武藏点胶机编程-MPP-1操作.docx
《武藏点胶机编程-MPP-1操作.docx》由会员分享,可在线阅读,更多相关《武藏点胶机编程-MPP-1操作.docx(15页珍藏版)》请在冰豆网上搜索。
武藏300DS编程
300DS机器人
一、菜单讲解
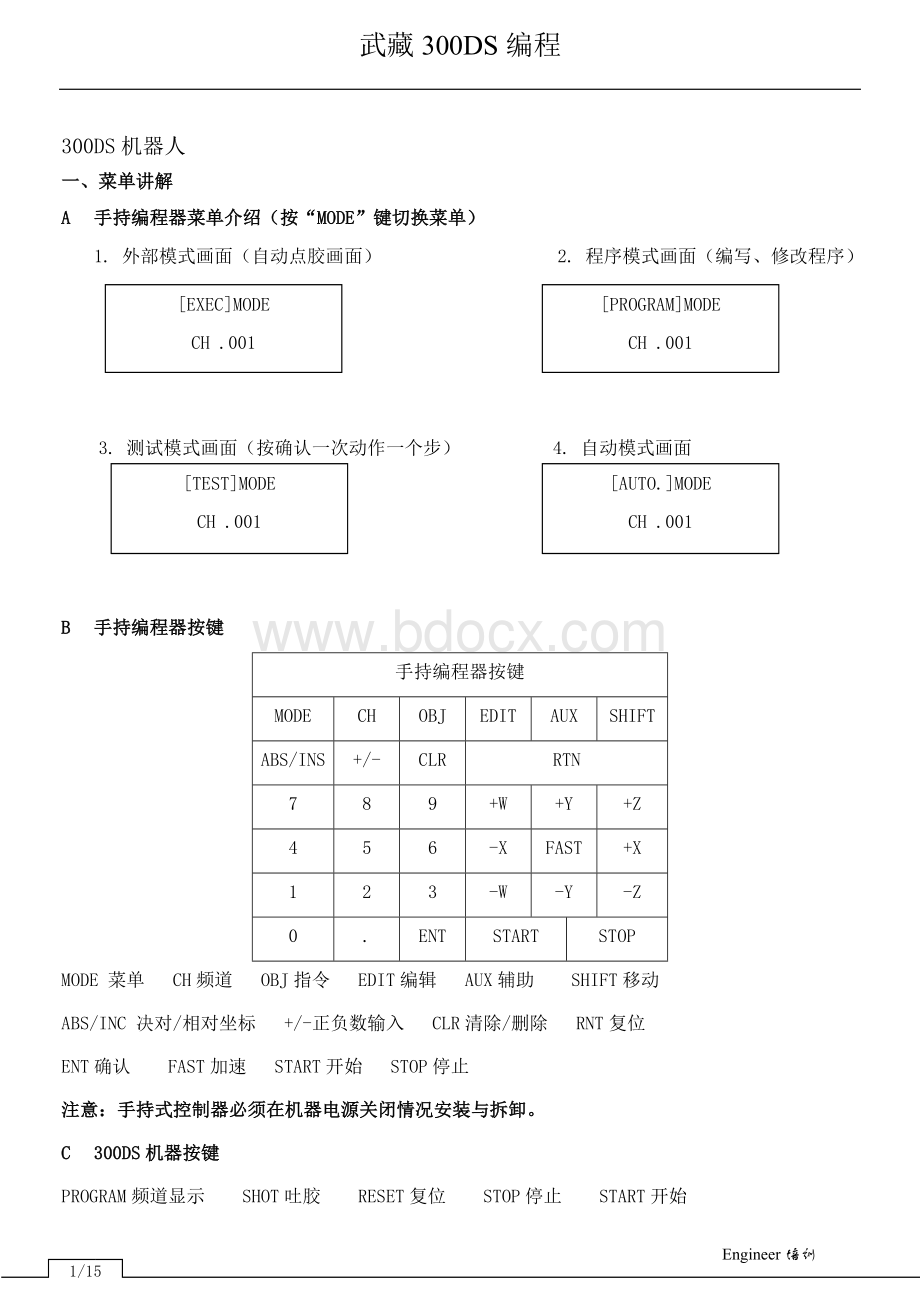
A手持编程器菜单介绍(按“MODE”键切换菜单)
1.外部模式画面(自动点胶画面)2.程序模式画面(编写、修改程序)
[PROGRAM]MODE
CH.001
SETP0001
[EXEC]MODE
CH.001
SETP0001
[TEST]MODE
CH.001
SETP0001
[AUTO.]MODE
CH.001
SETP0001
3.测试模式画面(按确认一次动作一个步)4.自动模式画面
B手持编程器按键
手持编程器按键
MODE
CH
OBJ
EDIT
AUX
SHIFT
ABS/INS
+/-
CLR
RTN
7
8
9
+W
+Y
+Z
4
5
6
-X
FAST
+X
1
2
3
-W
-Y
-Z
0
.
ENT
START
STOP
MODE菜单CH频道OBJ指令EDIT编辑AUX辅助SHIFT移动
ABS/INC决对/相对坐标+/-正负数输入CLR清除/删除RNT复位
ENT确认FAST加速START开始STOP停止
注意:
手持式控制器必须在机器电源关闭情况安装与拆卸。
C300DS机器按键
PROGRAM频道显示SHOT吐胶RESET复位STOP停止START开始
切换频道时RESET复位指示灯需要是亮的不然无法切换。
二、程序编写
A.程序编写介绍
a)程序模式功能介绍
²程序模式画面下按“CH”键,进入“频道选择”窗口,如下:
PROGRAM
CH.000
STEP0001
²在“频道选择”画面内输入所需的频道,如“001”(代表001频道,本设备支持99个频道),然后按“ENT”键确认,进入“CH.001”的“步骤设置”画面。
其画面显示如下:
(编辑主程序时机器频道与主程序设置频道需相同)
CH.001[END]
STEP
0001
CH.001(001频道,按[END]到下一个步骤)
STEP(步骤)
0001(第几步,0001表示第1步)
²在“步骤设置”窗口按下“OBJ”键,进入“指令”窗口,可以在该窗口内选择本步骤所需要设置的指令进行设置。
²完成程序编辑后按“MODE”保存程序。
※程序有两种坐标系:
绝对坐标(ABS)相对坐标(INC)。
※在下面程序编写介绍中:
?
必须有参数输入,----必须删除,+可选择性输入参数。
b)现有程序点胶位置与高度修改
²按机械臂控制器上的“MODE”将画面切换到“TEST”按下机械臂控制器上的“START”机器会移动一步,按“START”直到针头下降到点胶位置。
观察针头在点胶材料的位置与高度,完成后按“RTN”复位。
坐标微调加减图
²按“MODE”切换回“PROGRAM”画面,按“CH”输入需修改频道,按“ENT”进行频道“SETP001”画面。
按上步观察结果增加或减少“X、Y”的绝对坐标,完成后按“ENT”进入“SETP002”画面。
按上步观察结果增加或减少“Z”的绝对坐标。
完成后按“ENT”进入“SETP003”时按“MODE”保存修改结果。
在回到b)步观察点胶位置,如果点胶位置不正或高度不良需重新调整。
如果点胶位置在材料中心高度良好,按“MODE”切换回“EXEC”画面。
(调整坐标方法:
在原坐标基础上加或减0.1后将新坐标输入到对应的坐标上)
CH.002[PTPMOTION]
STEPX=+0013.700
001Y=+0075.700
Z=+0000.000
ABSW=+-----.---
X、Y轴坐标修改画面
CH.002[PTPMOTION]
STEPX=+----.---
002Y=+----.---
Z=+0051.300
ABSW=+-----.---
Z轴坐标修改画面
c)程序编写时EDIT键应用
¤在程序编写画面时可用EDIT键对程序进行操作。
窗口,如下:
CH.001[EDITMODE]
STEP0:
SEARCHSTEP
00011:
INSERTSTEP
2:
DELETESTEP
3:
COPYCH.
1/24:
DELETECH.
0:
SEARCHSTEP搜索步骤
1:
INSERTSTEP插入步骤
2:
DELETESTEP删除步骤
3:
COPYCH.复制频道
4:
DELETECH.删除频道
B.OBJ程序编写指令
NO.
指令
内容
解说
0:
PTPMOTION
PTP移动
设定各轴移动距离的指令
0:
PTPMOTION
移动命令
移动X、Y、Z轴
1:
PTPSPEED
移动速度
变更X、Y、Z轴移动速度
2:
RETURN
原点回归命令
各轴原点回归动作命令
3:
SELECT.RTN
原点回归顺序指定命令
指定各轴原点回归的顺序
4:
RETURNW
W轴原点回归命令
5:
MATRIX
设置阵列
指定矩阵或网格中X.Y轴移动顺序和次数
1:
CPMOTION
画线指令
画线选择以下指令(线涂部)
0:
STRAIGHT1
基本画直线
画直线命令(指定终点坐标)4条线一个方形
1:
STRAIGHT2
2:
ELBOW
L字形画线
画直线(直角、夹角线)命令
3:
SQ.BRACKET
倒圆角线命令
直线倒圆角(方、矩形或直角、夹角倒圆角)命令
4:
SQUARE
5:
------
6:
ARC1
圆弧1
圆、圆弧命令(两点坐标指定、经过点和结束点坐标)
7:
ARC2
圆弧2
圆、圆弧命令(中心点和中心角指定方式)
8:
ARC3
圆弧3
圆、圆弧命令(半径与中心角指定方式)
9:
------
10:
SPLINE
画曲线
自由曲线
11:
3DARC
3维圆弧
三维圆弧、圆
2:
STEPTOOLS
步骤工具
0:
TIMER
时间
执行设定时间的命令
1:
REPEAT
重复命令
2:
JUMP
跳跃
3:
CALLCH.
调用(子)程序
4:
CALLSTEP
调用程序中某步
5:
STOP
暂停
自动运行停止命令
6:
BLANK
3:
I/OIN
端口输入
输入
0:
WAITIN
1:
WIT.INLAP
2:
INJUMP
条件跳跃
3:
TIM.INJMP
4:
BIN.INJUP
5:
BCDINJMP
4:
I/OOUT
OUTNO.:
27=1/0
输出开/关胶命令
C.PS8、3528、5050产品程序编辑。
编辑时几个参数需用修改。
各规格产品参数:
PS8:
P1:
22、P2:
12.7、N1:
2、N2:
10、第一片到第二片距离:
48.1
3528:
P1:
3.9、P2:
7.5、N1:
14、N2:
20、第一片到第二片距离:
24.3
5050:
P1:
8.5、P2:
9、N1:
8、N2:
16、第一片到第二片距离:
34.1
a)主程序编辑
程序名称
主程序(机械臂步进)
程序频道
001CH
步骤
命令
X
Y
Z
数据
注释
1
OBJ-0-0
PTPMOTION
?
?
----
ABS
/
移动针头到点胶起点位置上方
2
OBJ-0-0
PTPMOTION
----
----
?
ABS
/
针头下降到点胶高度(减去5毫米)
3
OBJ-0-5
MATRIX
/
/
/
+:
0
设定阵列
/
/
/
P1:
?
P1:
?
/
/
/
N1:
?
N1:
?
设定阵列OBJ-0-5操作如下:
(完成设置后按“END”到下一页)
CH.001[MATRIX]
STEPREV.=000.000
0003deg
CALLCH:
100
3/3
CH.001[MATRIX]
STEPP1=?
0003P2=?
N1=?
N2=?
2/3
CH.001[MATRIX]
STEPPATH:
+0
0003(-:
CW+:
CCW)
(0:
LINEARCYC)
(1:
STEPCYCLE)
1/3
1/3画面:
2/3画面:
0:
LINEARCYC表示矩阵是按直列连续运行方式的P1:
表示X轴间距
1:
STEPCYCLE表示矩阵是按并列断续运行方式的P2:
表示Y轴间距
-:
CW:
是按顺时针转动N1:
表示X行的次数(有多少排)
+:
CCW:
是按逆时针转动N2:
表示Y列的次数(有多少列)
3/3画面:
REV.:
表示设定夹具倾斜角度CALLCH.:
表示调用子程序
4
OBJ-0-0
PTPMOTION
?
/
/
INC
/
从第一片移动第二条距离
5
OBJ-2-1
REPEAT
/
/
/
3
2
从第3步开始复制,复制2次
6
OBJ-0-5
MATRIX
/
/
/
+:
0
设定阵列
/
/
/
P1:
?
P2:
?
/
/
/
N1:
?
N2:
?
7
OBJ-0-2
RETURN
/
/
/
/
/
点胶结束后回归原点
8
END
b)子程序编辑
程序名称
点胶程序(点胶)
程序频道
100CH
步进
命令
X
Y
Z
数据
注释
1
OBJ-3-2
INJUMP
冲胶信号
05
3
 升级会员
升级会员 