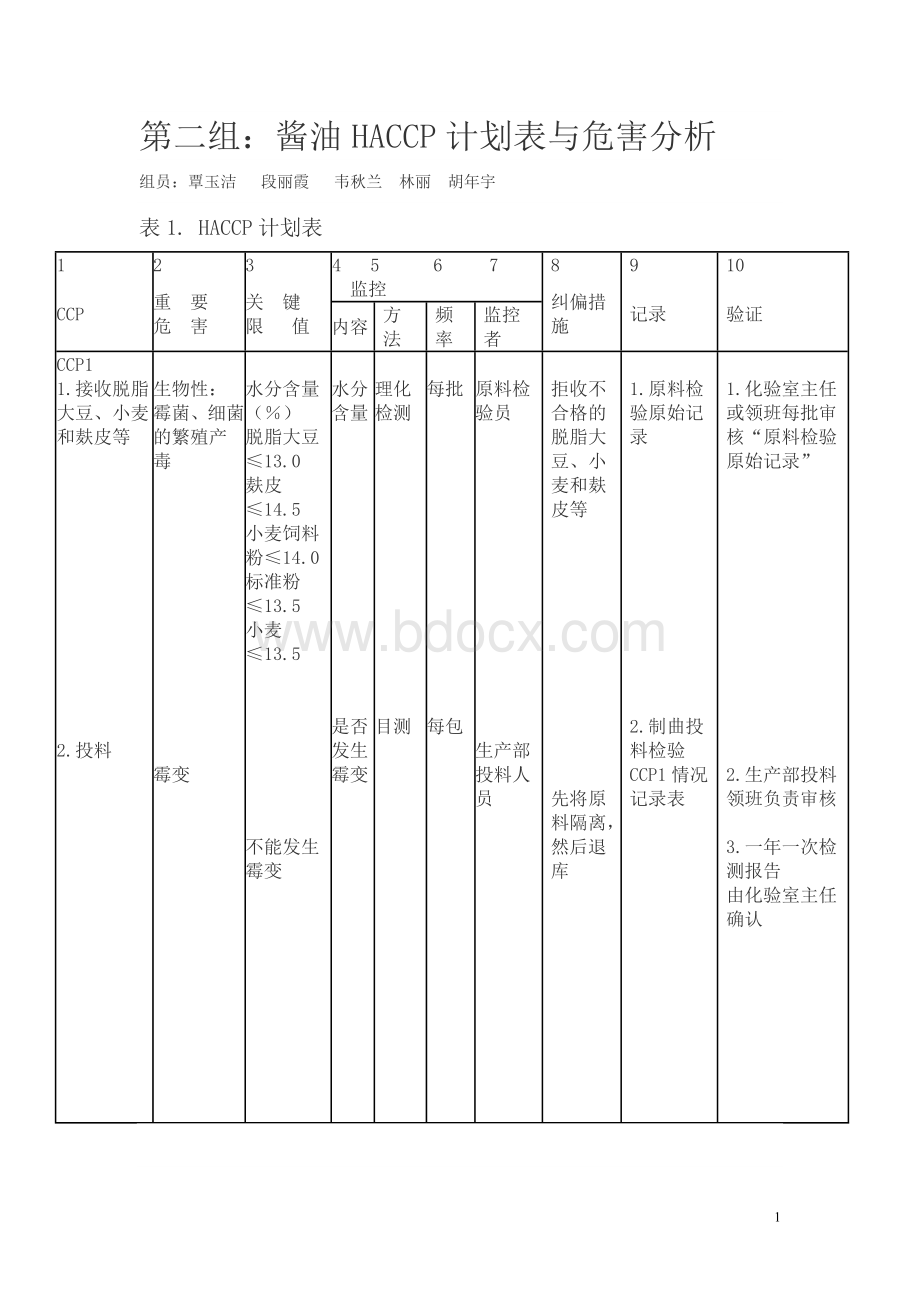
酱油HACCP计划表与危害分析
组员:
覃玉洁段丽霞韦秋兰林丽胡年宇
表1.HACCP计划表
1
2
3
4
5
6
7
8
9
10
CCP
重 要
危 害
关 键
限 值
监控
纠偏措施
记录
验证
内容
方法
频率
监控者
CCP1
1.接收脱脂大豆、小麦和麸皮等
2.投料
生物性:
霉菌、细菌的繁殖产毒
霉变
水分含量(%)
脱脂大豆≤13.0
麸皮≤14.5
小麦饲料粉≤14.0
标准粉≤13.5
小麦≤13.5
不能发生霉变
水分含量
是否发生霉变
理化检测
目测
每批
每包
原料检验员
生产部投料人员
拒收不合格的脱脂大豆、小麦和麸皮等
先将原料隔离,然后退库
1.原料检验原始记录
2.制曲投料检验CCP1情况记录表
1.化验室主任或领班每批审核“原料检验原始记录”
2.生产部投料领班负责审核
3.一年一次检测报告
由化验室主任确认
1
2
3
4
5
6
7
8
9
10
CCP
重 要
危 害
关 键
限 值
监控
纠偏措施
记录
验证
内容
方法
频率
监控者
CCP2
1.灭菌
生物性:
有害酵母和部分霉菌、细菌的繁殖
1.普通红酱油
灭菌温度:
≥80℃
保温温度:
≥70℃
保温时间:
≥0.5hr
2.高稀
灭菌温度:
≥120℃
冷却温度:
40-60℃
温度
时间
灭菌温度和保温温度监测
保温时间监测
温度监测
实时观察每2小时记录一次
每桶
实时观测
每2小时记录一次
灭菌操作工
灭菌温度
<80℃,保温时间延长至1hr以上
保温温度
<70℃,对该批产品进行评估后方能进入配兑
保温时间不足:
延长保温时间
(具体可参考“灭菌CCP)
重新灭菌
灭菌CCP2情况记录表
纠偏与预防措施处理单
生产部主任或值班领班每班审核“灭菌CCP2情况记录表”与“纠偏与预防措施处理单”
定期对温度表进行校正
1
2
3
4
5
6
7
8
9
10
CCP
重 要
危 害
关 键
限 值
监控
纠偏措施
记录
验证
内容
方法
频率
监控者
CCP2
2. 二次灭菌(PE瓶/桶装产品)
生物性:
有害酵母和部分霉菌繁殖
灭菌温度:
≥85℃
黄豆生抽灭菌温度:
≥70℃
出口温度:
50-70℃
温度
温度监测
实时观察每2小时记录一次
灭菌操作工
<85℃或黄豆生抽<70℃,调节蒸汽,该批产品待化验结果出来后方能进行灌装。
调节水量
(具体参考“黄豆酱油二次灭菌CCP2)
黄豆酱油二次灭菌CCP2情况记录表
纠偏与预防措施处理单
生产部主任或值班领班每班审核“黄豆酱油二次灭菌CCP2情况记录表”与“纠偏与预防措施处理单”
定期对温度表进行校正
1
2
3
4
5
6
7
8
9
10
CCP
重 要
危 害
关 键
限 值
监控
纠偏措施
记录
验证
内容
方法
频率
监控者
CCP4
1.空瓶
2.灌装
物理性:
有异物
过滤网损坏
无异物
无损坏
空瓶包装袋;空瓶
过滤网
空瓶倒置或目视检查
拆卸检查
实时检查
连续生产每周一至二次;非连续生产按SSOP的规定操作
搬运工,灌装工
领班
报废或退供应商
清洗或更换
并对产品进行危害评估
产品包装目视检查表
过滤网检查清洗记录表
包装部主任或领班每周审核产品包装目视检查表
包装部主任每周审核过滤网检查记录表
1
2
3
4
5
6
7
8
9
10
CCP
重 要
危 害
关 键
限 值
监控
纠偏措施
记录
验证
内容
方法
频率
监控者
CCP5
防腐剂添加
化学性:
防腐剂的添加量超出国家限量标准
防腐剂添加时没有充分混和均匀
严格按照配方要求添加防腐剂。
空气泵压力≥0.2Mpa
搅拌时间≥30min
酱油重量
防腐剂添加配比
防腐剂添加量
压力
时间
标尺检测
配方要求的配比
计算防腐剂的添加量,核实防腐剂的实际添加量
压力监测
时间控制
每批
每批
每批
实时检查
每批
配兑操作工
配兑操作工
配兑操作工
配兑操作工
配兑操作工
防腐剂添加量不符合配方要求的,重新调节防腐剂量至到符合配方要求为止
调节空气阀到规定压力后,补足翻气时间。
防腐剂添加记录CCP5和验证记录
每批防腐剂添加前由领班验证,确认后方可进行添加操作
每周由生产主管对该记录审核
定期对电子称、压力表进行校正
表2.危害分析工作表
配料/加工步骤
潜在危害(本步引入、增加或减少的
显著性
(是/否)
判断依据
预防措施
关键控制点
(是/否)
接收脱脂大豆、麸皮、小麦、小麦粉等
生物性:
霉菌等有害微生物
是
原料水分含量过高,致使霉菌生长
每批检测脱脂大豆、麸皮的水分,拒收不合格的脱脂大豆。
是
化学性:
农药残留
铅、砷等重金属超标
黄曲霉毒素B1
否
农作物在种植时过量使用农药,造成农药残留和铅,砷等重金属超标,在适宜条件下霉菌产生黄曲霉毒素B1。
供应商提供承诺书保证农残、重金属和黄曲霉毒素B1符合标准及产品合格证,并且每年验证一次。
否
物理性:
石头、金属碎屑等
否
在收割、运输过程中带入
通过筛滤等措施予以去除
否
接收食用盐
生物性:
有害微生物
否
食用盐本身的理化性质对于病原体有较好的抑制作用。
向供应商索要产品合格证,后面一系列加热灭菌过程可以消除病原体
否
化学性:
铅、砷等有害重金属超标。
否
食用盐有国家专卖,向有资质的盐业公司购买食用盐
告向供应商索要产品合格证,定期验证。
否
物理性:
石头等
否
在生产、运输过程中带入
通过筛滤等措施予以除去
否
生产用水
生物性:
细菌,大肠菌群超标
否
由自来水厂,供水符合生活饮用水卫生标准,通过ssop进行控制
否
化学性:
游离余氯、重金属等有害化学物质超标
否
由自来水厂,供水符合生活饮用水卫生标准,通过ssop进行控制
否
物理性:
放射性等有害物质超标
否
由自来水厂,供水符合生活饮用水卫生标准,通过ssop进行控制
否
配料/加工步骤
潜在危害(本步引入、增加或减少的
显著性
(是/否)
判断依据
预防措施
关键控制点
(是/否)
接收其他辅料及食品添加剂(白砂糖、谷氨酸钠、焦糖色和防腐剂等)
生物性:
病原体
否
有些辅料、食品添加剂本身对病原体有抑制作用。
后道有灭菌过程可以杀灭病原体
否
化学性:
铅、砷等重金属超标。
否
选择合格供应商的产品,在酱油中的添加量有限,不会造成最终产品中重金属超标。
供应商提供承诺书保证重金属的含量符合标准及产品合格证,并且每年验证一次。
否
物理性:
无
否
辅料生产过程中引入。
通过筛滤等措施予以除去
否
接收直接接触食品的包装材料
生物性:
细菌、酵母等
否
包装材料在高温下成型且一次性使用,由在贮存、运输过程中有被污染的可能。
严格按照包装物的验收程序执行,禁用受污染或外包装破损的包装物
否
化学性:
包装材料中含有毒有害物质;
否
选择使用食品级原料生产的包装材料,每年提供包装材料检验报告、
否
物理性:
塑料、玻璃遍角等异物残留
是
包装材料生产过程中的杂质
严格按照包装物的验收程序执行,灌装是倒置并检查。
是
原辅料、食品添加剂和包装材料的储存
生物性:
有害微生物的生长和污染
否
控制仓库的环境,由GMP、SSOP进行控制。
否
化学性:
各种原料与食品添加剂的交叉污染
否
食品添加剂与于其他原辅料混杂存放会造成交叉污染。
原料、辅料、食品添加剂分区堆放。
否
物理性:
仓库内玻璃制品的碎片
否
由GMP、SSOP进行控制
否
配料/加工步骤
潜在危害(本步引入、增加或减少的
显著性
(是/否)
判断依据
预防措施
关键控制点
(是/否)
菌种的使用和管理
生物性:
菌种变异
米曲霉以外的其他杂菌污染
否
菌种在长期的使用过程中发生变异,菌种管理不当造成杂菌污染
按照生产部菌种使用情况定期进行菌种纯化筛选;严格执行菌种管理的有关规定,做好无菌操作
否
化学性:
霉菌毒素等
否
污染了米曲霉以外的其他杂菌在适宜的条件下产生
控制菌种的保存条件
否
物理性:
无
否
否
投料
生物性;无
否
否
化学性:
黄曲霉毒素
是
霉变的原料可能在一定条件下产生黄曲霉毒素。
投料过程中挑出霉变结块的原料、
是
物理性:
石头、玻璃
否
原料生产、存储过程中的带入石头、玻璃等杂质。
后道有过滤过程可去除。
否
润水
生物性:
无
否
否
化学性:
无
否
否
物理性:
无
否
否
蒸料
生物性:
病原体和杂菌的繁殖
否
加热可以杀灭原料中存在的部分微生物
严格控制蒸料的温度、时间和压力
否
化学性:
无
否
否
物理性:
无
否
否
下料
生物性:
病原体和杂菌的污染
 升级会员
升级会员 