中频电源原理图及调试方法故障排除与实例.docx
《中频电源原理图及调试方法故障排除与实例.docx》由会员分享,可在线阅读,更多相关《中频电源原理图及调试方法故障排除与实例.docx(16页珍藏版)》请在冰豆网上搜索。
中频电源原理图及调试方法故障排除与实例
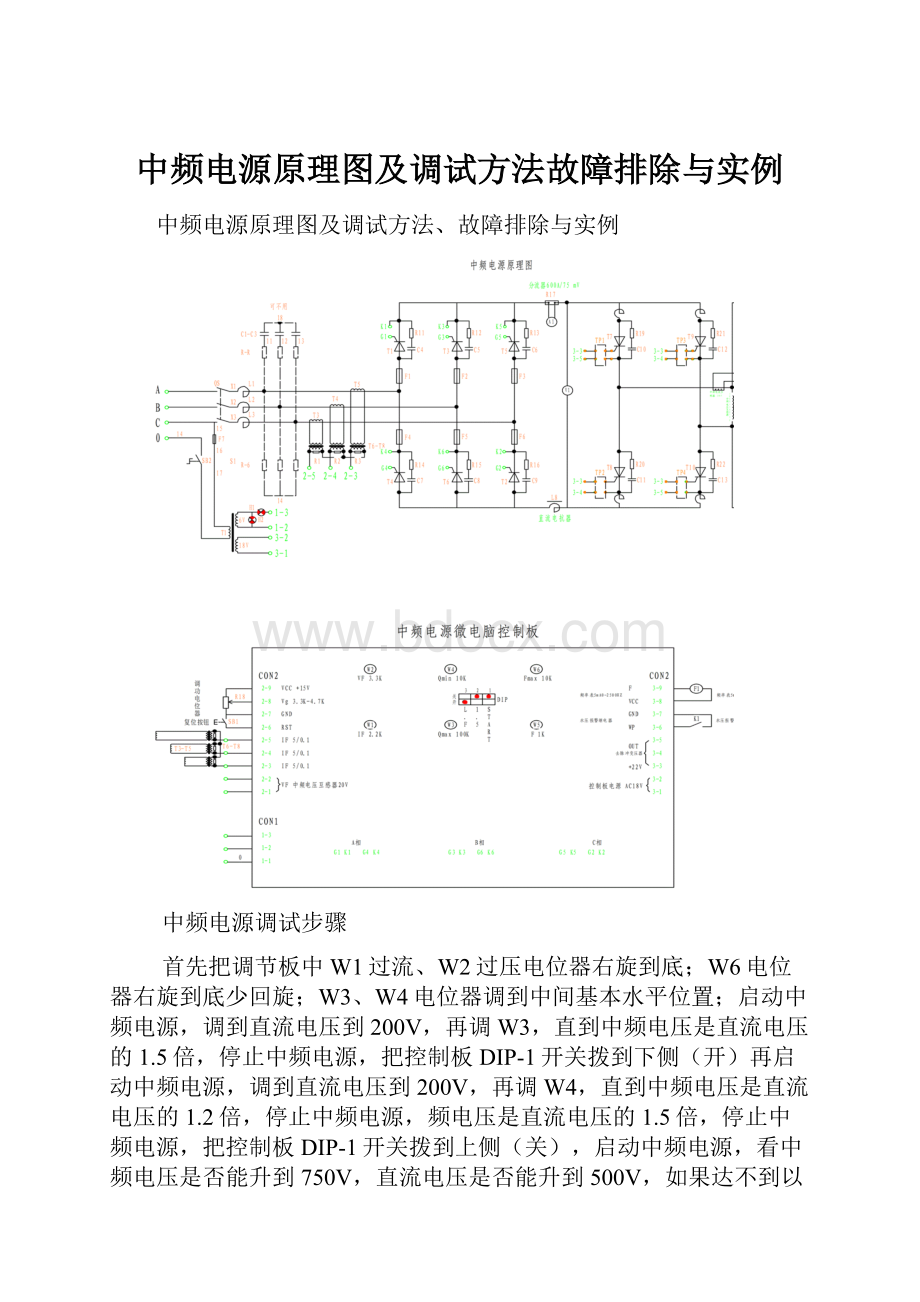
中频电源原理图及调试方法、故障排除与实例
中频电源调试步骤
首先把调节板中W1过流、W2过压电位器右旋到底;W6电位器右旋到底少回旋;W3、W4电位器调到中间基本水平位置;启动中频电源,调到直流电压到200V,再调W3,直到中频电压是直流电压的1.5倍,停止中频电源,把控制板DIP-1开关拨到下侧(开)再启动中频电源,调到直流电压到200V,再调W4,直到中频电压是直流电压的1.2倍,停止中频电源,频电压是直流电压的1.5倍,停止中频电源,把控制板DIP-1开关拨到上侧(关),启动中频电源,看中频电压是否能升到750V,直流电压是否能升到500V,如果达不到以上数值,可调节W2达到以上额定值;中频电压再调到200V,加料使电流升高,左旋W1电位器,使电流调至额定电流。
中频电源的故障排除与实例
1维修前的准备工作
a)维修时所需的工具有:
数字万用表或指针万用表、20M以上双踪示波器、500V摇表、25W电烙铁、螺丝刀、扳手等。
b)维修时所需的资料有:
设备有关电气图、说明书等技术资料。
c)维修前应先了解设备的故障现象,出现故障时所发生的情况,以及查看设备的记录资料。
d)备一些易损件和常用的元器件。
e)维修前有必要对设备进行一下全面检查,紧固所有连接线和端子,看一下有无出现发黑、打火、短接、虚接等。
2故障排除
初调的电源出现故障,整机启动失败,并伴随一定的现象,现说明如下:
A) 按下中频启动按钮,调节功率电位器,电源毫无反应或只有直流电压无中频电压,其原因可能是:
a.负载开路及感应器未接入;
b.逆变脉冲功率过小或无脉冲,逆变管未被触发;
c.整流电路发生故障,无整流输出。
B)按下中频启动按钮后,过流保护动作,整流拉入逆变状态。
对新安装的电源,应检查电压极性是否正确,逆变脉冲的极性是否正确,引前角是否太小。
对已运行的电源不存在极性问题,可以从以下几方面分析:
a. 晶闸管有无损坏,用万用表测量判断
b. 快熔是否损坏,若坏更换
c. 负载回路是否短路,负载过重
d. 引前角是否太小
e. 逆变脉冲是否有干扰,晶闸管特性是否变坏
f. 过流整定值是否有改变,重新整定
g. 电流反馈是否过大,反馈量过大也使振荡停止
h. 整流电路出故障,直流输出太低
i. 中频电源绝缘是否降低
j. 电压反馈信号是否断开
3故障排除实例
1)故障现象:
设备无法启动,启动时只有直流电流表有指示,直流电压、中频电压均无指示。
分析:
a.逆变触发脉冲有缺脉冲现象;
b.逆变晶闸管击穿;
c.电容器击穿;
d.负载有短路、接地现象;
e.中频信号取样回路有开路或短路现象。
2)故障现象:
启动困难,启动后中频电压高出直流电压一倍以上,且直流电流过大。
分析:
a. 逆变回路有一只晶闸管损坏;
b. 逆变可控硅有一只不导通,即“三条腿”工作;
c. 中频信号取样回路有开路或极性错误现象;
d. 逆变引前角移相电路出现故障;
3)故障现象:
启动困难,启动后直流电压,难以到达满负荷或难以接近满负荷,且电抗器震动大,声音沉闷。
分析:
e. 整流可控硅开路、击穿、软击穿或电参数性能下降
f. 缺少一组整流脉冲
g. 整流可控硅门极开路或短路
4)故障现象:
能够启动,但启动后马上停机,设备处于不断重复启动状态。
分析:
h. 引前角太小;
i. 负载振荡频率在它激频率的边缘
5)故障现象:
设备启动后,当功率升到一定值时,易过流保护,有时烧坏晶闸管原件,才重新启动,现象依然如故
分析:
j. 如果在刚启动后低电压下产生过流,则逆变引前角太小使可控硅不能可靠关断
k. 逆变晶闸管水冷套散热效果下降
l. 槽路连接导线有接触不良
6)故障现象:
设备启动时无任何反应,控制板上缺相等亮
分析:
快熔烧断
7)故障现象:
设备运行时直流电流已达到额定值,但直流电压和中频电压低。
分析:
8)故障现象:
设备运行时,直流电压和中频电压均已达到额定值,但直流电流小,功率低。
分析:
此现象刚好与7)故障现象相反,是由于负载阻抗高引起的
a. 负载补偿电容器的补偿量不足
b. 槽路连接节点接触电阻过大,清理灰
9)故障现象:
设备运行正常,直流电流指示偏高,如果将电流设在额定值,则电压太低,去功率表指示和电流电压表的指示相乘不一致
分析:
通常是分流器与接线的污垢和氧化层使接触电阻增大使分流器上产生的电压增高所致
10)故障现象:
设备运行正常,但停止后启动无任何反应,也无任何保护。
指示。
分析:
a. 中频启动开关损坏
b. 保护电路故障,通常是电路板上扫频电路集成块NE556有问题
c. 给定电路中,给定信号中断
11)故障现象:
频繁烧坏可控硅原件,更换后,又烧坏
分析:
可参考故障E)另外介绍如下:
a. 晶闸管在反向关断时,承受反向电压的瞬时毛刺电压过高,检查阻容吸收
b. 负载对地绝缘降低,及对地打火,或晶闸管两端形成高压
c. 脉冲触发回路故障,突然丢失触发脉冲造成晶闸管开路
d. 设备运行时负载开路
e. 设备运行时负载短路
f. 保护系统故障(保护失灵)
g. 晶闸管冷却水系统故障
h. 电抗器故障,造成逆变侧电流断续,因电抗器磁饱和和失去限流作用烧坏晶闸管
i. 换相电感电感量太大,或绝缘降低引起电流不稳定
12)故障现象:
启动设备时,当打开中频启动开关,主电路开关保护跳闸或过流保护
分析:
a. 功率调节旋钮在最高位置,瞬间电流冲击太大
b. 电流调节器故障,尤其是电流互感器损坏或接线开路,启动无电流反馈抑制,电流冲击太大
13) 故障现象:
中频变压器烧坏,更换后启动设备依旧烧坏
分析:
此现象一般发生在升压负载设备上,主要由于泄放电感虚接开路引起,升压方式两组电容电压不一致,放电时高电压放电慢,没放完又开始充电,就会在电容器上积累直流电荷,通过泄放电感释放,泄放电开路,就会通过中频变压器释放,由于中频变压器容量小,烧坏
14)故障现象:
在升压电路中泄放电感发热或烧坏
分析:
a. 泄放电感小
b. 逆变脉冲不对称
c. 逆变可控硅有一只烧坏的情况下运行,此时中频输出电压波形崎变,引起泄放电感流过的电流很大,引起发热或烧坏
15)故障现象:
设备能启动,启动成功好频率比原来高很多,有时不好启动
分析:
a. 负载线圈匝间有短路现象
b. 负载电容器柱子有开路
16)故障现象:
容易启动,但升压时电压容易过压,有时过压过流同时出现
分析:
a. 逆变引前角过大,造成逆变毛刺电压过高
b. 电源柜内部主回路有虚接、绝缘降低、打火现象
c. 负载线圈或电容器有虚接、绝缘降低、打火现象
d. 逆变晶闸管触发有问题,连线松动或门极开路
17)故障现象:
设备可用启动,但电压升不高,电抗器声音大,且沉闷,电压升起时不稳定,有时过流过压保护,有时烧坏可控硅,但整流好的
分析:
a. 电抗器电感量大,出现磁饱和,起不到滤波作用
b. 电抗器绝缘不好
此现象不是中频电源故障,而是由于负载阻抗过低引起的
a. 串联电容器有损坏的
b. 感应器有匝间短路现象
常见故障的处理
1.控制开关合上后,控制板上指示灯不亮。
此故障可能的原因有:
1)控制开关坏,用测电笔或万用表测量控制开关的进线及出线端是否带电或电压是否正常,若不正常,确认故障原因,并采取相应措施,使其电压正常。
2)电源变压器坏或者接线不牢靠,先紧固接线,如仍不完好,可断开变压器的一个接线端,用万用表测量变压器的线圈通断情况,如线圈断,则需更换电源变压器。
3)控制电源保险断,可用测电笔测量,确认后更换保险即可。
2.主回路空气开关合不上。
1)水压力低,水压继电器没有接通,应设法使水压正常。
2)空气开关失压保护线圈没有得电。
检查失压保护回路,排除出线路的故障,使线圈得电。
3)空气开关合上即跳。
主回路中可能有短路现象,应仔细检查,使短路故障消除,再送电工作。
或者是因为空气开关的脱扣电流整定不对,应重新整定。
3.静态直流电压不正常。
1)交流输入电压低。
2)整流输出缺相,检查控制板输出脉冲是否正常,可控硅控制极及阴极接线是否可靠,检查快熔是否正常。
3)主回路各连接点接触不良好。
4)整流可控硅坏。
4.设备不能启动。
1)逆变脉冲不正常。
2)逆变检查开关没有拨到自激档(工作位置)。
3)中频电容器上的电流互感器坏或者接线错误。
更换互感器的接线端,或者测量互感器的线圈通断情况。
4)中频变压器上的电压信号接线有误。
5)电压或电流信号的瓷盘电位器损坏或接线不可靠,应固定接线或检查电位器并修复。
6)控制板上的进线电阻(5W,470--600Ω)是否损坏。
7)检查电压、电流综合信号的完整线路是否有误。
8)中频电容有短路或有损坏。
9)感应圈有匝间短路或对地短路。
10)逆变桥回路有故障。
5.静态直流电压正常,加负载后电压不能上升。
1)限流调整值过低,此时设备应有“嗡嗡”地异常响声,可调整限流整定电位器,使其正常工作。
2)限压调整值过低,同上方法调整即可。
3)逆变桥中有一只可控硅击穿或不工作。
用示波器观察触发脉冲和可控硅两端波形,以便确认后采取相应的措施排除故障。
4)逆变桥中其它部位故障。
6.设备正常工作,电压突然降低,并有“嗡嗡”地异常声音。
1)整流桥中有一只可控硅击穿或不工作。
2)逆变桥中有一只可控硅击穿或不工作。
3)整流桥中有一只快熔损坏。
4)限压或限流发挥作用所致。
7.过压调整好后,调整限压整定电位器,过压保护动作。
此为正常现象,应把限压整定电位器调整到合适位置,按调试说明方法重新调整过压整定值,使其稳定工作。
8.工作时电压升到最大时,但电流较低,功率也较低。
1) 并联谐振电容器容值偏小,应增加电容器。
2) 可改变感应圈的匝数来改变电流。
3) 可改变炉衬的厚度来改变电流。
9.静态直流电压不能够全导通。
1) 相序错误,调整任意两相线路即可。
2) 调节功率电位器阻值不对。
3)保护电路一直处于动作状态。
其他说明:
a. 当发生故障停机后,先观察控制板上哪个故障灯亮,同时检查电源是否正常,kk,kp有无损坏,若没有再启动
b. 当发生故障或紧急情况时,应及时停止功率,待排除故障后方你能重新启动电源
感应电炉日常维修、检修项目
感应电炉的日常维护和检修工作是十分重要的。
它能及时发现各种隐患,避免重大事故并保证长期安全生产,促进铸件产量和质量的提高。
有关感应电炉的炉衬、感应线圈、可绕性导线(水冷电缆)、炉盖、液压系统、冷却系统、电器系统等维护检修内容见表(1、2、3、4)
感应电炉日常维修、检修项目 表1
检修项目
维护检修内容
检修时间
及次数
备 注
炉
衬
炉衬有否裂缝
观察坩埚内有否裂缝
冷炉每次启炉前
若裂缝宽度在2mm以下、如不深切屑等物不会嵌进裂缝时,则不必修补,仍可使用。
否则需要进行修补后才能使用
出液口的修补
观察侧壁炉衬和出液口交界处有否裂缝
出液时
若出现裂缝,进行修补
炉底及渣线部位炉衬的修补
观察炉底及渣线部位的炉衬有否局部蚀损
出液后
若有明显的蚀损需进行修补
感
应
线
圈
外观检查
a线圈表面有否附着异物
b顶紧线圈各装配螺栓有否松动
1次/日
1次/日
用车间压缩空气吹扫
拧紧螺栓
橡胶管
a橡胶管接口处有否漏水
b目测检查橡胶管有否割伤
1次/日
1次/周
线圈出口处冷却水温度
在额定金属熔液量、额定功率状况下,记录线圈各支路冷却水温度最大与最小值
1次/日
除尘
用车间压缩空气吹去线圈表面的尘屑和熔液飞溅物
1次/日
酸洗
感应器水管的酸洗
1次/1-2年
用5%的稀盐酸冲
可
绕
性
导
线
水冷电缆
a有否漏水
b检查电缆是否接触炉坑
c在额定功率下记录电缆出水温度
d为预防事故发生采取的预防措施
1次/日
1次/日
1次/周
1次/年
表2
可绕性导线
干式电缆
a清除绝缘胶木制的母线夹板上的尘埃
b检查悬挂汇流母线夹板有否折断
1次/日
1次/周
炉
盖
耐火浇灌料
目测检查炉盖里的耐火烧灌层厚度
1次/日
耐火浇灌料层厚度剩1/2时,则要重筑炉盖衬里
加润滑油
炉盖支点部分
1次/周
倾
动
油
缸
油缸上下部轴承及高压管
a轴承部分及高压管上有无金属熔液烫伤的痕迹
b油漏泄
1次/周
1次/月
观察油缸下面的支座有无油污,拆下压盖进行检查
油 缸
a密封部位有无漏泄现象
b异常声音
1次/日
1次/日
倾炉时,观察油缸体发出诸如敲击油缸之类声音时,多为轴承缺油
倾炉限位开关
a动作检查
用手按动限位开关,油泵应停止加载
b限位开关上有无溅着金属熔液
1次/周
1次/周
加润滑油
所有各加油口
1次/周
低
压
开
关
柜
刀开关接触器
a主触头的粗糙程度、磨损量
b检查辅助触头接触是否良好,是否磨损
c灭弧罩是否碳化
d除尘
e检查螺丝是否松动
1次/6个月
1次/6个月
1次/6个月
1次/月
1次/周
粗糙严重时,用锉刀、砂纸等研平
触头磨损2/3时,调换触头
碳化部分细砂纸磨去
用车间压缩空气清扫,用布擦去灰尘
绝缘电阻
用1KV兆欧表测量主回路与地之间绝缘电阻应大于1MW
1次/6个月
接地装置
检查接地线是否良好
1次/月
表2
中频电源柜
柜内外观检查
a元件有无破损、烧坏
b接线头是否松弛、脱落
1次/周
1次/周
若松动,有可能烧坏元件
动作试验
a检查指示灯是否指示
b过流、过压动作是否灵敏
c漏炉、缺相、欠水压、水温报警等是否工作可靠
1次/日
1次/日
1次/日
柜内除尘
用车间压缩空气清扫
1次/周
继电器
a检查触头粗糙程度,粗糙严重时用细砂纸打磨光滑
b调换接点
触头磨损严重时要调换
1次/3个月
1次/2年
变
压
器
检查外观
a有无渗、漏油
b冷却绝缘油是否加到规定位置
1次/周
1次/周
如油液面下降,应及时补充
灵敏度
a检查日常温度指示,应低于规定值
b检查温度报警是否灵敏
c检查瓦斯报警、跳闸是否灵敏
1次/日
1次/月
1次/月
响声及振动
a平常通过听和摸进行检查
b仪器测量
其它详见变压器说明书
1次/周
1次/年
电
容
器
组
检查外观
a有无油和水漏泄
b各端子螺钉有无松弛
1次/日
1次/周
若发生松弛,端子部分会因过热变色
电容器组周围的温度
用水银温度计测量
1次/日
进行通风,使周围温度不超过40℃
油
压
装
置
液压油
a油面计显示的油面高度,油的颜色有无变化
b检查液压油中的灰尘量及油的质量
c测量温度
1次/周
1次/6个月
1次/6个月
若油面下降,则回路有漏泄
质量差时,要调换油
表4
油
压
装
置
压力计
倾炉压力是否与平常有不同
1次/周
泵
检查泵的噪声是否与平常不同
1次/周
泵有噪声时,有下列原因:
a由吸滤器吸入空气
b泵的吸入侧吸入空气
c过滤器有杂物吸油不畅通
调压阀
a从泵起动到压力上升出现时间滞后时及调压阀噪声变大时,拆开调压阀进行清理
b倾炉速度太慢时,在装置最高使用压力范围内提高调压阀的设定压力,设定压力不上升,拆出进行清理
过滤器
拆开过滤器进行清理
调换部件
第1次为半个月,
以后为
1次/月
1次/年
配管
直观检查配管上有无漏油
1次/月
冷
却
水
回
路
软水冷却装置
a装置各部位有无漏水
b电动机、泵的噪声、振动与平常有无不同
c长期停运时,或在冬季、夜间停止运转时,应排去剩水(指在水温低于+5℃时)
d压盖密封垫的磨损更换
1次/日
1次/月
2年
冷却塔备用水路
备用进水是否正常
1次/月
(甲方自备设备仅供甲方参考)
冷却水回路
冷却水分配架
a水压表报警值是否正常发出,压力指示与平常有无不同
b温度计指示是否正常,报警触头有无异常
c配管有无漏水
1次/月
1次/周
1次/日
紧急用设备
备用水泵是否正常
1次/周
漏炉报警装置
电极引出线检查
a电极引出线联接是否正常
b电极引出线是否接地
1次/日
1次/日
此装置为选配件
线圈检查
拆炉时:
线圈有无因金属熔液引起的烧坏
线圈有无凹凸
线圈有无其他损坏
 升级会员
升级会员 